Задача. Прямоточная линия работает в 2 смены. Период комплектования задела 1/2 смены. Суточная программа выпуска деталей 800 шт. Нормы времени по операциям следующие: tшт 1 = 1,6 мин, tшт 2 = 2,0 мин, tшт 3 = 1,2 мин, tшт 4 = 0,5 мин, tшт51 = 1,7 мин, tшт 6 = 0,9 мин.
Рассчитать параметры однопредметной прямоточной линии, построить план-график загрузки оборудования и график движения межоперационных заделов.
Решение:
1. Рассчитаем такт линии:
2. Необходимое число рабочих мест и их загрузка по операциям:
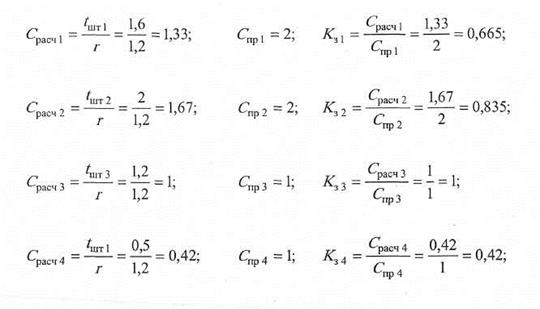
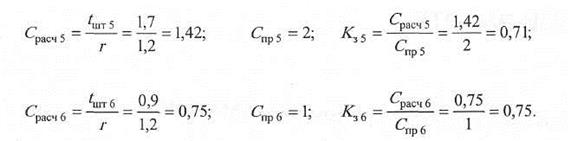
3. Общее количество рабочих мест на линии:

4. Чтобы загрузить рабочих, составим план-график работы оборудования и рабочих, совмещая операции. Определим время загрузки рабочих по операциям при периоде комплектования задела 1/2 смены.
За смену рабочие на каждой операции должны изготовить Nсм = 800: 2 = 400 деталей. Для этого на первую операцию будет затрачено за смену:
Если первого рабочего (А) на данной операции мы загрузим полностью:
ТА = 480 мин,
то второй рабочий (Б) будет загружен на:

Отметим эту загрузку на графике в виде линий (рис. 1).
На второй операции за смену затрачено:

Если одного рабочего (В) на этой операции загрузить полностью:
ТВ = 480 мин,
то второй рабочий будет загружен на:

Эту работу будет выполнять рабочий Б (после отработки на первой операции), что позволит его загрузить полностью.
Отметим эту загрузку на графике в виде линий (рис. 1). На третьей операции за смену затрачено:

Для выполнения этой работы потребуется один полностью загруженный рабочий:
ТГ = 480 мин.
Отметим эту загрузку на графике в виде линий (рис. 1).
На четвёртую операцию за смену затрачено:

Для выполнения этой работы потребуется один рабочий, который будет загружен по:

Отметим эту загрузку на графике в виде линий (рис. 1).
На пятой операции за смену затрачено:

Если одного рабочего (Е) на этой операции загрузить полностью:
ТЕ = 480 мин,
то второй рабочий будет загружен на:

Эту работу сможет выполнять рабочий Д после отработки на предыдущей операции. Отметим эту загрузку на графике в виде линий (рис. 1). Загрузка на шестой операции будет равна:

Эту работу выполнит рабочий Ж с загрузкой:

Отметим эту загрузку на графике в виде линий и получим окончательный вид план-графика работы оборудования (рис. 1).
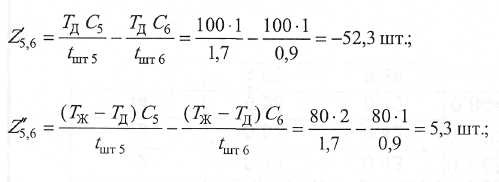
5. Расчёт межоперационных оборотных заделов ведётся по формуле (6). Величина задела между двумя смежными операциями должна рассчитываться при любых случаях изменения производительности операций на протяжении периода комплектования задела.
Между 1-й и 2-й операциями 2 раза изменяется производительность, поэтому здесь будут два периода комплектования задела:

Между 2-й и 3-й операциями 2 раза изменяется производительность, поэтому здесь будут два периода комплектования задела:
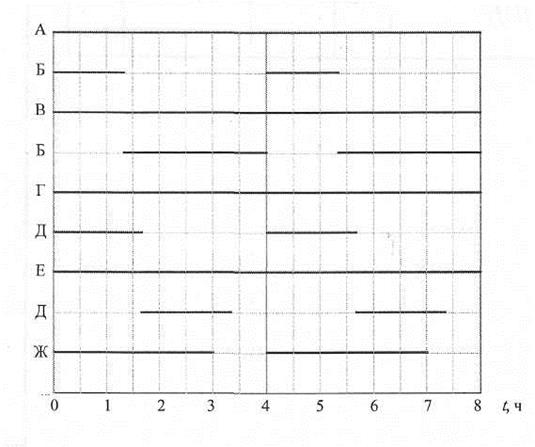
Рис. 1. План-график загрузки оборудования и рабочих мест в течение смены
Между 3-й и 4-й операциями 2 раза изменяется производительность, поэтому здесь будут два периода комплектования задела:
Между 4-й и 5-й операциями 3 раза изменяется производительность, поэтому здесь будут три периода комплектования задела:
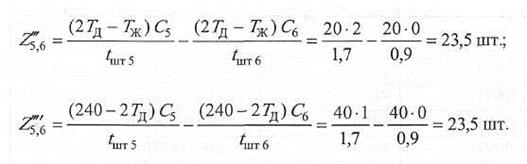
Между 5-й и 6-й операциями 4 раза изменяется производительность, поэтому здесь будут четыре периода комплектования задела:
Отметив величины межоперационных оборотных заделов по операциям на графике и соединив их линиями, получаем окончательный вид графика движения заделов (рис. 2).
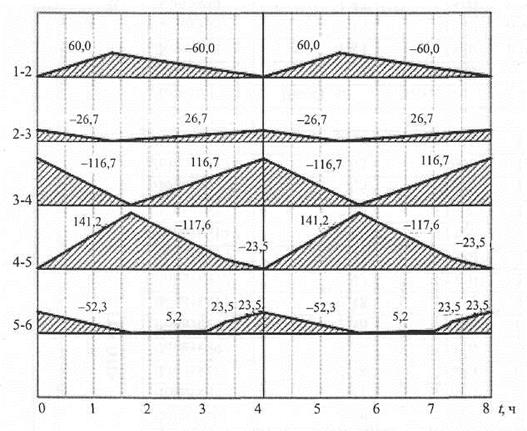
Рис. 2. График движения межоперационных заделов в течение смены
Задача 2
Составить сетевой график на техническую подготовку сложного электротехнического изделия. Определить параметры этого графика.
Перечень работ и их продолжительность:
| Содержание работы | Содержание начального события | Продолжительность работы, дн. |
| Составление блок-схемы | Задание на разработку выдано | |
| Расчет схемы | Блок-схема составлена | |
| Изготовление чертежей на макет | Расчет блок-схемы закончен | |
| Изготовление макета | Чертежи на макете готовы | |
| Составление электротехнической схемы | Закончен расчет блок-схемы | |
| Выдача задания в КБ | Электротехническая схема составлена, макет готов | |
| Разработка чертежей | Задание в КБ выдано | |
| Составление ТУ | Чертежи разработаны | |
| Размножение чертежей | Чертежи разработаны | |
| Разработка технологии | Чертежи разработаны | |
| Составление и выдача материальной ведомости | Технология разработана | |
| Размножение технологических карт | Технология разработана | |
| Разработка чертежей на оснастку | Технология разработана | |
| Изготовление оснастки | Чертежи на оснастку готовы | |
| Выдача заданий в цехи | Технология размножена | |
| Получение материалов | Ведомость на материалы выдана | |
| Изготовление деталей | Оснастка готова, задания в цехи выданы, материалы получены | |
| Получение комплектующих изделий | Чертежи разработаны | |
| Проверка и размножение технических условий | ТУ составлены | |
| Сборка, монтаж и испытание изделия | ТУ размножены, детали готовы, комплектующие изделия получены | |
| Консервация, упаковка и отгрузка изделия | Испытание изделия закончено |