Отделочные виды обработки зубчатых колес бывают со снятием стружки (шевингование, шлифование, хонингование, притирка) и без снятия стружки (обкатывание). К отделочным работам со снятием стружки относят также зубозакругляющие операции, снятие фасок и заусенцев.
Шевингование зубьев применяют - для незакаленных колес. Оно заключается в том, что методом обкатки специального инструмента по зубчатому колесу с поверхности зуба снимают припуск размером 0,1 - 0,25 мм. В качестве инструмента применяют дисковый шевер - зубчатое колесо, на поверхности зубьев которого имеются узкие прорези, образующие кромки, или шевер-рейку с аналогичными зубьями.
Шевер для обработки прямозубых зубчатых колес имеет винтовые зубья с углом подъема до 150, а для обработки косозубых - прямые зубья. На рисунке 1 показан дисковый шевер с режущими кромками на боковых поверхностях зубьев.
Из двух способов шевингования зубьев более распространено шевингование с помощью дискового шевера. Шевингование производят на специальном станке (рисунок 2). Шевер 4, установленный под углом к оси обрабатываемого зубчатого колеса 5, получает принудительное вращение с частотой 250 об/мин, вызывая этим вращение зубчатого колеса, свободно установленного в центрах на оправке 6.
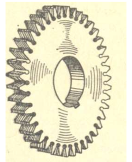
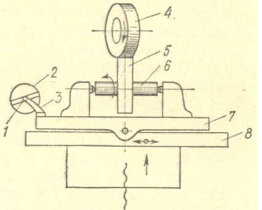
Рисунок 1 - Дисковый шевер
Скрещивание осей приводит к продольному относительному скольжению зубьев шевера и зубчатого колеса. Столу 8 сообщают продольную подачу 0,1...0,3 мм на один оборот зубчатого колеса. В конце хода стол подают в поперечном (вертикальном) направлении на 0,02...0,04 мм, после чего стол возвращают в начальное положение. Число ходов стола зависит от размера припуска. При необходимости получить зубья бочкообразной формы, имеющие большое распространение в современных конструкциях, используют предусмотренную в станке качающуюся плиту 7 с кронштейном 3 и установленным в нем пальцем 1. Палец индексируется в копире 2, укрепленном на кронштейне, и, скользя по копиру, заставляет плиту 7 в конце хода стола наклоняться, в результате чего шевер врезается в зубчатое колесо, формируя зубья у краев более тонкими, чем в середине.
Обработка зубчатого колеса продолжается в течение 12 - 14 двойных ходов стола, время на обработку одного зуба колеса равно 2 - 3 с. Погрешность обработанных шевингованием зубчатых колес в среднем не превышает 0,005 мм по шагу и профилю и 0,03 мм по биению начальной окружности. Шероховатость поверхности Ra=0,63 - 0,16 мкм.
Зубошлифование осуществляют в основном двумя методами: обкаткой и профильным копированием с помощью фасонного шлифовального круга. Шлифованием достигают шероховатости поверхности Ra=0,4...0,1 мкм и точности основных параметров зубчатого колеса в пределах 4 - 6-й степеней точности независимо от размера оставляемого припуска.
При шлифовании методом обкатки воспроизводят зубчатое зацепление пары рейка - зубчатое колесо, в котором инструментом является рейка. Этот метод применяют на современных станках, используя шлифовальные круги различных видов.
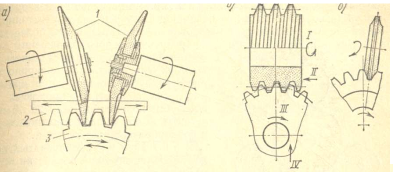
Рисунок 2 – Схема шлифования зуба цилиндрического колеса
На рисунок 2, а изображена схема шлифования зуба цилиндрического колеса. Два шлифовальных круга 1 установлены таким образом, что их торцы, обращенные к шпинделям, совпадают с боковыми сторонами зубьев воображаемой производящей рейки 2, находящейся в зацеплении с заготовкой 3. Обкатываясь по вращающейся заготовке 3, шлифовальные круги своими торцами шлифуют поверхность зубьев колеса.
Более производительным является шлифование абразивным червяком (рис. 2, б). Шлифовальному кругу, изготовленному в виде одно- или двух заходного червяка диаметром 300 мм в процессе обработки сообщают два движения: вращательное I - вокруг оси (движение резания) со скоростью 20 - 30 м/с и поступательное II-вдоль оси заготовки (движение подачи) со скоростью 0,6 мм за один оборот колеса. Зубчатое колесо получает вращение III вокруг своей оси, согласованное с вращением абразивного червяка, и периодическое радиальное движение подачи IV. Точность обработки однозаходным червяком соответствует 6-й степени точности, двухзаходным - 7-й степени точности. Шероховатость обработанной поверхности составляет Ra=0,8 - 0,1 мкм. Применяют также шлифование зуба копировальным кругом (рис. 2, б).
Зубохонингование - для уменьшения шероховатости поверхности Профиля зуба и, как следствие, уменьшения шума при работе передачи применяют хонингование зубьев колес после термической обработки. Зубохонингование производят на станке, аналогичном шевинговальному, при скрещивающихся осях хона и обрабатываемого колеса, но без механизма радиальной подачи. При этом установленное в центрах зубчатое колесо совершает кроме вращательного (реверсируемого) и возвратно-поступательное движение вдоль своей оси.
Зубчатый хон представляет собой геликоидальное колесо, изготовленное из пластмассы и шаржированное абразивом, зернистость которого выбирается в зависимости от размера припуска (0,025-0,05 мм) и требований к шероховатости поверхности.
Хонингование производят в распор при постоянном давлении между зубьями обрабатываемого колеса и хона или способом без зазорного зацепления колеса и хона при неизменном межцентровом расстоянии. Первый способ обеспечивает изготовление зубчатых колес более высокой точности. Зубохонингование требует обильного охлаждения для эффективного удаления металлической пыли с обрабатываемой поверхности профиля зуба. Хонингование применяют для обработки прямозубых и косозубых колес с модулем 1,25 - 6 мм, а также колес с фланкированными и бочкообразными зубьями. Притирка звеньев зубчатых колес после термической обработки производят на специальных станках, где инструментом служат притиры - чугунные колеса, находящиеся в зацеплении с обрабатываемым зубчатым колесом. Притиры смазывают смесью абразивного порошка с маслом.
Обработка колёс методом притирки заключается в том, что обрабатываемое зубчатое колесо обкатывают между тремя притирами, оси которых скрещиваются между собой (рисунок 3). Оси двух притиров 1 и 4 со спиральными или прямыми зубьями наклонены к обрабатываемому зубчатому колесу 3. Ось третьего притира 2 параллельна оси обрабатываемого зубчатого колеса; этот притир вращается попеременно в разных направлениях со скоростью 30-60 м/мин для обеспечения равномерной обработки зуба с обеих сторон. Помимо вращения притирам сообщается возвратно-поступательное движение в осевом направлении со скоростью 60 - 70 ходов в минуту на длине 25 мм.
Давление притиров на поверхность зуба регулируют притормаживая шпиндели двух притиров. Погрешность подлине начальной окружности составляет 0,02 мм, по шагу - 0,01 мм и по профилю - 0,08 мм; шероховатость поверхности Ra=0,1 мкм. Время обработки одного зуба - в среднем составляет 3 - 6 с.
В современных машинах часто применяют зубчатые колёса, которые периодически вводят в зацепление без остановки движения (коробки скоростей станков, автомобилей и т. д.).

Рисунок 3 - Метод притирки
Фланкированием называют изменение бокового профиля зуба основной рейки для обеспечения плавного входа сопряженных зубьев колес в зацепление, в связи с чем уменьшается шум в передаче (высота фланкированного участка зуба  0,4 т, угол фланкирования 0,50).
0,4 т, угол фланкирования 0,50).
Бочкообразность придают зубьям одной из пары работающих колес для получения поверхности контакта зубьев в виде вытянутого овала по их средней части (70 - 80% длины и 60-70%. высоты зуба).
Чтобы устранить удары и выкрашивание кромок при переключении зубчатых колес, зубья закругляют специальными фрезами на зубоза-кругляющих станках. Профиль закругляемого зуба 1 на зубчатом колесе и траектория движения инструмента 2 при обработке показаны на рисунок 4, а. На рисунок 4, б приведены конструкции фрез для закругления зубьев колес: пальцевые фрезы 1 и коронная фреза 2.

Рисунок 4
Снятие фасок и удаление заусенцев производятся на станках с абразивными кругами, имеющими профили, соответствующие форме зуба обрабатываемого колеса. Вращение осуществляется путем ввода зубьев в зацепление с витками круга. При больших объемах производства удаление заусенцев производится на многопозиционных станках стальными щетками.
С зубчатых колес малых размеров заусенцы удаляют с помощью ультразвука. При этом способе дополнительно сглаживаются острые кромки, а рабочие поверхности зубьев изменениям не подвергаются.
Получает распространение способ снятия заусенцев галтовкой в барабане, причем, выбирая соответствующие наполнитель и частоту вращения барабана, достигают хорошей очистки зубьев без искажения их профиля.
Обкатывание незакаленных зубчатых колес производят в масляной среде без абразивного порошка в паре с одним или несколькими закаленными колесами-эталонами. В результате давления зубьев колес-эталонов на поверхностях обрабатываемых зубьев возникает наклеп, сглаживаются неровности. Ввиду того что при обкатывании профиль и шаг зуба не исправляются, а в ряде случаев создаются дополнительные внутренние напряжения, увеличивающие искажения профиля при последующей термической обработке, этот способ отделки применим для зубчатых колес, не требующих высокой точности, а также для колес, не подвергающихся термической обработке.
ГОСТ 1643-81 распространяется на эвольвентные цилиндрические зубчатые колеса и зубчатые передачи внешнего и внутреннего зацепления с прямозубыми, косозубыми и шевронными зубчатыми колесами с диаметром делительной окружности до 6300 мм, модулем зубьев от 1 до 55 мм, шириной зубчатого венца или полушеврона до 1250 мм. Эвольвентный профиль зуба получают при механической обработке заготовок методом обкатывания (без скольжения) зуборезным инструментом. При этом профиль и геометрические параметры зубьев зубчатых колес должны соответствовать ГОСТ 13755-81.
Для зубчатых колес и передач установлено двенадцать степеней точности, обозначаемых в порядке убывания точности арабскими Цифрами от 1 до 12. Для степени точности 1 и 2 допуски и предельные отклонения в ГОСТ 1643-81 не приводятся, так как эти степени предусмотрены для будущего развития, когда технология зубонарезания сможет обеспечить такую точность.
Со степенью точности 3 - 5 изготавливают измерительные зубчатые колеса, используемые для контроля зубчатых колес; колеса, применяемые в особо точных делительных механизмах; зуборезный инструмент. Зубчатые колеса степеней точности 5 - 8 широко применяют в авиационной, автомобильной и других отраслях промышленности. Наибольшее распространение в машиностроении имеют зубчатые колеса 7-й степени точности, получаемые методом обката на точных станках с последующей отделкой для колес, подвергающихся закалке (шлифование, хонингование). Такие колеса широко используются в металлорежущих станках, скоростных редукторах, автомобилях и тракторах. Зубчатые колеса степени точности 8-11 применяют в грузоподъемных механизмах и сельскохозяйственных машинах. По 12-й степени точности изготавливают неответственные колеса с зубьями, не подвергающимися механической обработке, например литые.
Расчетной степенью точности является шестая степень. Для этой степени точности рассчитывались допуски, а для других степеней числовые значения допусков определялись умножением или делением допусков 6-й степени на коэффициенты перехода. В пределах одной степени точности величины допусков и предельных отклонений для различных показателей точности связаны между собой аналитическими зависимостями, приведенными в стандарте.
Выбор степени точности передачи производится конструктором на основе конкретных условий работы передачи и тех требований, которые к ней предъявляются (окружной скорости, передаваемой мощности, режима работы и т. д.).
При выборе степеней точности используют один из трех методов: расчетный, прецедентов (аналогов) или подобия (табличный).
Предпочтительным является расчетный метод, при котором необходимая степень точности определяется на основе кинематического расчета погрешностей всей передачи, расчета динамики передачи, требований к вибрациям и шуму передачи, расчета на контактную прочность и долговечность.
При методе прецедентов степень точности вновь проектируемой передачи принимают аналогичной степени работающей передачи, для которой имеется положительный опыт эксплуатации.
При методе подобия для выбора степени точности используют обобщенные рекомендации и таблицы, в которых содержатся примерные значения окружных скоростей для каждой степени точности.
Для каждой степени точности установлены показатели точности, которые сведены в три группы, называемые нормами точности: нормы кинематической точности, плавности и контакта зубьев. Такое разделение вызвано тем, что в зависимости от назначения и условий работы зубчатых колес и передач, предъявляются различные требования к точности выполнения их элементов.
Это позволяет в одной передаче комбинировать степени точности, т. е. назначать разные степени точности по нормам точности, и целесообразно в тех случаях, когда по условиям работы зубчатого зацепления одни показатели точности оказываются важнее других. Например, для тихоходных силовых передач нормы контакта зубьев назначаются по более высоким степеням точности, чем нормы кинематической точности и плавности работы колеса, а для передач отсчетных механизмов нормы контакта принимаются грубее норм кинематической точности.
Комбинирование по степеням точности норм точности позволяет на важные функциональные параметры задавать более высокие, а на второстепенные - пониженные требования к точности изготовления, что также определяет выбор отделочных операций профилей зубьев. Отделочные операции существенно повышают точность колеса лишь в отношении показателей одного вида норм. Например, шлифование зубьев увеличивает главным образом кинематическую точность, шевингование - плавность работы, а притирка и приработка - контакт зубьев.
Между показателями точности зубчатых колес существуют определенная взаимосвязь, поэтому практически невозможно изготовить колеса со значительным разрывом в степенях точности по отдельным показателям. Стандарт устанавливает ограничения при комбинировании норм разных степеней точности: нормы плавности работы зубчатых колес и передач могут быть не более чем на две степени точнее или на одну степень грубее норм кинематической точности; нормы контакта зубьев могут назначаться по любым степеням, более точным, чем нормы плавности работы зубчатых колес и передач, а также на одну степень грубее норм плавности.
Если же эксплуатационные требования к передаче по всем показателям одинаковы, то для всех показателей точности колес (норм точности) назначается одна степень точности.
При условном обозначении нормируемых показателей точности по нормам точности придерживаются следующих правил. Показатели для зубчатых колес конкретизируются добавлением под строчечных индексов: 1, 2 и 0 относятся к шестерне, колесу и передаче соответственно. При измерении показателей точности изготовленных зубчатых колес и собранных зубчатых передач в конец индекса добавляют букву г. Если ее в обозначении нет, то числовые значения соответствующих показателей являются стандартными, а не измеренными.
Наличие в условном обозначении показателя точности одного штриха в степени означает, что контроль данного показателя должен производиться при однопрофильном зацеплении, наличие двух штрихов обязывает проводить контроль при двух профильном зацеплении. Показатели без штрихов в основном проверяются на отдельно взятых зубчатых колесах вне зацепления. Показатели зубчатых колес проверяют в зацеплении с измерительным, более точным колесом, а передачи - в зацеплении с парным рабочим колесом.
Классы шероховатости (ГОСТ 2789-59) и наибольшие значения параметров шероховатости (ГОСТ 2789-73)
Поверхности зубьев зубчатых колес и червяков
