В машиностроении наиболее часто применяют следующие виды шлифования: круглое, наружное, круглое внутреннее и специальное.
Схемы шлифования приведены на рис. 3.
Плоское шлифование. При плоском шлифовании заготовку закрепляют на плоском магнитном столе или в тисках. При этом плоское шлифование может проводиться периферией круга и (или) торцом круга.
При плоском шлифовании, также как и для всех технологических способов шлифовальной обработки, главным движением резания Vk (м/с) является вращение круга. При плоском шлифовании возвратно-поступательное перемещение заготовки является продольной подачей Sпр (м/мин) (рис. 3, а). Для обработки поверхности на всю ширину b заготовка или круг должны перемещаться с поперечной подачей Sп (мм/дв. ход). Это движение происходит прерывисто (периодически) при крайних положениях заготовки в конце продольного хода. Периодически происходит и подача Sв на глубину резания. Это перемещение осуществляется также в крайних положениях заготовки, но в конце поперечного хода.
Круглое наружное шлифование (рис. 3 б). Заготовку устанавливают в центрах или закрепляют в патроне. Различают шлифование с продольной подачей заготовки и врезное шлифование. Для осуществления шлифования необходимо, чтобы шлифуемая заготовка и абразивный инструмент имели заданные относительные движения, без которых резание металлов невозможно.
При круглом шлифовании продольная подача происходит за счет возвратно-поступательного перемещения заготовки. Подача Sпр (мм/об. заг) соответствует осевому перемещению заготовки за один ее оборот. Вращение заготовки является круговой подачей Sкр (м/мин).
Подача Sп (мм/дв. ход или мм/ход) на глубину резания для приведенной схемы обработки происходит при крайних положениях заготовки.
|
|
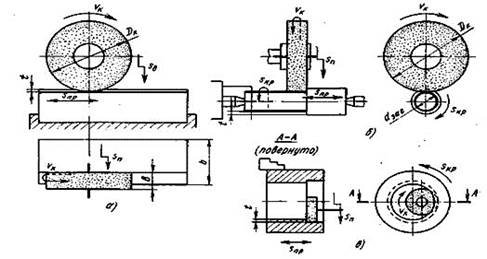
Рисунок 1 – Основные схемы шлифования
При круглом наружном шлифовании с продольной подачей необходимы следующие движения: вращение шлифовального круга – главное движение резания; вращение шлифуемой заготовки вокруг своей оси – круговая подача заготовки; прямолинейное возвратно-поступательное движение заготовки (или шлифовального круга) вдоль своей оси – продольная подача; поперечное перемещение шлифовального круга на заготовку (или заготовки на шлифовальный круг) – поперечная подача или подача на глубину резания. При шлифовании с продольной подачей поперечная подача осуществляется периодически, в конце каждого двойного или одинарного хода стола.
При круглом наружном шлифовании врезанием высота круга должна быть равна длине шлифуемой заготовки или несколько больше ее, поэтому нет необходимости в продольной подаче.
Поперечная подача, в отличие от продольных рабочих ходов (первый способ), производится непрерывно в течение всего шлифования. Таким образом, для выполнения наружного шлифования врезанием необходимы следующие движения: вращение шлифовального круга, вращение шлифуемой заготовки вокруг своей оси или ее круговая подача и непрерывная подача шлифовального круга.
При бесцентровом шлифовании резание осуществляется шлифовальным кругом также, как на обычных центровых шлифовальных станках. Особенность этого процесса определяется спецификой закрепления и подачи шлифуемой заготовки. При бесцентровом наружном шлифовании шлифуемую заготовку устанавливают на опорном ноже между кругами – шлифующим (рабочим), расположенным слева, и подающим (или ведущим), расположенным справа. Для осуществления бесцентрового шлифования необходимы следующие движения: вращение шлифовального круга, вращение подающего круга, круговая и продольная подачи. Вращением подающего круга шлифуемой заготовке сообщается вращение и продольная подача, для получения которой ведущий круг устанавливают под небольшим углом к оси шлифующего круга.
|
|
Круглое внутреннее шлифование – шлифование с продольной подачей шлифовального круга или заготовки и шлифование врезанием. Движения, осуществляемые при внутреннем шлифовании, показаны на рис. 3в.
Для этого способа шлифования необходимы те же движения, что и при круглом наружном шлифовании с продольной подачей: вращение шлифовального круга, круговая подача заготовки, продольная подача заготовки или круга, поперечная подача шлифовального круга.
Возможны также внутреннее врезное и внутреннее бесцентровое шлифование. Круглое бесцентровое внутреннее шлифование осуществляют без закрепления заготовки.