МДК0201 Теплотехническое оборудование. Занятие №32.
Эффективность управления производством в современных условиях в значительной мере определяется наличием методов и технических средств управления качеством продукции на всех стадиях технологического процесса. Задачи управления качеством продукции, оптимизации технологических процессов решаются на базе комплексной автоматизации производства, широкого внедрения систем и средств автоматизации. Одним из основных условий успешного решения задач автоматизации производства является обеспечение систем автоматического управления технологическими средствами оперативного автоматического контроля параметров-характеристик автоматизированных технологических процессов − физических, химических и других величин, информация о которых необходима для обеспечения оптимального управления тем или иным процессом. Степень обеспеченности технологического процесса такими средствами наряду с уровнем механизации автоматизированного производства (процесса, передела) и достигаемые технико-экономические эффекты являются определяющими, а зачастую, и лимитирующими при оценке возможности и целесообразности организации автоматизированного управления, создания конкретных систем автоматизации в производстве сборного железобетона.
Автоматизация технологического процесса производства железобетона требует использования автоматизированных средств для контроля основных возмущающих воздействий и качественных характеристик железобетонных изделий, информация от которых может использоваться в целях оптимального управления производством.
Тепловая обработка, обеспечивает ускоренное твердение отформованных бетонных изделий в специальных теплоагрегатах. Основная цель автоматического контроля и управления этим процессом заключается в соблюдении заданных режимов твердения бетона при минимальном расходе энергоресурсов.
Эффективность автоматизации тепловой обработки во многом определяется выбором регулируемого параметра, характеризующего ход процесса ускоренного твердения бетона.
Большинство существующих систем автоматического контроля и управления процессами тепловой обработки железобетонных изделий предназначено для регулирования процесса твердения (а также его контроля) по температуре теплоносителя (в объеме тепловой установки — камера-автоклав) или конденсата, отводящегося из отсеков термоформ, кассет или других установок, где прогрев бетона осуществляется без непосредственного контакта теплоносителя с бетоном.
Системы автоматического управления процессом в автоклавах обеспечивает программное регулирование процесса по давлению или температуре, измерения и запись контролируемых параметров, блокировку подачи теплоносителя в зависимости от состояния крышек автоклава, повторное использование отработанного пара, светозвуковую технологическую и аварийную сигнализацию. Программное регулирование теплового процесса по давлению основано на преобразовании показателей манометра в электрический сигнал постоянного тока, который подается на вход регулятора.После загрузки автоклава, закрытия крышек, срабатывают блокировочные устройства и начинается процесс запарки.Если давление линии перепускного пара больше чем в автоклава, то пар поступает из этой линии до тех пор, пока разница давлений не достигнет 0,18-0,2 МПа. При такой разнице переключатся исполнительные механизмы, управляемые регулятором на подачу теплоносителем из линии острого пара. Пар, выпущенный из автоклава, поступает в перепускную линию до достижения указанной разницы давлений после чего пар выпускается в атмосферу. Светозвуковая технологическая и аварийная сигнализация отражает положение регулирующих и запарных органов, крышек автоклавов, недопустимое отклонение регулируемого параметра от заданного.
Основным параметром для системы автоматического регулирования процесса тепловой обработки в автоклавах должна быть температура, автоматически поддерживаемая согласно заданной программе:
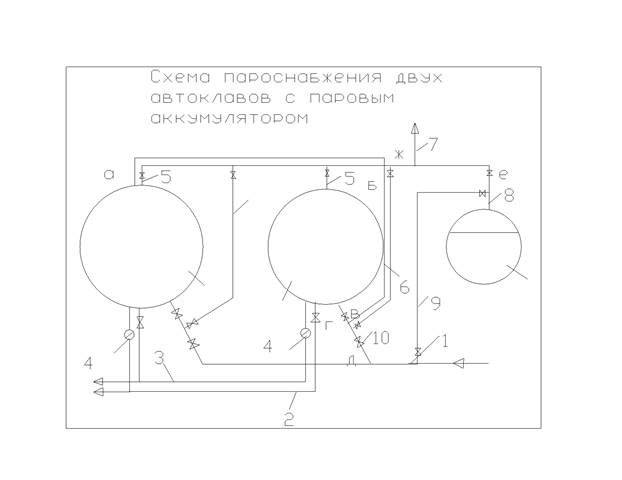
Рис.1 Схема пароснабжения двух автоклавов паровым аккумулятором
На Рис.1 показана схема пароснабжение с паровым аккумулятором, где по системе 1 подается рабочий пар из системы пароснабжения предприятия. Эта система имеет подводы к каждому автоклаву, которые на рисунке обозначены соответственно I и II. Системы 3 предусматривает удаление конденсата из каждого автоклава через конденсатоотделительное устройство 4 в конденсационную сеть. Система 2 служит для присоединения автоклавов к вакуум-насосу. Система 5 предназначена для отбора пара из автоклавов и передачи его либо в паровой аккумулятор, либо на перепуск в другой автоклав, либо для выброса отработанного пара в атмосферу через трубопровод 7. Система 6 служит для перепуска пара в автоклавы.Назначение системы 8-передавать пар в емкость-аккумулятор III или для отбора из аккумулятора. Все системы снабжены вентилями 10.
Пусть в первом автоклаве закончился период изотермической выдержки, который проводится при Р=1 МПа, второй автоклав только загружен и нуждается в подаче пара, рабочая емкость- паровой аккумулятор заполнен горячей водой при давлении 0,1 МПа, автоклавы предназначены для вакуумирования без продувки. Так как автоклав II нуждается в паре, а из автоклава I нужно отбирать пар, то из одного в другой пара перепускают.
Для этого открывают вентили а,б,в,г, все остальные должны быть закрыты. Тогда автоклавы I и II окажутся соединенными между собой через систему 5 (вентиль а) и систему 6(вентили б и в) и вентиль г, обеспечивающий подачу пара в автоклав II через перфорированную трубу. Путь пара показан пунктирной линией.
Охрана труда и техника безопасности
Все работы связанные с изготовлением бетонных и железобетонных изделий, должны выполняться, как правило, механизированным способом.
Общие требования для машин и оборудования:
-перед пуском машин необходимо убедится в надежном креплении ограждений всех перемещающихся деталей, креплении заземляющегося провода у пусковой электроаппаратуры, в отсутствии вблизи запускаемого механизма людей;
-все площадки для обслуживания оборудования должны быть ограждены перилами высотой 1,2 м.
-пуск и остановку оборудования работающего в общем потоке необходимом осуществлять только после подачи определенных сигналов (звуковых или световых)
-рабочий, обслуживающий технологическое оборудование не должен самостоятельно ремонтировать или налаживать электрическую пусковую или блокирующую аппаратуру.
В цехах где по технологическим условиям расчетная температура воздуха ниже 20о С, необходимо предусмотреть воздушные завесы. Во всех производственных или вспомогательных зданиях должна предусматриваться естественная или принудительная вентиляция.
В целях предотвращения загрязнения воздуха помещений с вредными выделениями: оборудование, приборы, трубопроводы и другие источники, выделяющие теплоту должны быть теплоизолированные. Агрегаты и оборудование, при эксплуатации которых происходит влаговыделение, должны быть укрыты и влагоизолированны. Технологические процессы, связанные с выделением пыли должны быть организованны так, чтобы их работа осуществлялась без участия людей, а выделяющиеся технологические выбросы должны быть очищены перед выбросом в атмосферу.
В цехах, где используются вибрационные машины, должны быть приняты меры по устранению воздействия вибрации и снижению уровня шума.
При приготовлении бетонной смеси необходимо следить за исправностью работы вентиляционной системы, герметизацией кабин пультов управления дозаторами и смесителями, системой сигнализации и автоматизации.
Для предотвращения утечки пара из установок в период ТВО, в местах примыкания крышек к камерам устанавливают специализированные затворы, обеспечивающие достаточный уровень герметизации.
Паропроводы покрывают теплоизоляцией, а парораспределительные устройства ограждают или устанавливают в местах, исключающих возможность ожогов обслуживающего персонала. Доступ рабочих в камеры разрешается при температуре в них не выше 40 о С.
Все работники, занятые на прогреве бетонных конструкций должны пройти инструктаж по правилам охраны труда и получить соответствующие удостоверения. Зону прогрева нужно оградить и оборудовать системой сигнализации и блокировки.
Задание: 1. Подготовить конспект лекции в печатном word-документе.
2. Предоставить инструкции поэксплуатации оборудования тепловлажностной обработки.
Срок выполнения 26.10.2020.