Теоретическое введение
Паянием называют способ соединения друг с другом двух или нескольких металлических, или металлизованных деталей посредством связующего металла или сплава (припоя), температура плавления которого ниже температуры плавления спаиваемых частей.
К преимуществам пайки относятся: незначительный нагрев соединяющихся частей, что сохраняет структуру и механические свойства металла; сохранения размеров и форм детали; прочность соединения.
Процесс паяния заключается в следующем. В зазор между нагретыми соединяемыми металлами вводят жидкий расплавленный припой, который при охлаждении затвердевает и прочно соединяет спаиваемые части.
Способы удаления окисной пленки
Прочность паянного соединения зависит от взаимодействия основного металла с расплавом припоя. При пайке существенное значение имеют смачиваемость основного металла жидким припоем, их взаимная растворимость и диффузия. Поэтому соприкасающиеся поверхности перед спаиванием очищают от грязи, жира и окисной пленки. Чтобы удалить окисную пленку, образующуюся при паянии на металле, и создать необходимые условия для смачивания металла припоем, применяют специальные химические вещества, называемые флюсами, а также газовые среды и физико-механические способы.
Флюсовая пайка является наиболее распространенным процессом. Флюс не только удаляет окисную пленку, но и защищает металл от окисления.
Применяется несколько видов флюсов, различающиеся по составу и по своим кислотным свойствам.
Газовые среды применяют для защиты поверхности металла и припоя от окисления в процессе пайки. Обычно это инертные газы. Для удаления окисной пленки применяют активные газы - водород; и окись углерода.
При физико-механическом способе окисные пленки удаляются механическим воздействием и ультразвуком.
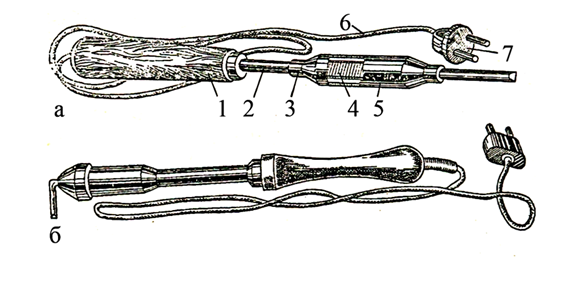
Рис. 1. Электрические паяльники, а – прямой, б – угловой1 – рукоятка, 2 – стальная трубка, 3 – хомуты, 4 – нагревательный элемент, 5 – накладные боковины, 6 – шнур, 7 – штепсельная вилка.
Паяльники бывают с периодическим нагревом, с непрерывным нагревом, ультразвуковые и абразивные.
В ультразвуковых паяльниках колебание ультразвуковой частоты используется для разрушения окисной пленки на поверхности паяемого металла. Это дает возможность осуществления бес флюсовой низкотемпературной пайки.

в
Рис. 2. Способы соединения проводов. а) Соединение вертикальной скруткой. б) Соединение скруткой. в) Соединение внахлест.
Оконцевание гибких проводов сечением до 2,5 мм2 выполняют без наконечников при помощи пайки. Для подсоединения к патронам, выключателям, розеткам шнуровых проводов их концы зачищают, скручивают петлей по шаблону (диаметр стержня-шаблона берут на 0,5 мм больше диаметра винта) и пропаивают.
В схемах вторичной коммутации и силовых цепях для увеличения механической прочности, повышения надежности электрического соединения оконцевание гибких проводов выполняют при помощи стандартных наконечников, припаиваемых к концам жил.
Работу необходимо выполнять в такой последовательности. С концов провода ножом или клещами КСИ-1 снять изоляцию. Место соединения провода и наконечника зачистить ножом и напильником до блеска. На провод поверх изоляции надеть две трубки ПХВ длиной 50 мм. Наконечники обжать плоскогубцами и опрессовать молотком. При этом не следует скручивать между собой отдельные проволочки жилы. Выступающие за трубку наконечника проволочки жилы обрезать ножом, оставив 3—5 мм для пайки. Нагреть паяльник до температуры 300—350°С в форсированном режиме (2—3 мин.). Конец паяльника нужно очистить от окалины ножом или припоя по наконечнику и зафиксировать изделие в неподвижном положении до охлаждения. Высококачественная пайка имеет однородную структуру и ровный монолитный шов. После застывания припоя на горячие наконечники напрессовать полихлорвиниловые трубки. Брак при пайке бывает, если паяльник не прогрет. Недостаточный нагрев затрудняет плавление припоя, и получается плохое качество соединения. При этом плавится лишь внешний слой припоя, образуются заметные неровности шва, изделие не спаяно, а «приморожено», соединение непрочное. Работа необлуженным паяльником не обеспечивает смачивания изделия, расплавленным припоем. Не зачищенные детали не обуживаются.
Перегрев паяльника и детали ведет к быстрому окислению жала, поверхности изделия, припоя и затрудняет пайку. Качество работы определяют по внешнему виду шва. Сомнительные паяные соединения подвергают переделке.