Сварка давлением – сварка, осуществляемая приложением внешней силы и сопровождаемая пластическим деформированием сопрягаемых поверхностей, обычно без присадочного металла. Основные виды сварки давлением классифицированы и представлены на рисунке 11.1.

Рисунок 11.1 – Разновидности сварки давлением
Ультразвуковая сварка – это сварка давлением, при которой соединение образуется в результате совместного действия на части заготовки высокочастотных механических колебаний и сжимающего усилия. Из-за смещения с малой амплитудой, вызванного колебаниями происходит трение между поверхностями заготовки и нагрев поверхностей. В результате происходит небольшая пластическая деформация приповерхностного слоя металла в зоне сварки, образование ювенильных (особо чистых) поверхностей и их соединение. https://ok.ru/video/378176737776
Продолжительность процесса измеряется секундами и долями секунд. Ультразвуковую сварку металлов применяют для получения точечных и шовных соединений, а так же для сварки по контуру. Принципиальная схема сварки ультразвуком показана на рис. 11.2.
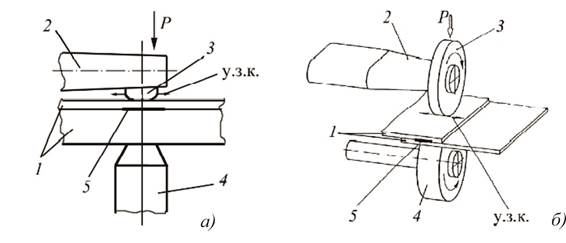
Рис. 11.2 – Принципиальная схема точечной (а) и шовной (б) сварки ультразвуком: 1 - свариваемые детали, 2 - трансформатор упругих колебаний, Р - сжимающая сила, 3 - сварочный наконечник (ролик), 4 - маятниковая опора (опорный ролик), 5 - сварная точка (шов)
Магнитно-импульсная сварка – это сварка с применением давления, при которой соединение осуществляется в результате соударения свариваемых частей заготовки, вызванного воздействием импульсного магнитного поля (рис. 11.3).
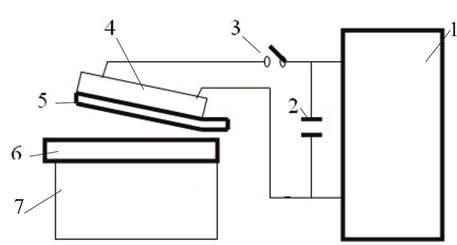
Рис. 11. 3 – Схема магнитно-импульсной сварки. 1 - зарядное устройство, 2 - конденсатор, 3 - коммутирующее устройство, 4 - индуктор, 5, 6 - свариваемые детали, 7 - опора.
Высокая скорость вылета части заготовки и соударения обеспечивается силой Лоренца.Свариваемые детали могут устанавливаться как под углом, так и параллельно друг к другу. Угловое размещение позволяет обеспечить последовательное перемещение зоны контакта при сварке деталей. Соединение образуется в результате косого удара двух металлических деталей металла с образованием между ними металлических связей.
Диффузионная сварка – это сварка давлением, осуществляемая за счет взаимной диффузии атомов в тонких поверхностных слоях контактирующих частей. Диффузия достигается нагревом и длительной выдержкой при этой температуре и с последующим сжатием.
Схематически процесс диффузионной сварки можно представить следующим образом. Свариваемые заготовки собирают в приспособлении, позволяющем передавать давление в зону стыка, вакуумируют и нагревают до температуры сварки. После этого прикладывают сжимающее давление на заданный период времени. По окончании сварочного цикла сборку охлаждают (рис. 11.4). https://youtu.be/7M-EyVwnWHQ
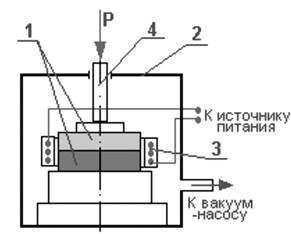
Рис. 11.4. – Схема диффузионной сварки. 1 - свариваемые детали, 2 - вакуумная камера, 3 - индуктор, 4 - нагружающее устройство
Сварка трением – это процесс сварки давлением, при которой поверхности разогреваются трением, вызванным вращением одной из заготовок в контакте с другой неподвижной заготовкой. Сварка завершается приложением ковочного усилия. Одновременно с нагревом стыкуемых поверхностей при трении возникает абразивный эффект, способствующий взаимной очистке и более тесному их сближению. После выключения механизмов трения и осадки происходит пластическая деформация металла стыка с образованием сварного соединения (рис. 11.5). https://youtu.be/w7yz9cMh-bI

Рис. 11.5 – Технологический процесс сварки трением: вращение одной заготовки (а); созданием зоны контакта (б); разогрев зоны контакта за счет трения (в); приложение ковочного усилия, завершающего процесс сварки (г)
Сварка взрывом – это сварка с применением давления, при которой соединение осуществляется в результате вызванного взрывом соударения свариваемых частей. Сварка взрывом производится в общем случае следующим образом: на опору устанавливается заготовка (4), над которым с определённым зазором располагается привариваемая пластина (3) с зарядом взрывчатого вещества (2) и детонатором (1). После инициирования взрыва пластина под действием продуктов детонации соударяется с поверхностью заготовки. В точке контакта давление достигает 3000-5000 МПа. Структура соединения имеет характерную волнообразную форму (рис. 11.6). https://youtu.be/YrUj9DzIaGI
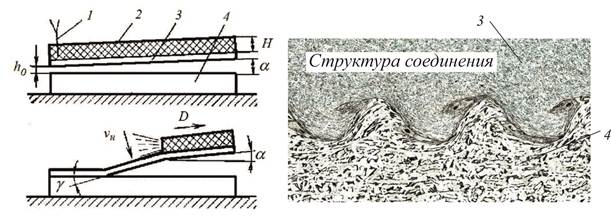
Рис. 11. 6 – Схема сварки взрывом: 1 — детонатор; 2 — взрывчатое вещество; 3— привариваемая пластина; 4 — заготовка
Контактнаясварка – это сварка с применением давления, при которой используется тепло, выделяющееся в контакте свариваемых частей при прохождении электрического тока. При прохождении через зону соединения электрического тока выделяется тепло, которое служит для расплавления металла. Одновременно с этим на деталь воздействует давление с одной или обеих сторон, при этом создается плотный шов без видимых и внутренних дефектов (рис. 11.7). https://youtu.be/KwZl4OH4cUo
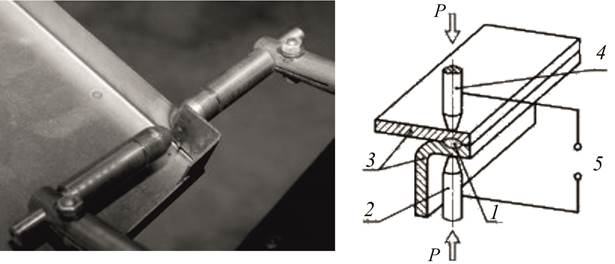
Рис. 11.7 – Процесс контактной точечной сварки: 1 - сварная точка; 2,4 - электроды для точечной сварки; 3 - свариваемые заготовки; 5 - источник питания
Газопрессовая сварка — сварка давлением, при которой сопрягаемые поверхности изделий нагреваются газокислородным пламенем и производится сварка с приложением силы без присадочного металла. Для того чтобы это пламя не вызывало значительного расплавления металла, нагрев рассредоточивается, вместо одного мощного пламени применяют большое количество малых пламенных горелок, распределенных по значительной поверхности. Для зажатия свариваемых изделий и для осадки требуются специальные устройства, чаще всего с гидравлическим управлением.
Газопрессовая сварка находит применение для стыков стальных трубопроводов для газа, нефти и т. п. диаметром 50—600 мм. Горелка для сварки трубопровода имеет кольцевую форму и состоит из двух одинаковых половин, соединенных шарнирно. Схема сварки показана на рис. 11.8
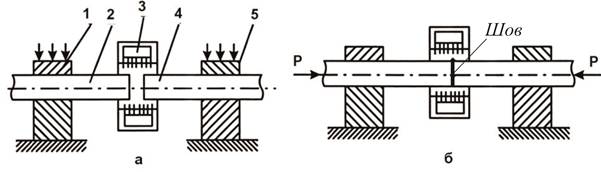
Рис. 11.8 – Схема газопрессовой сварки: а – положение деталей перед сваркой; б – положение деталей после сварки; 1, 5 – зажимы заготовок; 2, 4 – свариваемые изделия; 3 – горелка кольцевая
Кузнечная сварка – это процесс, когда после разогрева в горне (обычно при сжигании твердого или жидкого горючего) металла до температуры сварочного жара осуществляют сварочную операцию ручной или механизированной проковкой (рис. 11.9).
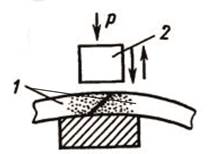
Рис. 11. 9 – Схема кузнечной сварки: 1 — соединяемые заготовки; 2 — боек ковочного молота
Холодная сварка — технологический процесс сварки давлением с пластическим деформированием соединяемых поверхностей заготовок без дополнительного нагрева внешними источниками тепла. Этот метод сварки базируется на пластической деформации металлов в месте их соединения при сжатии и/или путём сдвига (скольжения) (рис. 11.10). Сварка происходит при нормальных или отрицательных температурах мгновенно в результате схватывания без диффузии.
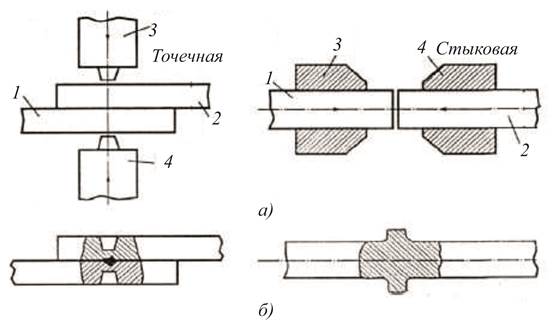
Рис. 11.10 – Схема холодной точечной и стыковой сварки: 1, 2 — соединяемые заготовки; 3, 4 — пуансоны; а – перед сваркой; б – после сварки.
Сварка осуществляется с помощью специальных устройств, вызывающих одновременную направленную деформацию предварительно очищенных поверхностей и нарастающее напряженное состояние, при котором образуется монолитное высокопрочное соединение.