Схема автоматической дуговой сварки под флюсом приведена на рис. 14. Позициями с 1-ой по 6-ую обозначены основные составные части сварочного автомата, движущегося вдоль стыка деталей 8 по направляющей 7 при работе механизма передвижения 4. В качестве электрода используется непокрытая сварочная проволока, разматываемая из бухты 3. Подача напряжения от источника сварочного тока на проволочный электрод производится с помощью токоподвода 5. Постоянство длины дуги и, следовательно, сварочного тока поддерживает механизм подачи 2 проволоки. Система управления механизмом подачи обеспечивает равенство скоростей подачи и оплавления проволоки. Дуга 14 горит под слоем гранулированного флюса 15, подающегося на стык свариваемых деталей 8 из бункера 1. Толщина слоя флюса 30…50 мм. От тепла дуги оплавляются кромки деталей, и плавится сварочная проволока, образуя ванну жидкого металла 13. Флюс, окружающий дугу, тоже частично плавится с образованием жидкого шлака 11.
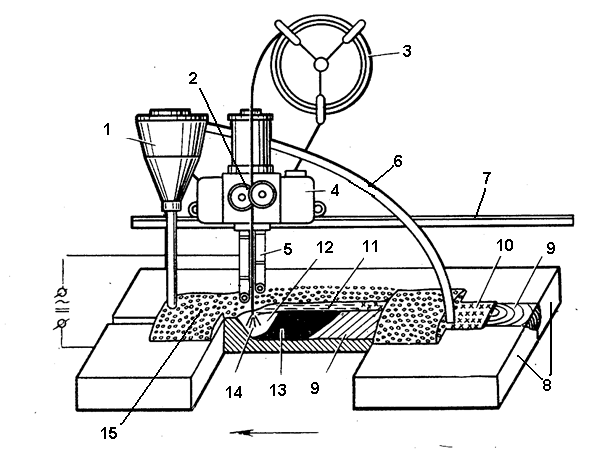
Рис.14. Схема автоматической сварки под флюсом.
Также при плавлении флюса образуется вокруг дуги защитный газовый пузырь 12. По мере движения автомата вдоль стыка жидкий металл кристаллизуется с образованием шва 9, а жидкий шлак превращается в шлаковую корку 10. Нерасплавившийся флюс отсосом 6 отправляется в бункер для дальнейшего использования. Для предотвращения вытекания сварочной ванны вниз используются прикрывающие стык снизу различные металлические и флюсовые подкладки или предварительная ручная подварка корня шва.
Флюсы для автоматической дуговой сварки имеют состав аналогичный составу покрытий электродов для ручной сварки и выполняют те же функции: стабилизацию дуги, защиту от атмосферы, раскисление, легирование, снижение скорости охлаждения. Естественно, состав флюсов для сварки различных материалов несколько различен.
Отметим важнейшие достоинства автоматической дуговой сварки.
Производительность в 15…20 раз выше, чем при ручной сварке. Это достигается значительно большей плотностью сварочного тока (до Амм200А/мм2), которая стала возможной при токоподводе к концу электрода. Высокая плотность тока позволяет проплавлять металл на большую толщину без разделки кромок.
Высокое качество шва обусловлено надёжной защитой от контакта с воздухом, замедленным остыванием сварочной ванны, при котором газы и неметаллические включения успевают из металла перейти в шлак. Стабильное горение дуги и отсутствие перерывов в процессе сварки обеспечивает постоянство размеров и формы шва.
Экономно расходуется электродный материал вследствие малого разбрызгивания и угара металла и отсутствия огарков электродов.
Лучше условия труда. Необходимые действия выполняются механизмами. Толстый слой флюса и шлаковая плёнка под ним существенно снижают выделение в окружающую среду газов и аэрозолей, светового и теплового излучений.
Применение автоматической дуговой сварки под флюсом ограничено нижним положением сварных швов. Отклонения от него возможны не более 15°. Исключен визуальный контроль за ходом сварки.
Автоматическую дуговую сварку под флюсом применяют для получения прямолинейных и кольцевых швов в производстве ёмкостей для жидкостей и газов, сварных труб, корпусов судов, строительных конструкций и других изделий. этим способом можно сваривать детали толщиной до 100 мм.
Существует и полуавтоматическая дуговая сварка под флюсом. На рис. 15 показан держатель для такой сварки.
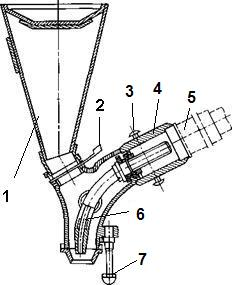
Рис.15. Держатель для полуавтоматической дуговой сварки под флюсом.
Держатель шлангом 5 соединяется со стационарными механизмом подачи сварочной проволоки и источником тока. В центре шланга имеется канал, по которому подаётся проволока. Ещё шланг содержит проводник сварочного тока и проводники для подачи команд управления механизмом подачи и источником тока.
В бункер 1 засыпается флюс, подачу которого в зону дуги можно регулировать заслонкой 2. Сварочная проволока выходит через мундштук 6. Для управления механизмом подачи и источником тока служит кнопка 3. При выполнении шва сварщик за рукоятку 4 перемещает держатель вдоль стыка свариваемых деталей, используя для направления по нему упор 7.
Полуавтоматическая дуговая сварка под флюсом чаще всего применяется для выполнения прерывистых и криволинейных швов, для которых нерационально или невозможно применять автоматическую сварку.