Дефекты сварки плавлением классифицируют по ме
сту расположения на поверхностные, внутренние и сквозные.
К поверхностным дефектам относят:
а) непровары в корне шва;
б) подрезы;
в) наплывы;
г) кратеры;
д) занижение (ослабление) лицевой поверхности шва;
е) вогнутость корня шва;
ж) смещение сваренных кромок;
з) резкий переход от шва к основному металлу (неправильное сопряжение сварного шва);
и) брызги металла;
к) поверхностное окисление;
л) поверхностные трещины.
К внутренним дефектам относят:
а) поры;
б) включения;
в) оксидные плёнки;
г) внутренние трещины;
д) непровары по кромке с основным металлом и между отдельными слоями;
е) свищи.
К сквозным дефектам относят трещины и прожоги.
Помимо дефектов – несплошностей к дефектам сварки плавлением относят: искажение формы соединения, связанное с деформацией, и несоответствие геометрических размеров сварного шва или точек, регламентированным значениям, установленным НТД (нормативно-технической документацией).
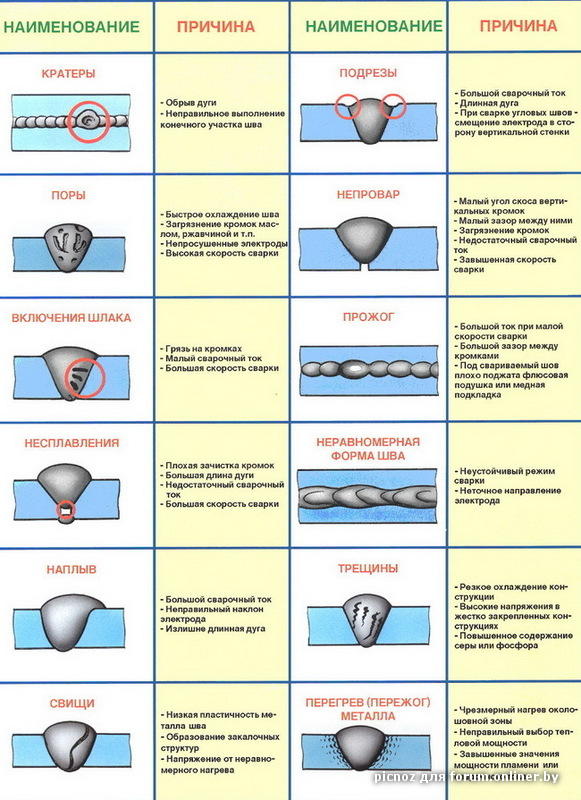
Общие сведения о дефектах сварки плавлением приведены в таблице.
| Дефекты | Определение дефекта (ГОСТ 2601-84) | Причины образования дефектов | Особенности дефекта и способы исправления и исключения его образования |
| Непровары - в корне шва; - между отдельными слоями; - по кромне с основным металлом; | Дефект в виде местного несплавления вследствие неполного расплавления свариваемых кромок или поверхностей ранее выполненных валиков | - малая погонная энергия; - неудовлетворительная подготовка поверхностей; - неправильная форма разделки; - большая величина притупления; - малые зазоры; - смещение электрода; - некачественная зачистка шва после выполнения прохода | Наиболее характерно при алюминиевых сплавах и под флюсом; Является концентратором напряжения. Трудно выявляются в кольцевых швах. Исправление—подварка с удалением корневой части. |
| Прожоги - одиночные; - протяженные; - дискретные | Дефект в виде сквозного отв ерстия, образовавшийся в результате вытекания сварочной ванны | - большая погонная энергия; - увеличенный зазор; - малая величина притупления; - большое смещение кромок; - коробление кромок и отставание их от подкладки при сварке | Характерны при сварке тонкостенных элементов, а так же первого (корневого) шва при многослойной сварке. Как правило, брак, если возможно выполняют подварку. |
| Кратеры | Дефекты в виде воронкообразного углубления, образовавшегося в результате внезапного прекращения сварки или быстрого отключения сварочного тока | - нарушение техники сварки | Ослабление сечения. Сопровождается усадкой и трещинами усадочного происхождения. Концентратор напряжения. Исправление – удаление дефектного участка и заварка. При автоматической сварке используют технологические планки для вывода кратера или плавное отключение тока |
| Наплывы на сварном соединении | Дефект в виде натекания жидкого металла на поверхность основного или ранее выполненного валика и несплавление с ним | - большой ток; - большая скорость сварки; - длинная дуга (повышенное напряжение); - смещение электрода; - большая скорость подачи присадочной проволоки; - наклон электрода (неправильное ведение) | Возникает с лицевой стороны соединения или обратной стороны из-за некачественного поджатия к подкладке и, как правило, при сварке в горизонтальном и вертикальном положении, а также на спуск и на подъем. Концентратор напряжения. Исправление – зашлифовка.. |
| Подрезы зоны сплавления. -односторонний; -двухсторонний | Дефекты в виде протяженного углубления вдоль линии сплавления основного металла и шва | - большой ток; - большая скорость; - длинная дуга; - наклон электрода (неправильное ведение) | Как правило, возникает при сварке концентрированными источниками в режиме глубокого проплавления, а также при сварке угловых швов. Концентратор напряжения. Ослабление сечения. Исправление – заглаживание дугой при неглубоких подрезах и подварка при глубоких |
| Неплавное сопряжение сварного шва | Дефект в виде резкого перехода поверхности сварного шва к основному металлу | - несоблюдение техники сварки; - большая скорость подачи присадочной проволоки. | Концентратор напряжения. Возникает в угловых швах. Исправление – зашлифовка или прокатка роликами. |
| Брызги металла. | Дефект в виде затвердевших капель жидкости металла на поверхности сварного соединения. | - несоблюдение техники сварки; - длинная дега. | Возникает при сварке толстопокрытыми электродами, в СО2 или электролучевой сварке с глубоким проплавлением. Исправление - вырубка |
| Вогнутость корня шва | Дефект в виде углубления на обратной поверхности сварного одностороннего шва. | - большие зазоры; - малое притупление. | Возникают в стыковых и угловых швах. Ослабление сечения шва. Исправление – подварка. |
| Занижение шва | Дефект в виде провисания сварного шва. | - большой зазор; - большой угол разделки кромок; - несоблюдение техники сварки. | Возникает при сварке алюминивых сплавов. Исправление – подварка с использованием присадочной проволоки. |
| Смещение сваренных кромок. | Дефект в виде несовпадения сваренных кромок по высоте из-за некачественной сборки сварного соединения. | - нарушение технологии сборки. | Возникает, как правило, при сварке стыковых тонкостенных элементов. Концентратор напряжения. Исправление – подварка. |
| Свищ сварного шва. | Дефект в виде несквозного углубления в сварном шве. | - некачественный основной металла; - нарушение защиты. | Сопровождает поры и трещины, выходящие на поверхность. Наиболее часто возникают при сварке в СО2. Исправление – подварка с разделкой. |
| Поверхностное окисление сварного соединения. | Дефект в виде окисной пленки с различными цветами побежалости на поверхности сварного соединения. | - малый расход защитного газа; - наличие примесей в защитном газе; - загрязнение поверхности сопла; - неправильно подобранный диаметр сопла и расстояние его от поверхности металла; - отсутствие дополнительных защитных козырьков; - нарушение техники сварки. | Возникает при сварке активных металлов. Исправление – зачистка поверхности. |
| Трещины: - поверхностные; - внутренние; - сквозные; - продольные; - поперечные; - разветвленные. | Дефект в виде разрыва в сварном шве по линии сплавления или в околошовной зоне | - жесткая конструкция изделия; - сварка в жестко закрепленных приспособлениях; - большой время между сваркой и термообработкой; - большая скорость охлаждения; - ошибка в проектировании сварного шва (близко расположенные концентраторы); - нарушение технологии (температура подогрева, порядок наложения швов); - нарушение защиты; - некачественный основной металл. | Наиболее опасный и недопустимый дефект, как правило, брак. Исправление – подварка с предварительной разделкой или засверловкой концов трещины. |
| Поры сварного шва: -одиночные; -рассеянные; -скопления; -цепочка. | Дефект сварного шва в виде полости округлой или продолговатой формы заполненной газом. | - влажный флюс; - отсыревшие электроды; - некачественная подготовка свариваемых кромок и поверхности сварочной проволоки; - увеличенный диаметр электрода; - длинная дуга; - увеличенная скорость сварки; - некачественная защита; - некачественный основной металл. | Как правило, возникает при сварке алюминиевых и титановых сплавов, в глубоких стыковых швах, при затруднении дегазации. Ослабление сечения. Снижение герметичности. Исправление – единичные поры оставляют, во всех остальных случаях подварка. |
| Включения: -шлаковые; -оксидные; -вольфрамовые; -нитридные. | Дефекты в виде неметаллических частиц или инородного металла в металле шва. | - некачественная подготовка поверхности; - некачественный основной металл; - нарушение технологии сварки; - нарушение защиты. | Имеют сферическую или продолговатую форму, а также в виде прослоек. Концентраторы напряжения. Исправление – подварка с разделкой. |
|
|
|
|
|
|