Технология ЭСПЦ. Состав ДСП, компоненты шихты электроплавки, механическое оборудование печь
В состав ЭСПЦ входят:
две 120-тонные электропечи с мощностью трансформатора 95 МВА
две установки «ковш-печь»
одноручьевая машина непрерывной разливки слябов сечением (190-270) * 1200мм
четырехручьевая комбинированная МНЛЗ для разливки прямоугольной заготовки сечением 330 х 470 мм и круглой заготовки диаметром 430, 540 и 600мм
тупик для составов с изложницами
шихтовый двор
обжиговый участок
Применяемая в ЭСПЦ технология позволяет стабильно обеспечивать в стали массовую долю серы до 0,005% и фосфора до 0,015% и менее каждого, а также высокую чистоту стали по содержанию неметаллических включений. Эта технология гарантирует получение проката с механическими свойствами, превышающими требования отечественных и зарубежных стандартов.
Весь металл выплавляемый в цехе, подвергают внепечной обработке, включающей в себя: ввод в ковш твёрдой шлакообразующей смеси, продувку металла в ковше инертным газом через фурму в скоростном режиме. Разливку стали на МНЛЗ производят с зашитой струи металла от вторичного окисления. Технология гарантирует получение проката с механическими свойствами, превышающими требования отечественных (ГОСТ) и зарубежных (ОГМ) стандартов.
Электросталеплавильный цех отличается высоким уровнем автоматизации и механизации производственных процессов.
В ЭСПЦ используются ДСП с отворачивающимся сводом (рис.1), который подвешивают к Г-образной конструкции (полупорталу). Приподнятый свод вместе со стойками и полупорталом поворачивают в горизонтальной плоскости вокруг вертикальной оси на 75- 90°, открывая рабочее пространство. Все механизмы, за исключением механизма вращения корпуса, выполнены с гидравлическими приводами. Основная несущая конструкция печи (люлька) опирается на фундамент двумя сегментами. Свод жестко закреплен на полупортале, соединенном с корпусом печи. При работе печи нагрузка от свода, полупортала и электродержателей передается на кожух печи.
Механизм подъема и отворота свода расположен на отдельном фундаменте и не связан с люлькой.
Основные достоинства электропечей заключаются в возможности быстро нагреть металл, что позволяет вводить в печь большие количества легирующих добавок, иметь в печи восстановительную атмосферу и безокислительные шлаки, что предопределяет малый угар легирующих элементов, также плавно и точно регулировать температуру металла, более полно, что в других печах раскислять металл, получая его с низким содержанием неметаллических включений, получать сталь с низким содержанием серы.
Дуговая электропечь состоит из рабочего пространства с электродами и токоподводами и механизмов, обеспечивающих наклон печи, удержание и перемещение электродов и загрузку шихты.
Плавку ведут в рабочем пространстве, ограниченным сверху куполообразным сводом, снизу сферическим подом и с боков стенками. Огнеупорная кладка пода и стен заключена в металлический кожух. Объёмный свод набран из огнеупорных кирпичей, опирающихся на опорное кольцо. Через три симметрично расположенных в своде отверстия в рабочее пространство введены три токоподводящие электроды, которые с помощью спецмеханизмов могут перемещаться вверх и вниз. Печь питается трёхфазным током. Шихтовые материалы загружают на под печи после их расплавления в печи образуется слой металла и шлака. Плавление и нагрев осуществляется за счёт тепла электрических дуг, возникших между электродами и жидким металлом или металлической шихтой. Выпуск готовой стали осуществляется через эркерное отверстие, расположенное в нижней части печи, а слив шлака через рабочее окно. Рабочее окно, закрываемое заслонкой, предназначено также для контроля за ходом плавки ремонта пода и загрузки материалов.
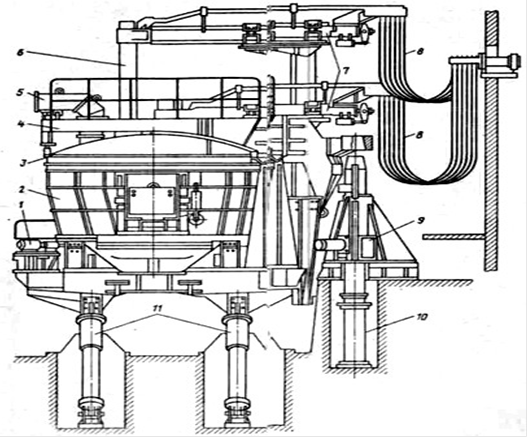
- механизм поворота ванны; 2 - корпус; 3 -свод; 4 - полупортал; 5 -газоотвод; 6 - электрод; 7 - электрододержатель; 8 -гибкий кабель; 9- механизм отворота свода; 10 - плунжер подъема свода; 11 - гидроцилиндры механизма наклона печи
Рисунок 1 - Печь ДСП-12
В качестве железосодержащих шихтовых материалов для получения металла в электропечах используются металлический лом и чугун. В качестве шлакообразующих применяют известь, известняк, боксит, шамотный бой, плавиковый шпат. Для легирования применяю практически все известные ферросплавы и легирующие.
Варианты технологий выплавки стали в открытых дуговых печах. Методы плавки стали в дуговых печах. Периоды плавки
Технология плавки в дуговых печах определяется составом выплавляемой стали и предъявляемыми к ней требованиями, а также качеством шихты. В зависимости от этих факторов технология плавки даже в одной печи может быть существенно различной. Существуют две основные разновидности технологии плавки легированной стали:
· на углеродистой или «свежей» шихте;
· переплав легированных отходов.
Углеродистая шихта характеризуется повышенным содержанием углерода, фосфора, серы и отсутствием или незначительным количеством легирующих элементов. Для передела такой шихты в качественную сталь требуется проведение специального окислительного периода, в течение которого окисляются углерод, фосфор, кремний, хром, марганец, ванадий и др. Наличие окислительного периода является характерной особенностью технологии плавки на свежей шихте, поэтому она называется еще плавкой с полным окислением.
Плавка металла в электропечи состоит из следующих периодов: заправка печи; загрузка шихты; плавление; окислительный период; восстановительный период; выпуск стали.
Заправка печи - исправление изношенных и повреждённых участков пода, удаление с подины остатков металла и шлака после очередной плавки. На повреждённые места подины и откосов забрасывают магнезитовый порошок. Длительность заправки 5 - 10 минут. При загрузке печи в центральную её часть (ближе к электродам) загружают крупные куски лома (40%), ближе к откосам - средний лом (45%), на подину и на верх - мелкий лом (15%). После окончания загрузки шихты электроды опускают почти до касания с шихтой и пускают ток. Под действием высокой температуры дуг (свыше 3000°С) шихта под электродами плавится, жидкий металл стекает вниз, накапливаясь в центральной части подины. Электроды постепенно опускаются, проплавляя в шихте «колодцы», и достигая крайнего нижнего положения. В дальнейшем по мере увеличения количества жидкого металла электроды поднимаются. Во время плавления происходит окисление и восстановление составляющих шихты. Плавка металла сопровождается многократным откачиванием шлака. После завершения плавки металл выдаётся из печи и разливается на МНЛЗ или в изложницы.
Система загрузки печи бывает двух видов: через завалочное окно мульдозавалочной машиной и через верх при помощи бадьи. Загрузку через окно применяют только на небольших печах.
При загрузке печи сверху в один-два приема в течение 5 мин меньше охлаждается футеровка, сокращается время плавки; уменьшается расход электроэнергии; эффективнее используется объем печи. Для загрузки печи свод приподнимают на 150-200 мм над кожухом печи и поворачивают в сторону вместе с электродами, полностью открывая рабочее пространство печи для введения бадьи с шихтой. Свод печи подвешен к раме. Она соединена с неподвижными стойками электрододержателей в одну жесткую конструкцию, покоящуюся на поворотной консоли, которая укреплена на опорном подшипнике. Крупные печи имеют поворотную башню, в которой сосредоточены все механизмы отворота свода. Башня вращается вокруг шарнира на катках по дугообразному рельсу. Бадья представляет собой стальной цилиндр, диаметр которого меньше диаметра рабочего пространства печи. Снизу цилиндра имеются подвижные гибкие сектора, концы которых стягиваются через кольца тросом. Взвешивание и загрузка шихты производятся на шихтовом дворе электросталеплавильного цеха. Бадья на тележке подается в цех, поднимается краном и опускается в печь. При помощи вспомогательного подъема крана трос выдергивают из проушин секторов и при подъеме бадьи сектора раскрываются и шихта вываливается в печь в том порядке, в каком она была уложена в бадье.
При использовании в качестве шихты металлизованных окатышей загрузка может производиться непрерывно по трубопроводу, который проходит в отверстие в своде печи.
Во время плавления электроды прорезают в шихте три колодца, на дне которых накапливается жидкий металл. Для ускорения расплавления печи оборудуются поворотным устройством, которое поворачивает корпус в одну и другую сторону на угол в 80°. При этом электроды прорезают в шихте уже девять колодцев. Для поворота корпуса приподнимают свод, поднимают электроды выше уровня шихты и поворачивают корпус при помощи зубчатого венца, прикрепленного к корпусу, и шестерен. Корпус печи опирается на ролики.
После окончания периода расплавления начинается окислительный период, задачи которого заключаются в следующем: окисление избыточного углерода, окисление и удаление фосфора; дегазация металла; удаление неметаллических включений, нагрев стали.
Окислительный период плавки начинают присадкой железной руды, которую дают в печь порциями. В результате присадки руды происходит насыщение шлака FeO и окисление металла по реакции: (FeO)=Fe+[O]. Растворенный кислород взаимодействует с растворенным в ванне углеродом по реакции [C] +[O]=CO. Происходит бурное выделение пузырей CO, которые вспенивают поверхность ванны, покрытой шлаком. Уровень шлака становится выше порога рабочего окна и шлак вытекает из печи. Выход шлака усиливают, наклоняя печь в сторону рабочего окна на небольшой угол. Шлак стекает в шлаковик, стоящий под рабочей площадкой цеха. Для обновления состава шлака одновременно с рудой в печь добавляют известь и небольшие количества плавикового шпата для обеспечения жидкоподвижности шлака.
Непрерывное окисление ванны и скачивание окислительного известкового шлака являются непременными условиями удаления из стали фосфора. Для протекания реакции окисления фосфора
[P]+5[O]=(P2O5);
(Р2O5)+4(СаО)=(СаО)4*P2O5
необходимы высокое содержание кислорода в металле и шлаке, повышенное содержание CaO в шлаке и пониженная температура.
В электропечи первые два условия полностью выполняются. Выполнение последнего условия обеспечивают наводкой свежего шлака и постоянным обновлением шлака, так как шлак, насыщенный (СаО)4*P2O5 скачивается из печи. По ходу окислительного периода происходит дегазация стали - удаление из нее водорода и азота, которые выделяются в пузыри СО, проходящие через металл.
Выделение пузырьков СО сопровождается также и удалением из металла неметаллических включений, которые выносятся на поверхность потоками металла или поднимаются наверх вместе с пузырьками газа. Хорошее кипение ванны обеспечивает перемешивание металла, выравнивание температуры и состава.
Общая продолжительность окислительного периода составляет от 1 до 1,5 ч. Для интенсификации окислительного периода плавки, а также для получения стали с низким содержанием углерода металл продувают кислородом. При продувке кислородом окислительные процессы резко ускоряются, а температура металла повышается со скоростью примерно 8-10 С/мин. Чтобы металл не перегрелся, вводят охлаждающие добавки в виде стальных отходов. Применение кислорода является единственным способом получения низкоуглеродистой нержавеющей стали без значительных потерь ценного легирующего хрома при переплаве.
Окислительный период заканчивается, когда содержание углерода становится ниже заданного предела, содержание фосфора 0,010%, температура металла несколько выше температуры выпуска стали из печи. В конце окислительного периода шлак стараются полностью убирать из печи, скачивая его с поверхности металла.
После скачивания окислительного шлака начинается восстановительный период плавки. Задачами восстановительного периода плавки являются: раскисление металла, удаление серы, корректирование химического состава стали, регулирование температуры ванны, подготовка жидкоподвижного хорошо раскисленного шлака для обработки металла во время выпуска из печи в ковш. Раскисление ванны, т. е. удаление растворенного в ней кислорода, осуществляют присадкой раскислителей в металл и на шлак. В начале восстановительного периода металл покрывается слоем шлака. Для этого в печь присаживают шлакообразующие смеси на основе извести с добавками плавикового шпата, шамотного боя, кварцита. В качестве раскислителей обычно используют ферромарганец, ферросилиций, алюминий.
В результате процессов раскисления большая часть растворенного кислорода связывается в оксиды и удаляется из ванны в виде нерастворимых в металле неметаллических включений. Процесс этот протекает достаточно быстро и продолжительность восстановительного периода в основном определяется временем, необходимым для образования подвижного шлака. В малых и средних печах при выплавке ответственных марок сталей продолжают применять метод диффузионного раскисления стали через шлак, когда раскислители в виде молотого электродного боя, порошка ферросилиция присаживают на шлак. Содержание кислорода в шлаке понижается и в соответствии с законом распределения кислород из металла переходит в шлак. В ходе восстановительного периода вводят легирующие - ферротитан, феррохром и др., а некоторые, например никель, присаживают вместе с шихтой. Никель не окисляется и не теряется при плавке. Добавки тугоплавких ферровольфрама, феррониобия производят в начале рафинирования, так как нужно значительное время для их расплавления. В настоящее время большинство операций восстановительного периода переносят из печи в ковш. Целью восстановительного периода является обеспечение нагрева стали до заданной температуры и создание шлака, десульфурирующая способность которого используется при совместном выпуске из печи вместе со сталью.
3.3 Основные технико-экономические показатели электросталеплавильного процесса
Выход стали: 4 млн. тонн стали в год
Производительность печей: 0,5 млн. тонн стали/год
Производительность цеха, фактическая: 3 млн. тонн/год
Удельный расход электроэнергии: 305 кВ  ч/т
ч/т
Основность: 2,4
Себестоимость 1 т. стали: 16,5 тыс. руб.
Таблица 5 - Характеристика выбросов в ЭСПЦ
| Источник загрязнения | Газы | Пыль, мг/м3 | MnO2 | СО | ||
| Общий объем выбросов, м3/ч | Температура, °С | Количество (до очистки), г/м3 | Содержание О2, % | Количество, кг/т | Количество, кг/т | |
| Печное отделение | 54000,0 | 1000,0 | 3,0 | 20,3 | 9,5 | 50,1 |
Таблица 6 - Количество и состав шлака, кг
| Источники шлака | CaO | SiO2 | FeO | MnO | MgO | Al2O3 | CaF2 | Итого |
| Продукты раскисления | 0,680 | |||||||
| ТШС | 0,95 | 0,022 | 0,09 | 0,375 | ||||
| Печной шлак | 0,28 | 0,110 | 0,07 | 0,02 | 0,05 | 0,005 | 0,010 | |
| Всего внесено в ковш | 1,23 | 0,132 | 0,07 | 0,02 | 0,14 | 0,685 | 0,385 | 2,66 |
| Состав шлака в ковше, масс. доли, % | 46,20 | 4,960 | 2,63 | 0,75 | 5,26 | 25,75 | 14,470 | 100,00 |
Глава 4. Прокатные цеха
Обжимной цех
В состав цеха входит:
отделение нагревательных колодцев;
прокатный стан 1250;
скраповый пролет;
адьюстаж.
Прокатный стан 1250 предназначен для прокатки слитков массой 8,3-13,0т в блюмы сечением 300x320, 330x510мм и слябы толщиной 130-300мм, шириной 600 -1150мм, длиной 1300-6000мм.
На адьюстаже размещены неотапливаемые и отапливаемые колодцы для замедленного охлаждения блюмов и слябов легированных и высоколегированных марок стали. В зависимости от легированности металл подвергают замедленному охлаждению в неотапливаемых колодцах или специальной термической обработке в отапливаемых колодцах для снижения флокено- и трещиночувствительности стали.
4.2 Листопрокатный цех №1 (ЛПЦ-1). Толстолистовой стан 2800
В состав ЛПЦ-1 входят:
4 методические печи с инжекционными горелками и нижним подогревом;
вертикально-реверсивная клеть "1000";
горизонтально-реверсивная клеть "ДУО" 2800;
реверсивная клеть "КВАРТО" 2800;
две листоправильные машины, листоукладчики, гильотинные и дисковые ножницы;
4 печи с роликовой подачей для нагрева листов под закалку, нормализацию и отпуск;
Назначение цеха - прокатка слябов на стане 2800 на листы толщиной 8-50мм, шириной 1500-2500мм, длиной 4500-12000мм из низколегированных и углеродистых марок сталей, а также высокопрочных марок сталей специального назначения. Разработанная на комбинате технология производства листового проката обеспечивает стабильность механических свойств и высокий уровень прочностных характеристик выпускаемой продукции за счет внедрения в производство таких передовых методов, как:
автоматизация нагрева заготовок в методических печах, которые оборудованы рейтерами для уменьшения неравномерности нагрева металла;
перевод чистовой клети на подшипники жидкостного трения и увеличение жесткости клети на 30%;
применение установки для ультразвукового контроля несплошности металла и полуавтоматической установки для контроля механических свойств проката;
оснащение стана автоматизированными системами контроля толщины проката;
термическая обработка листов.
Нагрев металла производится в четырех печах, отапливаемых смесью доменного и природного газа, прокатка - на черновой клети «ДУО» и чистовой клети «КВАРТО». Термообработку металла производят в четырех термических печах с роликовым подом. Для ультразвукового контроля листового проката в цехе имеются автоматизированные установки «NUKEM» и «Север-6-08-2800 ВТ» в потоке стана 2800, обеспечивающие 100 % контроль сплошности листового проката.
.3 Листопрокатный цех №2 (ЛПЦ-2)
комбинат чугун экономический технологический
В состав ЛПЦ-2 входят:
2 печи с шагающим подом; - стан 800 с черновой универсальной двухвалковой клетью и чистовой непрерывной группой клетей;
двухсекционный холодильник;
участки резки, клеймовки, пакетирования и упаковки.
Назначение цеха - производство на стане 800 полосовой стали толщиной 5-25 мм, шириной 200-600 мм, длиной 4 000-12 000 мм из низколегированных и углеродистых сталей.
Для проведения термической обработки и травления полосы направляют в термотравильное производство, где происходит нормализация полос, закалка с отпуском и чистка от окалины механическим способом или травлением. Полосы, порезанные на мерные длины, формируют в пачки. Наибольшая масса транспортируемых полос 1400 кг, длина 2,0-12,0 м. На штабелирующих столах полосы набирают в пакеты высотой 150-500мм. Разработанная на комбинате технология производства полосового проката обеспечивает стабильность механических свойств и высокий уровень прочностных характеристик выпускаемой продукции за счет внедрения в производство таких передовых методов, как:
стан оборудован современными нагревательными печами с шагающим подом с плоскопламенными горелками и системой выдачи заготовок безударного действия;
в потоке стана вмонтирован гидросбив высокого давления (150 атм.);
перевод чистовой клети на подшипники жидкостного трения и увеличение жесткости клети;
применение в потоке стана автоматической системы слежения за температурой конца прокатки;
оснащение стана автоматизированными системами контроля толщины проката;
смонтирована установка ускоренного охлаждения проката для получения повышенных механических свойств.
Нагрев металла производится в двух методических печах с шагающим подом, отапливаемых природным газом. Прокатку производят в универсальной черновой клети и в чистовой группе из четырех клетей: клети № 1, 2 универсальные, клети № 3,4 - «КВАРТО».
Термотравильное отделение ЛПЦ-2 предназначено для проведения термической обработки и травления полосового проката в растворе соляной кислоты. Нагрев полос производят в двух проходных роликовых печах с многорядным посадом. Линия травления состоит из четырех последовательно расположенных травильных ванн, две ванны промывки и ванны нейтрализации.
4.4 Сортопрокатный цех (СПЦ). Крупносортный стан 950/800
В состав цеха входят:
4 методические 5-зонные печи с торцевым посадом и выдачей блюмов;
обжимная дуореверсивная клеть 950;
две нереверсивные клети 800;
чистовая нереверсивная клеть 850;
возвратный поток с участком пил горячей резки, ножницами и клеймовочной машиной;
2 трехзонные термические печи с шагающими балками для термообработки сортового проката.
Назначение цеха - производство на крупносортном стане 950/800 квадратной заготовки сечением от 90x90мм до 220x220мм, круглый прокат диаметром от 90 до 250мм. двутавровые балки № 36, равнобокие уголки с шириной полки от 200 до 230мм, швеллер № 40.
Нагрев металла производится в четырех методических печах. Прокатку производят в клети 950 «ДУО», двух рабочих нереверсивных клетях «ТРИО» и нереверсивной клети 850 «ДУО». Для термической обработки имеется две термических проходных печи с шагающим подом.
Производство штампованных изделий (ЦШИ)
В настоящее время в цехе штампованных изделий производятся: железнодорожные подкладки Д-65 и КБ-65, лонжерон для автомобильной промышленности, тракторный башмак Т-500, Т-330, дорожные ограждения.
Используются следующие виды технологических процессов: вырубка на прессах, закалка в проходных толкательных печах, отжиг в колпаковых печах. В цехе разработана и освоена технология проведения низкотемпературного отжига полосового проката углеродистых качественных марок стали, предназначенного для чистовой вырубки деталей. Уральская Сталь - единственное в стране предприятие, освоившее производство башмачной полосы и готовых траков для тяжелых гусеничных промышленных тракторов мощностью 330, 500 и 800 л.с., работающих в экстремальных условиях при температуре от +50 до -50°С.
4.6 Основные технико-экономические показатели прокатного производства
Производительность цехов:
Годовой объём производства обжимного цеха примерно 2,5 млн.т.
Объём производства листопрокатного цеха №1 около 650 тыс.т. в год.
Объём производства листопрокатного цеха №2 около 135 тыс.т. в год.
Объём производства сортопрокатного цеха составляет около 1,6 млн.т.
Удельный расход электроэнергии: 250 кВ/ч
Производственная себестоимость проката: 17843,38 руб.