Получение заготовки.
Заготовка – отливка, полученная центробежным литьем.

Схема центробежного литья.

| Операция | Переход | Содержание операции | Оборудование | Станочное приспособление | Инструмент |
| Токарная - подрезать торец | Токарно - револьверный станок | Трехкулачковый самоцентрирующийся патрон | Подрезной торцевой резец | ||
| Точить диаметр 215 на длину226 мм | Токарно - револьверный станок | Трехкулачковый самоцентрирующийся патрон | Резец проходной упорный отогнутый | ||
| Точить диаметр 214 на длину50 мм | Токарно - револьверный станок | Трехкулачковый самоцентрирующийся патрон | Резец проходной упорный отогнутый | ||
| Точить диаметр 194 на длину 5 мм | Токарно - револьверный станок | Трехкулачковый самоцентрирующийся патрон | Резец проходной упорный отогнутый | ||
| Прорезать канавку диаметром 214мм на длину 8 мм | Токарно - револьверный станок | Трехкулачковый самоцентрирующийся патрон | Расточной канавочный резец | ||
| Снять фаску длиной 1.6 мм под углом 45° на наружной поверхности диаметром 214 мм | Токарно - револьверный станок | Трехкулачковый самоцентрирующийся патрон | Проходной отогнутый резец | ||
| Снять фаску длиной 0.6 мм под углом 45° на внутренней поверхности диаметром 190 мм | Токарно - револьверный станок | Трехкулачковый самоцентрирующийся патрон | Проходной отогнутый резец | ||
| Токарная – подрезать торец | Токарно - револьверный станок | Трехкулачковый самоцентрирующийся патрон | Резец проходной отогнутый | ||
| Прорезать канавку диаметром 196мм на длину 5мм | Токарно - револьверный станок | Трехкулачковый самоцентрирующийся патрон | Расточной канавочный резец | ||
| Снять фаску длиной 0.6 мм под углом 45° на внутренней поверхности диаметром 190 мм | Токарно - револьверный станок | Трехкулачковый самоцентрирующийся патрон | Проходной отогнутый резец | ||
| Слесарная.Притупить острые кромки. Маркировать | |||||
| Контрольная. ОТК Проверить точность выполнения размеров и правильность маркировки |
Эскиз измерительного и режущего инструмента.
Измерительный инструмент - микрометрический нутромер.

Режущий инструмент:
1) Подрезной торцевой резец

2) Резец проходной упорный отогнутый

3) Расточной канавочный резец

4) Проходной отогнутый резец

| -Вид обработки – чистовое точение (подрезание торцов заготовки). Предварительно черновое и получистое точение -Оборудование - токарно-револьверный станок, так как производство серийное -Режущий инструмент – проходной отогнутый резец -Способ установки заготовки - трехкулачковый самоцентрирующий патрон -Способ установки инструмента - револьверная головка | 
|
| - Вид обработки – чистовое точение - Оборудование - токарно-револьверный станок -Режущие инструменты - резец проходной упорный отогнутый -Способ установки заготовки - трехкулачковый самоцентрирующий патрон -Способ установки инструмента – револьверная головка | 
|
| - Вид обработки – растачивание канавки - Оборудование - токарно-револьверный станок -Режущие инструменты – расточной канавочный резец -Способ установки заготовки - трехкулачковый самоцентрирующий патрон -Способ установки инструмента – револьверная головка | 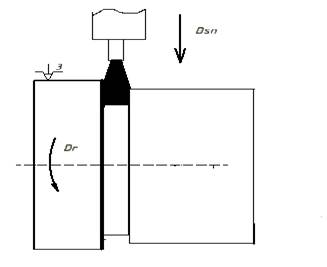
|
| - Вид обработки – растачивание канавки - Оборудование - токарно-револьверный станок -Режущие инструменты – расточной канавочный резец -Способ установки заготовки - трехкулачковый самоцентрирующий патрон -Способ установки инструмента – револьверная головка | 
|