Раздел 4. Подготовка шихты для электродной массы
Исходным сырьем для процесса подготовки шихты является прокаленный кокс, огарки анодов, брак обжига, уловленная пыль аспирационных систем, отходы собственного производства и другие материалы. Кокс должен быть рационально измельчен, классифицирован по крупности и распределен по соответствующим бункерам для дозирования. Назначением передела дробления, рассева и размола кокса является получение компонентов коксовой шихты (крупки, отсев, пыль), обеспечивающих заданный гранулометрический состав кокса-наполнителя анодной массы.
Тема 4.1 Дробление коксовой шихты
Целью дробления является правильное и полное использование всего исходного сырья, путем получения материала всех классов крупности в необходимом соотношении.
В зависимости от крупности дробимого материала и дробленного продукта стадии дробления имеют свои названия:
- крупное дробление (куски 1000-300мм)
- среднее дробление (куски 50-5мм)
- тонкое дробление (куски 5мм и менее)
Для дробления коксов и оборотных материалов применяются:
— валковые дробилки с зубчатыми и гладкими валками,
— щековые дробилки,
— молотковые и роторные дробилки,
— конусные дробилки
Щековые дробилки используют для дробления крупногабаритных материалов (брака обожженных и «зеленых» анодов, крупных блоков, огарков и др.).
Зубчатые валковые дробилки используют на узле предварительного дробления коксов, где куски кокса могут достигать 500—700 мм.
Для среднего и тонкого дробления применяют комбинацию молотковых и валковых дробилок с гладкими валками.
Конусные дробилки универсальны.
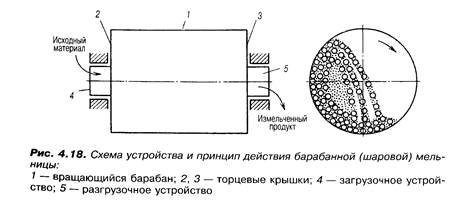
Для получения коксовой пыли используются шаровые мельницы.
Способы дробления

Молотковые дробилки.

Процесс дробления в молотковых дробилках происходит по принципу удара и частичного истирания материала вращающимися с большой скоростью ударными телами (молотками, билами).
По числу установленных роторов молотковые дробилки подразделяют на однороторные и двухроторные, по способу закрепления молотков — со свободно закрепленными и жестко закрепленными на роторе молотками. В зависимости от конструкции разгрузочной части различают дробилки с колосниковыми решетками и без них, с полностью открытым для выхода дробленого продукта низом.
Применяются преимущественно для среднего дробления
Производительность однороторной дробилки используется эмпирическая формула
Q=(30÷40)DL
Q- производительность, м3/час
D- наружный диаметр окружности, описываемой молотками, м
L- длина ротора или загрузочного отверстия, м
Валковые дробилки
Материал в валковых дробилках измельчается между двумя вращающимися навстречу один другому валками путем раздавливания и частичного истирания. Измельчаемый материал увлекается силой трения в щель между валками и дробится до величины зерна, соответствующего ширине этой щели.
Различают дробилки с гладкими, зубчатыми и рифлеными валками.
По принципу действия и конструктивному оформлению валковые дробилки с зубчатыми и рифлеными валками наиболее эффективны на предварительном дроблении сырого кокса перед прокалкой. дробилки с гладкими валками наиболее приемлемы на узле среднего дробления, с установкой после молотковой дробилки.

Производительность валковой дробилки
Q=188*d*L*D*n*µ*p
d- ширина зазора между валками,м
L- длина валков, м
D- диаметр валков, м
n- частота вращения валков,об/мин
µ- коэффициент, учитывающий использования длины валка и разрыхления материалов 0,2-0,3 для крепких материалов, 0,5-0,6 для вязких и влажных материаллов
p- обьемная плотность дробимого материала, т/м3
Подготовка сортовой пыли
Для получения тонких фракций шихты(менее 0,16мм) применяют шаровые мельницы. Исходный материал – фракции - 0,63-2 мм получаемый после рассева на грохоте при дроблении, поступают во вращающийся барабан, заполненный на 35-40% объема стальными шарами. Проходя расстояние от загрузочного устройства до разгрузочного, материал, под воздействием движущихся шаров, непрерывно истирается и раздавливается до требуемой величины (тонины помола).
Тема 4.2 Рассев (грохочение) коксовой шихты.
Общее положения
Разделение зерен различной крупности на фракции, состоящие из зерен близких по размеру, называется классификацией или грохочением(разделением). Операция заключается в пропускание смеси зерен через сита с отверстиями определенного размера.
При пропускании через сита образуется два продукта, продукт по размеру больше отверстия сита остается над ситом обозначается знаком +, прошедший через сито продукт обозначается знаком -.
При просеивании не всегда зерна меньше отверстия сита проходят через сито, часть остается над ситом. Определяется это точность просеивания или КПД (h%) грохота.
h= 100*g1/g
g1 – масса продукта нижнего класс, прошедших через отверстия сита
g – масса продукта нижнего класса в исходном продукте
На эффективность рассеивания влияют факторы размер и форма отверстий, угол наклона сита, скорость и длина пути перемещения материала, частота, амплитуда и направление колебаний сита.
Точность просеивания и производительность грохочения важнейшие показатели процесса, они зависят от ряда факторов.
Эффективность грохочения зависят от размера и формы частиц материала. С увеличением мелкого класса в исходном материале производительность возрастает. Пластинчатая и продолговатая форма частиц наиболее благоприятна для грохочения.
Ширина сита определяет производительность, длина определяет продолжительность или точность грохочения. Выбор отношения длины и ширины определяется требованием к грохочению.
На размер зерен нижнего продукта влияет угол наклона сита и толщина проволок, из чего плетется сито. Фактический размер зерен нижнего продукта меньше размера отверстий сита из-за наклона сита к горизонту.
На производительность грохота и точность рассева влияет равномерность подачи материала и равномерность его распределения по поверхности сита.
Для повышения производительности и точности грохочения используются схемы с предварительным отсевом и повторным дроблением крупных фракций.Схема называется дробление и классификация в замкнутом цикле.
Конструкция грохотов
При производстве электродной массы применяются грохота;
- неподвижные колосниковые
- цилиндрические
- вибрационные
При выборе оборудования для грохочения крупнокускового материала ширина течки, питателя и грохота должны быть не менее трех максимальных размеров наибольшего куска, ширина не менее двух размеров ширины грохота.
Грохоты неподвижные. К ним относятся колосниковые грохоты и горизонтальные решетки. Используются для материалов крупнее 150-200мм. Наклон не менее 350, эффективность грохочения не более 60-65%.
Грохоты цилиндрические(барабанные) представляют собой перфорированные цилиндрические или конические барабаны диаметром до2,7м и длиной до12м, с углом наклона 2-80. Эффективность грохочения 60-65%. В электродном производстве сейчас не применяются.
Грохота вибрационные. Получили наибольшую применение в электродной производстве. При просеивании получается количество продуктов на 1 больше количества установленных сит. Для очистки отверстий сит используются шары, которые располагаются под ситами на расстоянии порядка50-100мм с отверстиями более подсетового продукта. Короба виброгрохотов располагаются наклонно под углом 15-300, сетки совершают круговые или слабо эллиптические колебания. КПД 75-80%
В настоящее время используются грохота принцип работы, которых основан на классификации материала через круто наклонные сита, с дифференцированно увеличенным размером ячеек сит. Очистка ячеек сит от материала производиться под действием амплитуды грохота, без применения дополнительных приспособлений, специальных шаров. Чистота рассева по всем фракциям не меньше 95%.±3%. Замена сит осуществляется с торца грохота без трудоемких операционных затрат.
Производительность грохота до 30т/ч. Грохота могут быть как подвесные так и установленные на полу.
Виброгрохота характеризуются;
- площадь сита 3,1-5,6м2
-число сит от количества получаемых фракций
-угол наклона короба в основном 10-250, достигают до450
- амплитуда колебания от1-6 мм
-частота колебаний от 600 до1150мин-1
Двухсеточный грохот

Поверхности грохочения.
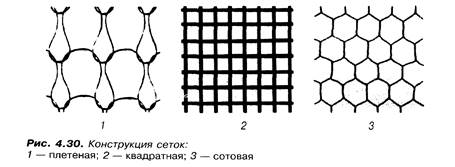
Сито это поверхность грохота. В зависимости от крупности перерабатываемого материала используются сита;
-тканые
-плетеные сита
Сетки изготовляют из специальной стали, латуни, фосфористой бронзы и пр.
В электродной промышленности используют сита из тканой проволочной сетке с квадратными или прямоугольными ячейками нормальной точности (Н) и щелевые сетки на соединительных шпильках. Для проведения ситовых анализов используются сетки повышенной точностью(П)
Характеристики сетки они зависят от размера ячейки и диаметра проволоки;
-Живое сечение сетки характеризует отношение суммарной площади отверстий к общей площади сита (Р%), зависит от отношения диаметра проволоки к размеру ячейки, выражается формулой.
Р=100/(1+d/ a)2
d- диаметр проволоки, мм
a- размер стороны квадратной ячейки,мм
- коэффициент плотности(К%) рассчитывается по формуле
К=100-Р=100[1-а2/(а+ d)2]
К- плотности уменьшается с увеличением диаметра проволоки.
Классификация по плотности;
-малая (М) – К < 25%
-нормальная (Н) - К=25-50%
-большая (Б) – К=50-75%
- особо большая (ОБ) – К >75%
Проволочные сита используемые в электродной промышленности,как правило номер сита соответствует размеру ячейки.