Как указывалось в начале этой главы, основным видом оборудования для получения «зеленых» анодных блоков служат вибромашины или виброуплотнители, заимствованные из промышленности строительных материалов и модифицированные для нужд электродного производства.
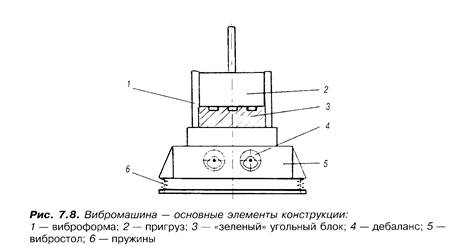
Основной частью любого вида виброуплотнителя (рис. 7.8) является вибростол, представляющий собой стальную раму, установленную на опорных пружинах. Колебания стола создаются двумя вращающимися навстречу валами с укрепленными на них дебалансами. На вибростоле устанавливают форму и жестко закрепляют, для создания давления применяется статический груз (пригруз), который свободно перемещается в вертикальном направлении. Удельное давление виброуплотнения на три порядка меньше, чем при прессования в пресс-форму (примерно 30—100 кПа)
При всем конструктивном многообразии виброуплотнительных установок в их компоновке и устройстве отдельных узлов имеется много общего. Виброуплотнители производят двух типов:
— со стационарно установленной конструкцией
— с поворотным столом (так называемые карусельные вибромашины). Более подробно конструктивные особенности обоих типов машин и принцип их действия рассмотрены ниже.
Технологический процесс виброуплотнения состоит из нескольких последовательных стадий: дозировка и загрузка формы, виброуплотнение и разгрузка. На рис. 7.9 показана последовательность технологических операций на виброуплотнителе с передвижной виброформой.
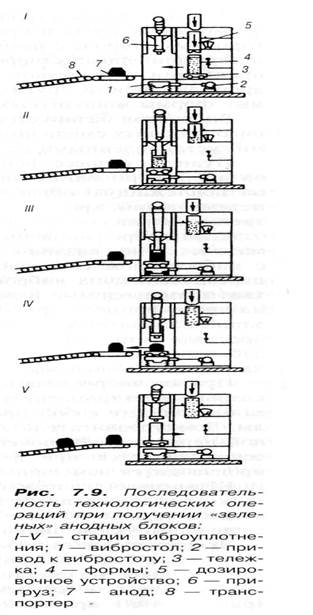
На 1-й стадии процесса горячая масса автоматическими дозаторами отвешивается в порции одинаковой массы. Весовой мерник (кюбель) 5 разгружается посредством откидных донных затворов в находящуюся под ним передвижную форму 4.
На 2-й стадии тележка З с наполненной материлом вибро- формой перемещается к вибростолу. При помощи подъемной рамы тележка вместе с виброформой опускается на плиту вибростола. далее элементы вибросистемы (виброформа и вибростол) жестко скрепляются между собой с помощью гидравлического устройства.
На 3-й стадии поверхностный груз (пригруз) 6 с формовочной плитой погружается в форму и свободно опирается на поверхность массы. После этого включается привод вибросистемы и проводится операция виброуплотнения «зеленого» блока. После завершения процедуры виброформования виброформа и пригруз поднимаются (4-я стадия), освобождая анодный блок. Специальным толкателем с гидроприводом готовый анодный блок перемещается на приемное устройство транспортера и далее перемещается в галерею водяного охлаждения. На 5-й стадии виброформа опускается на тележку и вместе с ней перемещается под дозатор. далее цикл операций повторяется.
Отдельные конструктивные узлы вибромашин имеют многие общие элементы, независимо от фирмы-изготовителя
Весьма важным требованием к технологии виброформования является точность дозирования порции загружаемой анодной массы и, следовательно, высота получаемого блока при заданной объемной плотности. Основу весовой дозирующей системы составляют дозировочный вибролоток и кюбель с системой взвешивания.
Как отмечалось выше промышленность выпускает выпускает вибромашины двух типов: стационарные и поворотные (карусельные).
Стационарные имеют несколько модификаций:
- с передвижными виброформами, со стационарно размещенными разьемными виброформами;
- с двумя вибростолами и двумя перемещаемыми или стационарными фиброформами.
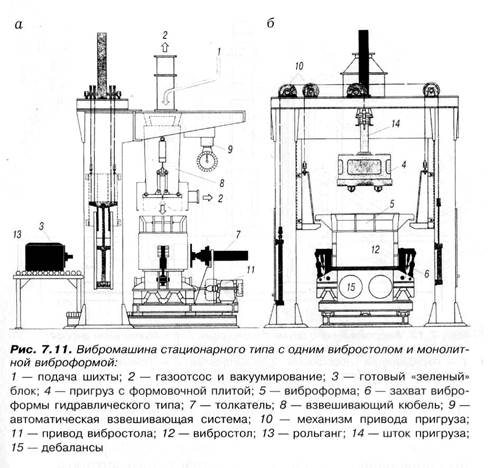 |
Стационарная машина конструкции КНD с одним вибростолом Рис. 7.11. В машине этого типа все 5-ть технологических операции последовательно проходят в одной стационарной виброформе.
Двухпозиционная машина с передвижными виброформами и двумя стационарными установленными вибростолами Рис 7.12.
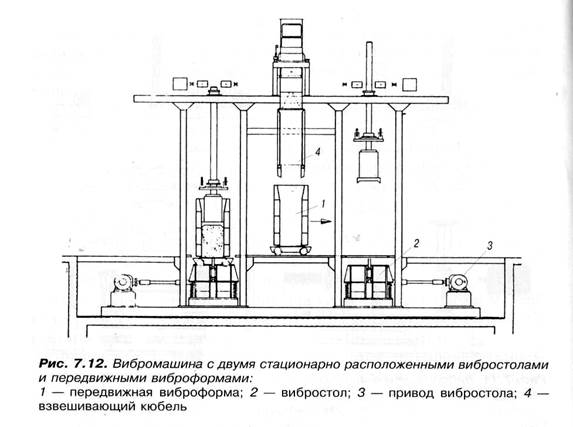
Весовое устройство находится между вибростолами, на одной стороне машины происходит виброформование, вторая форма находится в середине машины и наполняется. Производительность такой машине по сравнению с машиной с одной вибросистемой, в 2-ва раза выше.
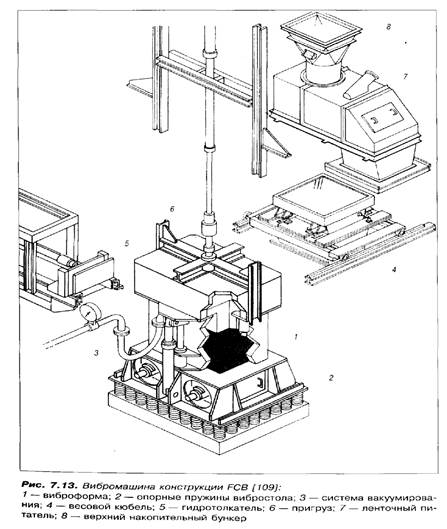
Возможны варианты, когда вибростол и виброформа размещены стационарно, передвижной является загрузочная тележка Рис7.13 такие машины выпускает фирма FCB. Фирма FCB вытускает машины двух модификаций:
- с двумя вибростолами, производительность 50-55анодов/час
- с одним вибростолом, производительность 28анодов/час
. 
Машины второго типа, с поворотным столом (карусельная машина)Рис7.14.
 |
Сущность конструкции и принцип действия заключается в следующем. На центральной полой колонне размещен поворотный стол с тремя площадками, на которые установлены три монолитные виброформы
После поворота стола производственный цикл повторяется по всем трем стадиям: наполнение — виброуплотнение — разгрузка.
Основным преимуществом машины с поворотным столом является более компактное размещение элементов конструкции, более экономное использование механизмов (например, используется только один вибростол, один пригруз с подъемным механизмом, один толкатель и т. д.).
Наиболее эффективны карусельные машины для производства анодов до 1500кг. Для производства больших размеров более эффективны машины стационарного типа.
На всех типах машин используется вакуумирование.
Применение вакуумирования дает преимущества с точки зрения как качества анодных блоков, так и улучшения проектных решений самого анодного производства:
-формование анода допускается при относительно высокой температуре без риска деформации горячего «зеленого» блока, в связи с чем не требуется энергоемкое промежуточное охлаждение анодной массы между смесителем и вибромашиной;
— достигается эффективный сбор смол и газов во время формования.
Готовые «зеленные» блоки имеют температуру до 1500С и перед складированием их требуется охладить, чтобы не произошло деформирования. Охлаждение происходит в галереях водяного охлаждения. Галерея представляет роликовый и пластинчатый транспортер длиной 30м, 26м из которых занято анодами. При движении по транспортеру «зеленые»блоки с боков и по верхней грани орошаются водой. Продолжительность охлаждения составляет 40-50мин. Водяные пары отсасываются, и в галереи поддерживается атмосфера слабого разряжения. Отработанная вода осветляется и возвращается на охлаждение, отстой шламов периодически извлекается и возвращается в производство.
На выходе из крытой галереи проводится продувка сжатым воздухом ниппельных гнезд анода от посторонних включений и остатков воды.