Содержание
Описание предприятия. 3
Описание режущего инструмента (напильник) 5
Описание измерительного инструмента (зубомер) 14
Список литературы.. 19
Описание предприятия
Компания ООО “Ремиос” зарегистрирована 29 октября 2008 года. Это центр компетенций в области производства оснастки и готовых изделий, выполняющий полный комплекс работ по проектированию, изготовлению и ремонту пресс-форм, штамповой оснастки и контрольных приспособлений размерами до 630х500х400 мм. Компания работает по разовым заявкам и на основе долгосрочных договоров.
Компания имеет инженерный центр, оснащенный необходимым программным обеспечением и оказывает услуги по разработке конструкторской документации, математическому моделированию (CAD / CAM / CAE) и созданию управляющих программ для различных станков с ЧПУ (Heidenhain преимущественно).
Компания ООО “Ремиос” производит пресс-формы из высококачественной стали для литья изделий из пластмасс, резины, алюминиевых и магниевых сплавов с различной степенью сложности.
По системам впрыска – холодоканальные и горячеканальные, с различными системами выталкивания и режимами работы, с автоматическим свинчиванием, с использованием, пневматики, гидравлики, электродвигателей и др.
Также компания проектирует и изготавливает формы для термопласт-формовки и выдува ПЭТ бутылок, производит вырубные и гибочные штампы.
Её производства оснащены современными обрабатывающими центрами с ЧПУ, что дает возможность использования сквозного проектирования от компьютера конструктора на обрабатывающий центр. Использование электроэрозионного оборудования расширяет технологические возможности при изготовлении пресс-форм со сложной геометрией размеров.
Также существует возможность изготовления алюминиевых пресс-форм, предназначенных для выпуска небольших партий продукции.
Работа над производством пресс-формы начинается с экономических расчетов и технической проработки изделия специалистами конструкторского отдела. Использование специализированных инженерных программ и богатейший опыт сотрудников компании позволяет по чертежам и образцам, предоставленным заказчиком, выполнить 3D-моделирование будущего изделия, оценить эргономичность его конструкции и, при необходимости, информировать заказчика о том, как его упростить, не потеряв в свойствах. Все это приводит в конечном итоге к удешевлению пресс-формы и более выгодному производству продукции.
Описание режущего инструмента (напильник)
Напильник — режущий инструмент для обработки материалов методом послойного срезания (опиливания). Представляет собой полосу (полотно) закаленной высокоуглеродистой (углерода 1,1—1,25%) стали различного поперечного сечения, на рабочих поверхностях которой создана “насечка” — режущие элементы (острые зубья). На конусообразном хвостовике напильника закреплена ручка.
Большое разнообразие форм и размеров насечек напильников привело к тому, что неспециалисту разобраться в том, для каких целей нужно использовать тот или другой инструмент, стало очень сложно. Чтобы улучшить ситуацию, была разработана классификация напильников. Эта классификация, понемногу видоизменяясь и пополняясь новыми типами инструмента, действует и поныне.

Рис.1Схема устройства напильника
Внешний вид напильника
Даже в век космических технологий большинство работ по металлу или по дереву не может обойтись без напильника. Несмотря на очень почтенный возраст инструмента, его предназначение остается прежним — методом послойного стачивания поверхности детали сформировать ей нужные размер и форму.
Отечественные напильники производят из двух групп высококачественных инструментальных сталей — легированной хромистой стали марок ШХ15 и 13Х или нелегированной улучшенной стали марок У10А — У13А.
Напильник относят к режущим инструментам. По внешнему виду напильник — это брусок из особой марки стали, поверхность которого иссечена по особому шаблону. Большинство напильников имеет прямоугольное, треугольное или круглое сечение бруска, хотя возможны и другие варианты.
На суженном конусообразном хвостовике напильника закреплена деревянная или пластмассовая ручка. Она служит исключительно для удобства работающего с инструментом, и на качество самого инструмента никакого влияния не имеет. Поэтому выбрасывать инструмент со слетевший ручкой глупо, ее легко можно заменить на другую.
Нумерация насечек
Использование напильников во многом определяется видом нанесенной насечки и конфигурацией ее зубьев. Для нанесения зубьев может быть использован метод насекания, фрезерования, нарезания, протягивания и точения. Наиболее распространены сегодня напильники с насеченными на специальных станках зубьями.
В подавляющем большинстве насечка напильников бывает одинарной или двойной. Одинарная насечка позволяет снимать опилки, равные величине зубьев. Работать таким инструментом очень тяжело, поэтому в основном его используют для обработки мягких металлов, пластмассы и дерева.
Двойная (перекрестная) насечка получается путем комбинации основной, более глубокой, и вспомогательной, более мелкой, выполненной под углом к основной. Пересекающиеся насечки перемалывают образующуюся во время работы стружку. Используют такую насечку для обработки твердых металлов и сплавов.
Таблица нумерации насечек

От размера насечек на 1 см длины бруска зависит величина зубьев напильника — чем меньше насечек, тем крупнее зуб. По размеру зубьев напильники бывают от 0 до 5 номеров (всего их 6), а по форме нанесенных насечек различают насечку одинарную, перекрестную (двойную) и рашпильную.
Самые крупные зубья насечки обозначают №0 и №1. Такими напильниками пользуются тогда, когда нужно быстро снять достаточно большой слой материала (0,05 — 0,10 мм). Главным недостатком инструментов с такой насечкой является низкая точность обработки деталей — она не превышает 0,1 — 0,2 мм.
Инструмент с зубьями №2 и №3 использует тогда, когда нужно снять слой материала в пределах 0,02 — 0,06 мм. Точность их работы составляет 0,02 — 0,05 мм.
Для чистовой отделки деталей используют инструмент с точностью обработки 0,01 — 0,005 мм, с зубьями насечки №4 и №5 (их в народе называют бархатными).
Ими можно снимать слой материала не больше 0,01 — 0,03 мм.

Рис.2 Схема работы напильником
Типы напильников
По своему предназначению напильники разделяют на несколько больших групп:
· общего назначения;
· специального назначения;
· машинные;
· рашпили;
· надфили.
Напильники общего назначения используются для общеслесарных работ. Насечку для инструментов этой группы выполняют способом насекания, оснащая их двойной (перекрестной) насечкой. Они могут быть различной длины (от 100 до 450 мм), иметь различную форму бруска и практически все номера насечки.
Слесарные напильники для специальных работ используются в основном в промышленных условиях, так как их предназначение — устранять большие припуски при подгонке пазов и разной кривизны поверхностей, их можно использовать для обработки цветных металлов. В зависимости от выполняемых работ они могут быть плоскими, брусовками, пазовыми, двухконцевыми и других форм.
Наиболее многочисленная группа надфилей — их насчитывается целых 11 типов: плоские, круглые, полукруглые, квадратные, трехгранные, овальные, ножовочные и т.д. Отличить надфили можно по небольшой длине бруска (40, 60 или 80 мм) и насечке высшего, 5 класса.
Оснащаются надфили большей частью двойной насечкой, хотя ребра плоских надфилей могут иметь и одинарную. Применяют преимущественно для обработки мелких деталей или узких мест, куда обычными слесарными инструментами не добраться.
Рашпили подразделяются на три типа: сапожные, копытные и общего назначения. Их отличительная черта — большая длина (от 250 до 350 мм) и большие зубья насечки — она у рашпилей не бывает меньше №1. Обычно рашпили бывают круглые или полукруглые, а также плоские с тупыми или острыми носами.
Применение напильников различной формы
Форма бруска имеет очень важное значение, по ней можно сразу определить сферу применения инструмента. Напильники по способу применения бывают:
· плоские или плоские остроносые, предназначенные для обработки внутренних или наружных плоских поверхностей;
· квадратные, предназначенные для распиливания прямоугольных, квадратных и многоугольных отверстий;
· трехгранные, предназначенные для обработки в пазах, отверстиях и канавках, а также на внешней стороне деталей острых (от 60º) углов;
· полукруглые, предназначены для обработки больших отверстий и вогнутых поверхностей значительного радиуса кривизны;
· круглые, предназначены для обработки небольших круглых или овальных отверстий или небольшого радиуса вогнутых поверхностей;
· ромбические,предназначенные для работы с зубчатыми деталями;
· ножовочные, предназначенные для выборки узких пазов, канавок, для обработки внутренних углов, а также плоскостей в отверстиях квадратной, ромбовидной или прямоугольной формы.

Рис.3 Способы применения напильников различной формы
Такое разнообразие инструментов одного вида может запутать даже специалиста. Если вы не занимаетесь профессионально работой по металлу или дереву, а пользуетесь напильником от случая к случаю, то вовсе не обязательно приобретать для домашней мастерской инструменты всех размеров и форм. Большинство операций можно выполнить всего тремя разновидностями напильников — плоским, треугольным и круглым, но зато нужно, чтобы эти виды были всех трех основных групп: слесарные общего назначения, надфили и рашпили. Когда они будут в вашей мастерской, то вам по плечу будет любая задача.
В прямой зависимости от марки материала, его термической обработки и качества выполнения насечки находится срок службы инструмента.
Профессионалы советуют выбирать инструмент, имеющий равномерный стальной цвет поверхности, четко видимую насечку без малейших признаков дефектов. Если на поверхности вы обнаружите разводы, следы ржавчины или масляные пятна, то такой инструмент однозначно лучше не брать, долго вы им пользоваться все равно не будете.
Насечка напильников
Виды насечек:
· Одинарная насечка — наносится под углом 70° к продольной оси напильника, иногда — под 45°. Она снимает широкую стружку с обрабатываемого материала и предназначена для получения поверхности с небольшой шероховатостью;
· Двойная (перекрестная) насечка — представляет собой комбинацию одинарной насечки и менее глубокой вспомогательной, сделанной под углом к одинарной. Точки пересечений этих насечек разламывают образующуюся стружку в процессе опиливания. Такая насечка основная для слесарных напильников;
· Двойная ("oberg") — с более редкой (в 2—3 раза) вспомогательной насечкой. Занимает промежуточное положение между одинарной и двойной насечками по эффективности и чистоте обработки поверхности;
· Рашпильная (точечная) насечка - применяют для обработки очень мягких металлов и неметаллических материалов – кожи, резины и др. Рашпильная (точечная) насечка получается вдавливанием металла специальными зубилами;
· Дуговая насечка - напильники с дуговой насечкой применяют при обработке мягких металлов. Дуговую насечку получают фрезерованием; она имеет большие впадины между зубьями и дугообразную форму, обеспечивающую высокую производительность и повышенное качество обрабатываемых поверхностей.
В зависимости от обрабатываемого материала пользуются той или другой формой насечки напильника. При обработке мягких металлов, которые имеют сравнительно небольшое сопротивление резанию, применяют напильники с крупной однорядной насечкой. Для обработки алюминия или меди применяют напильники специального назначения для обработки цветных сплавов, которые, в отличие от слесарных напильников общего назначения имеют другие, более рациональные для данного конкретного сплава углы наклона насечек и более глубокую и острую насечку, что обеспечивает высокую производительность и стойкость напильников. Для обработки же более или менее твёрдых металлов (сталь и чугун), с большим сопротивлением резанию, применяют напильники с двойной, перекрёстной насечкой. Пилить их широкими зубьями было бы очень трудно.
Классы (размеры) насечек.
Размер насечки — это количество зубьев на 1 см длины полотна напильника.
По числу насечек (зубьев), приходящихся на 1 cм длины, напильники подразделяются на шесть классов, а насечки имеют номера 0, 1, 2, 3, 4, и 5.
· Драчевые напильники (насечка 0 и 1) - самая грубая насечка, имеет малое число зубьев на 1 см;
· Личные напильники (насечка 2 и 3) - средняя насечка, число зубьев на 1 см больше предыдущей;
· Бархатные напильники (насечка 4 и 5) - мелкая насечка, самое большое число зубьев на 1 см.
В основном, чем грубее насечка, тем выше скорость удаления материала.
Длинные напильники имеют более крупную насечку, чем короткие. Во всех случаях, когда надо снять большой слой материала, пользуются напильниками с крупной насечкой. При этом поверхность получается грубая, покрытая царапинами и неточная. Если же требуется получить гладкую и более точную поверхность, то применяют напильники с более мелкой насечкой. Поэтому, когда надо снять большой слой металла и получить гладкую поверхность, то сначала опиливают напильником с крупной насечкой, а затем отделывают напильником с мелкой насечкой.
Одно и то же количество зубьев на 1 см, но на напильниках разной длины будет относиться к разным размерам насечки. Например: 20 зубьев на 1 см при длине напильника 200 мм — личная насечка, столько же зубьев на 1 см на напильнике 300 мм — бархатная.
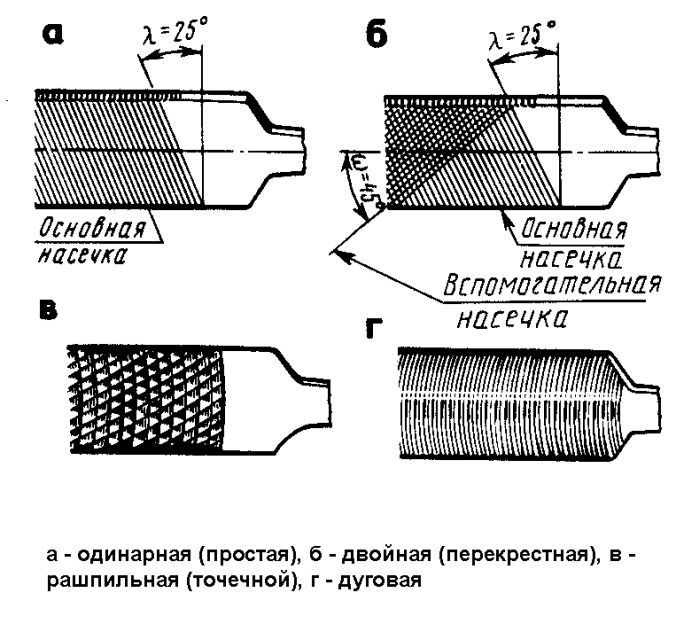
Рис.4 Виды насечек
Советы по выбору напильников
· Специалисты-практики рекомендуют приобретать напильники отечественного изготовления. При высоком качестве стали они характеризуются приемлемой стоимостью, в отличие от импортных изделий.
· В доме желательно иметь несколько типов напильников, разных номеров и профиля. Работать одним и тем же в различных ситуациях и малоэффективно, и долго.