ПРАКТИЧЕСКАЯ РАБОТА №3
Анализ выполнения работ по рубке и резке металла
Цели работы:
1.Научиться приемам и операциям процесса рубки металла.
2. Научиться приемам работы инструментом для рубки металла.
Теоретическая справка
РУБКА МЕТАЛЛА – это технологическая операция, в процессе которой с помощью зубила и молотка с заготовки удаляют слой металла или разрубают заготовку на части. С помощью рубки удаляют с заготовки неровности металла, снимают неровную корку, окалины, острые кромки детали, вырубают пазы и канавки, разрубают листовой металл на части. Рубка может выполняться в тисках, на плите или наковальне.
Простейшим режущим инструментом, предназначенным для разрубывания заготовки на части и снятия с нее стружки, является ЗУБИЛО. Ударный инструмент – МОЛОТОК.
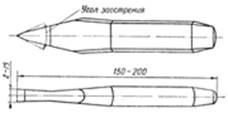
Зубило состоит из ударной, средней и рабочей части. Ударная часть выполняется суживающейся кверху, а её вершина, называющаяся бойком, - закругленной; за среднюю часть зубило держат во время рубки, рабочая часть имеет клиновидную форму.
В основе любого режущего инструмента лежит принцип КЛИНА.
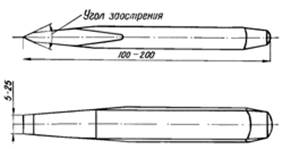

С увеличением твердости металла нужно подбирать зубила с большим углом заострения.
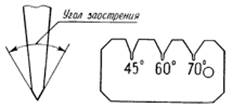
· Угол заострения при рубке твердых сплавов (сталь, бронза, чугун) 70°.
· Для материалов средней твердости (сталь) - 60°.
· Для меди - 45°
· Для алюминия, цинка, латуни - 35°.
· Для того чтобы зубило было удобно держать при работе, среднюю его часть закругляют. Головка у зубила, по которой бьют молотком, делается сточенной под конус с закругленным торцом. При работе головка расплющивается и растрескивается, поэтому ее периодически необходимо обрабатывать на шлифовальном круге.
Листовой металл удобней рубить зубилом, у которого лезвие закруглено.
· Для вырубания узких пазов и канавок пользуются зубилом с узкой режущей кромкой – КРЕЙЦМЕЙСЕЛЕМ (канавочное зубило). Заточку крейцмейселя производят под теми же углами, как и зубило.
В качестве ударных инструментов для рубки металлов используют слесарные молотки двух типов: с круглым и квадратным бойком. Основная характеристика молотка – его масса. Для рубки металлов применяют молотки 200, 400, 600 гр. Длина ручки молотка зависит от его масса и составляет 250…50 мм.
Для рубки металла используют прочные массивные тиски. Рубка производится по уровню губок тисков или выше этого уровня по намеченным рискам. По уровню губок тисков рубят листовой и полосовой металл, выше уровня губок – заготовки с широкими поверхностями.
Заготовка должна быть закреплена в тисках прочно и надежно. Чтобы не снимать поверхность заготовки губками тисков при зажиме, на них можно установить нагубник.
В зависимости от твердости и толщины обрабатываемой заготовки сила удара молотком по зубилу должна быть различной.
При рубке сила удара молотком должна соответствовать характеру работы. Чем тяжелее молоток и длиннее рукоятка, тем сильнее может быть удар.
Для рубки полосового металла по уровню губок тисков размечают линию (риску) разреза, затем закрепляют заготовку в тисках, чтобы риска находилась на уровне губок тисков. При рубке на плите зубило устанавливают вертикально на разметочную риску и наносят удары. После нанесения первого удара зубило устанавливают так, чтобы половина его режущей кромки находилась в уже прорубленной лунке, а половина – на разметочной риске, и наносят второй удар. При таком перемещении зубила по разметочной риске облегчается его установка в правильное положение и обеспечивается получение непрерывного надреза.
Если толщина заготовки не больше 2 мм, то металл разрубают с одной стороны, а с другой стороны подкладывают пластину из мягкой стали, чтобы не затупить зубило о плиту. Если толщина заготовки более 2 мм, то разметочную риску наносят с двух сторон. Сначала прорубают лист с одной стороны, затем переворачивают его и разрубают окончательно.
Инструменты для резания тонколистового металла.
Тонколистовой металл разрезают с помощью слесарных ножниц (рис.1), установленных на крышке верстака или в губках слесарных тисков (рис.2).
Ручные ножницы состоят из двух половинок, соединяемых между собой винтом. На рис. 2 а и б показана правильная хватка ножниц в зависимости от условий выполнения технологической операции. Каждая половинка ножниц составляет одно целое: нож и ручку. Промышленность изготавливает ножницы правые и левые. У правых ножниц верхняя режущая кромка лезвия расположена справа от нижнего лезвия, а у левых – с левой стороны. Разрезать листовой металл по прямым и кривым линиям лучше всего правыми ножницами. В этом случае всегда видна разметочная линия.