ОП.07 «Технологическое оборудование»
Ход работы:
1) В тетради записать тему и на полях дату занятия.
2) Внимательно прочитать теорию по данной теме и записать в тетрадь.
3) Дать ответы на вопросы для самоконтроля устно.
4) Жду от вас работы (конспект и ответы на вопросы теста) на проверку.
Тема: Трубоформовочная машина (название, устройство, принцип действия)
ОБОРУДОВАНИЕ ДЛЯ ПРОИЗВОДСТВА АСБЕСТОЦЕМЕНТНЫХ
ИЗДЕЛИЙ
Общие сведения
Асбестоцементными называют искусственные каменные материалы, образовавшиеся в результате схватвывания и твердения однородных асбестоцементных масс, состоящих из асбеста, цемента и воды, взятых в определенных пропорциях.
Асбестоцементный камень обладает высокой огнестойкостью, он хорошо обрабатывается резцом и гвоздится, благодаря этому широко используется для изготовления различных изделий строительного назначения (плит, труб и листовых материалов).
Стадии изготовления асбестоцементных изделий
Предварительная распушка асбеста (в бегунах)
Приготовление асбестоцементной массы (голлендер)
Формование (листоформовочная машина, трубоформовочная машина)
Твердение
Механическая обработка
Трубоформовочная машина
Процесс формования асбестоцементных труб аналогичен процессу изготовления изделий на листоформовочных машинах.
В связи с повышенными требованиями, предъявляемыми к механической прочности асбестоцементных труб, их формуют из асбеста более высоких сортов, при этом формование проходит на относительно тонкой пленке и обычно при одном сетчатом цилиндре.
Схема трубоформовочной машины (рисунок 7).
Масса из ковшовой мешалки через распределительную коробку подается в ванну предварительного перемешивания. Переливаясь через порог, асбестоцементная масса поступает в ванну 2 сетчатого цилиндра 3. Для предупреждения расслаивания суспензии в ванне предусмотрены мешалочки 4. Асбестоцементная пленка снимается с сетчатого цилиндра рабочим сукном 5. Уплотнение пленки и ее частичное обезвоживание производится отжимным валом 6. Сукно после перехода на нее пленки проходит над вакуум-коробкой 7, которая обеспечивает частичный отсос воды из пленки и сукна и регулировочный валик 8. Далее сукно подходит к форматной скалке 9, вращающейся на опорном валу 10 и удерживаемой на нем валиками 11. Пленка переходит с сукна на скалку, навиваясь на ней. Форматная скалка представляет собой цилиндр, диаметр которого соответствует внутреннему диаметру формуемой трубы.
Пленка, навиваемая на скалку, уплотняется давлением прессующих валиков 11, прижимающих скалку к опорному валу. Для предотвращения перехода асбестоцементной пленки с форматной скалки на пресующие валики служит верхнее сукно 12.
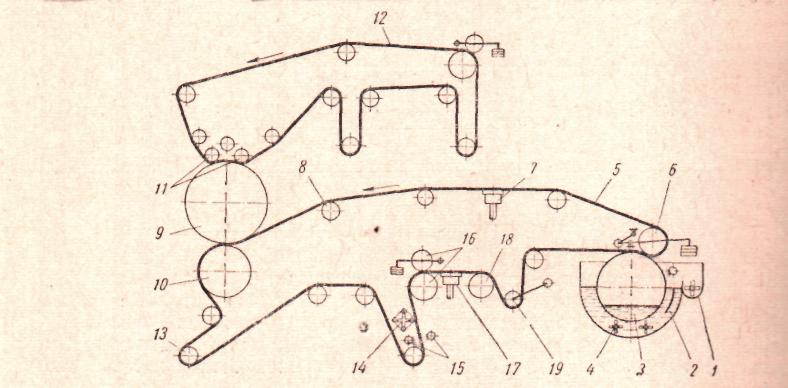
Рисунок 7- Схема трубоформовочной машины
После перехода пленки на форматную скалку рабочее сукно 5 проходит натяжной валик 13, сукнобойку 14, промывные трубки 15 и поступает затем отжимным валикам 16, которые служат для отжатия воды из сукна и одновременно являются вспомогательным тяговым устройством. Далее сукно, пройдя вакуум-коробку 17, отклоняющие валики и натяжной (качающийся) валик 19, направляется к сетчатому цилиндру.
Пресс для изготовления прессованных плиток
С целью повышения механической прочности и снижения водопоглощения асбестоцементных изделий (кровельные плитки, облицовочные листы, электроизоляционные доски) их подвергают дополнительному прессованию.
Прессование асбестоцементных листов производится на гидравлическом прессе. Пресс (рисунок 7) состоит из платформы 1 и верхней плиты 2, соединенных между собой четырьмя колоннами 3. Верхняя плита 2 одновременно является гидравлическим цилиндром, в котором установлен поршень 4.
Снизу поршня закрепляется подвижная прессующая плита 5, направляющими для которой служат колонны 3. Платформа 1, воспринимающая прессовое давление, неподвижно закреплена на колоннах.
Рабочий процесс осуществляется следующим образом. На специальную тележку 6 укладываются стопой прессуемые листы с металлическими прокладками между ними. Груженая тележка затем закатывается на рельсовый путь 7 гидравлического пресса. После закатывания вагонетки рельсовый путь опускается на 25 мм, при этом рама вагонетки ложится на платформу. Опускание и подъем пути обеспечиваются четырьмя гидравлическими цилиндрами 8.
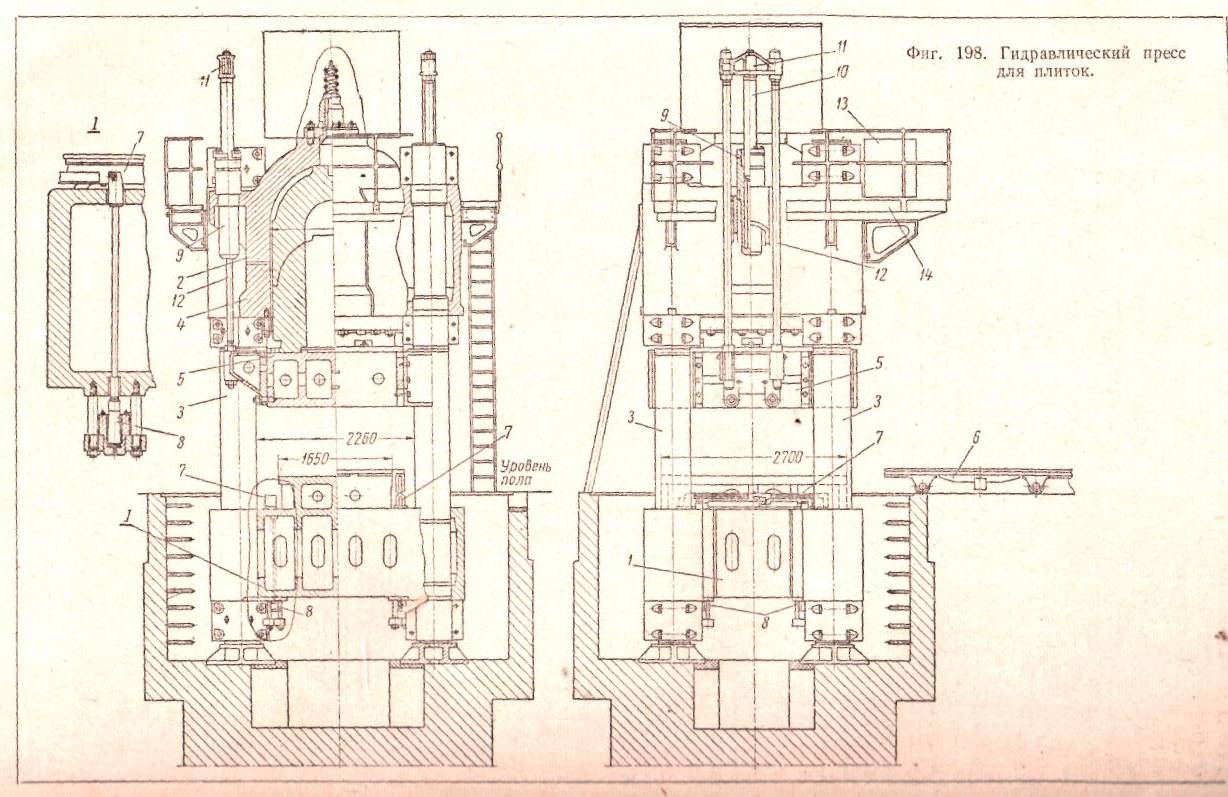
Рисунок 7- Пресс для изготовления прессованных плиток
После того как вагонетка, загруженная листами, будет установлена на платформе, начинают нагнетать масло в гидравлический цилиндр, вследствие чего поршень 4 начнет опускаться, производя при этом прессование изделий. Возврат поршня в исходное положение осуществляется при посредстве двух гидравлических цилиндров 9, штоки 10 поршней которых соединены с траверсой 11, которая, в свою очередь, связана тягами 12 с подвижной плитой 5.
Общее усилие прессования, развиваемое прессом, равно 7500 т. Прессующая часть нижней плиты имеет в ширину 1,65 и в длину 2,7 л.
Вопросы для самоконтроля.
1. Производство асбестоцементных изделий. Общие сведения.
2. Сырьевые материалы входящие в состав асбестоцементных изделий, их свойства и значения.
3. Значение трубоформовочной машины в технологическом процессе производства асбестоцементных изделий.