Расчет поковки
Размеры поковки назначим в соответствии с ГОСТ 7829-70 (т.к. ГОСТ или ОСТ на титановые поковки нет) таблица 2, черт 2. [4]. Тип поковки квадрат, изготовляемый горячей ковкой на молотах, т.к. эта форма наиболее близка к форме и размерам готовой детали.
Основные припуски и предельные отклонения на размеры детали(на обе стороны):
d = 7 мм, D = 4

Рисунок 3 – Эскиз кованной заготовки
| Размер | Припуск | Отклонения | Окончательный размер с отклонениями |
| L=154 мм | 17.5 мм | ±5 мм | 171.5±5 мм |
| B=78 мм | 7 мм | ±2 мм | 85±2 мм |
| H=90 мм | 7 мм | ±2мм | 97±2 мм |
Так как мы пользовались ГОСТом на поковки из углеродистой стали, а деталь из титанового сплава 3М, увеличиваем припуски в 2 раза.
| Размер | Полученный размер, мм | Принимаемый с отклонениями, мм |
| L | 189 ± 5 | |
| B | 92 ± 2 | |
| H | 104 ± 2 |
Пользуясь «Компас 3D» определим приблизительный объем детали
Vд » 250700 мм3 » 250,7 см3
Mд = 1,12 кг
Объем заготовки Vз = 171.5*85*97 = 1808352 мм3 = 1808,4 см3
Масса заготовки Mз = 1808,4 *4,5 = 8137 г = 8,138 кг
Коэффициент используемого материала Mд / Mз = 1,12 / 8,14 = 0,137.
Такой низкий коэффициент получился из-за больших напусков в заготовке.
- Группа поковки Гр I ГОСТ 8479-70
Чертеж поковки с указанием размеров и технических требований приведен в приложении В
Расчет штамповки
На титан нет ОСТ или ГОСТ, поэтому определять параметры штампованной заготовки будем согласно ГОСТ 7505-89 [5]
1) Открытая штамповка, класс точности Т4, кривошипный горячекатаный пресс
2) Группа стали М1
3) Vп/Vф » 0,36 следовательно степень сложности штамповки С2
4) Конфигурация поверхности разъема штампа П – плоская.
5) Кр=1,5 (для вилки)
Исходный индекс определяем по табл. 2 [5]
Для нашей детали исходный индекс 11.
Размеры, описывающие поковку фигуры. Прямоугольник 154Х90 мм, Н = 78 мм.
Пользуясь эскизом назначим припуски на механическую обработку (на сторону) по табл. 3 [5]
Смещение по поверхности разъема штампа 0,3 мм
Изогнутость и отклонение от плоскостности и прямолинейности 0,4 мм.
Пользуясь эскизом назначим отклонения по табл. 8 [5]

Рисунок 4 - эскиз штампованной заготовки.
| Размер | Номинальный,мм | Припуск, мм | Расчетные размеры поковки, мм | Допускаемые отклонения, мм |
| Толщина H1 | 90(Ra12,5) | 1,4+0,3 | 90+(1,4+0,3)*2=93,4 | 2 (+1,3/-0,7) |
| Толщина H2 | 70(Ra12,5) | 2,8+0,8 | 70+(1,4+0,4)*2=73,6 | 2 (+1,3/-0,7) |
| Длина L1 | 154(Ra12,5) | 1,4+0,3 | 154+(1,4+0,3)*2=157,4 | 2,2 (+1,4/-0,8) |
| Длина L2 | 105(Ra12,5) | 1,4+0,3 | 105+(1,4+0,3)*2=108,4 | 2,2 (+1,4/-0,8) |
| Длина L3 | 100(Ra12,5) | 1,4+0,3 | 100+(1,4+0,3)*2=103,4 | 2,2 (+1,4/-0,8) |
| Диаметр D1 | 30(Ra 6,4) | 1,5+0,3 | 30+(1,5+0,3)*2=33,6 | 1,6 (+1,1/-0,5) |
| Диаметр D2 | 45(Ra12,5) | 1,3+0,3 | 45+(1,3+0,3)*2=48,2 | 2 (+1,3/-0,7) |
| Ширина B1 | 78(Ra 6,4) | 1,6+0,3 | 78+(1,6+0,3)*2=81,8 | 2 (+1,3/-0,7) |
| Ширина B2 | 58(Ra12,5) | 1,3+0,3 | 58+(1,3+0,3)*2=61,2 | 2 (+1,3/-0,7) |
| Глубина h1 | 36(45*0,8) | - | 1,6 (+1,1/-0,5) | |
| Глубина h2 | 72(90*0,8) | - | 1,6 (+1,1/-0,5) | |
| Глубина h3 | 36(45*0,8) | - | 1,6 (+1,1/-0,5) |
- Радиус наружных углов 2,5 (принимаем 3 мм)
- Группа поковки Гр I ГОСТ 8479-70
- Дополнительная величина остаточного облоя 0,8 мм
Для R до 10 мм величина 1,6 мм
- Величина заусенца 3 мм
- Глубина впадины (след от выталкивателя) не более 0,5 величины от фактического припуска.
- Допустимый радиус закругления 1,0 мм
- Допускаемые отклонения штампованных уклонов устанавливаются в пределах ±0,25 от их номинальной величины.
Т.к. рассмотрен пример для стали, а деталь из титана 3М, применяемый в судостроении, все припуски увеличиваем в 2 раза, в итоге получаем:
| Размер | Полученный размер, мм | Принимаемый с отклонениями, мм |
| Толщина H1 | 97 (+1,3/-0,7) | |
| Толщина H2 | 77,2 | 77 (+1,3/-0,7) |
| Длина L1 | 160,8 | 161 (+1,4/-0,8) |
| Длина L2 | 111,8 | 112 (+1,4/-0,8) |
| Длина L3 | 106,8 | 107 (+1,4/-0,8) |
| Диаметр D1 | 37,2 | 37 (+1,1/-0,5) |
| Диаметр D2 | 51,4 | 51,5 (+1,3/-0,7) |
| Ширина B1 | 85,6 | 86 (+1,3/-0,7) |
| Ширина B2 | 64,4 | 64,5 (+1,3/-0,7) |
| Глубина h1 | 36 (+1,1/-0,5) | |
| Глубина h2 | 72 (+1,1/-0,5) | |
| Глубина h3 | 36 (+1,1/-0,5) |
Пользуясь САПР «Компас 3D» у нас есть возможность узнать объем штампованной заготовки
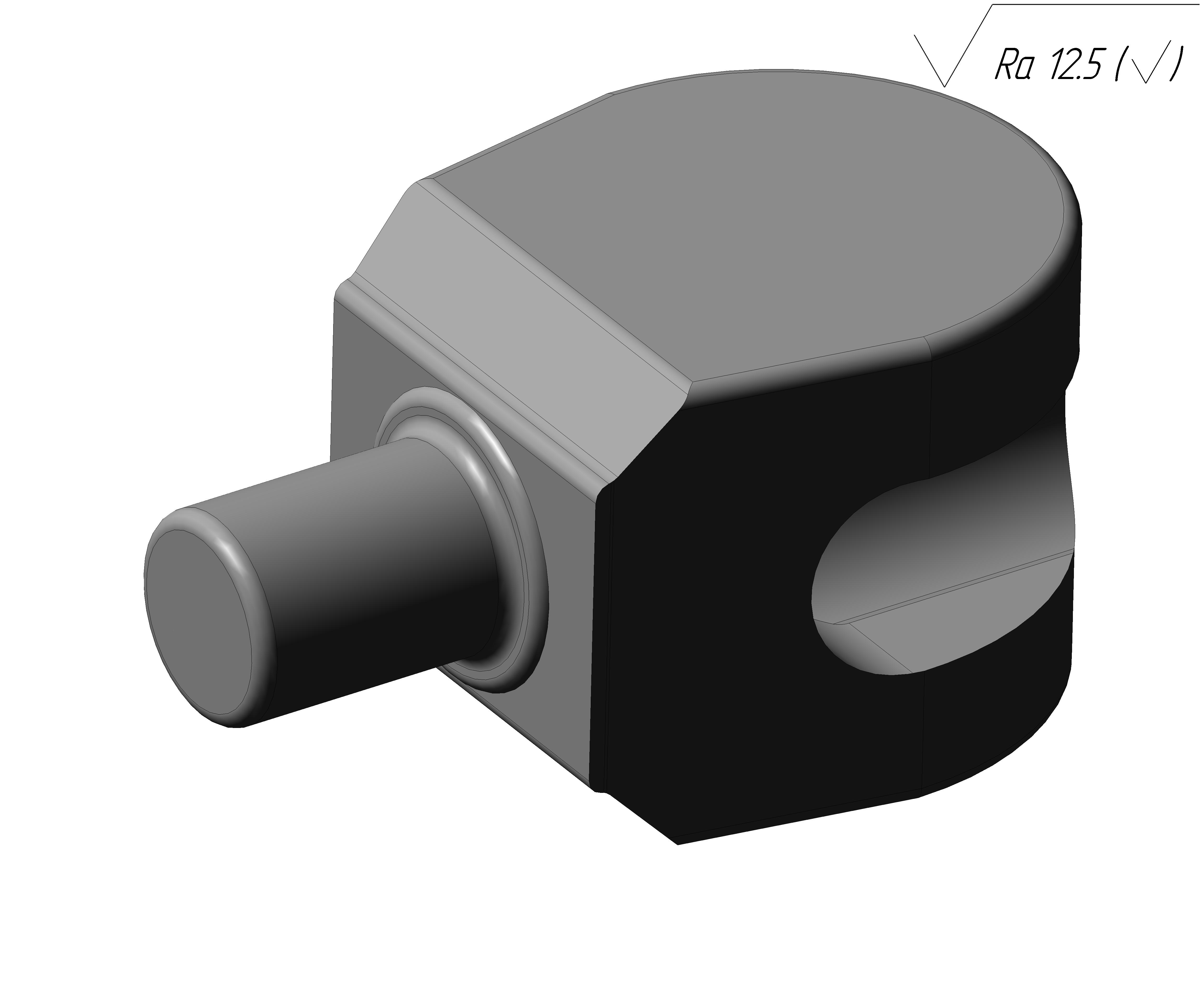
Рисунок 5 – Трехмерная модель штампованной заготовки
Объем заготовки Vш » 689177 мм3 = 689,18 см3
Масса заготовки Mз = 689,18*4,5 = 3101,3 г = 3,1 кг
Коэффициент используемого материала Mд / Mз = 1,12 / 3,1 = 0,36.
- Радиусы закругления наружных углов с учетом массы заготовки принимается 3мм
- Допустимый радиус закругления 1,0 мм
Чертеж заготовки штампованной с указанием технических требований приведен в приложении Б
Заключение
При выполнении курсового проекта была изучена учебная, методическая и справочная литература. Пользуясь предоставленными данными (чертеж детали и производственные программы) дана техническая характеристика, описание и назначение детали. Определен тип производства при N1 = 1 шт. как единичный, при N2 = 250 шт. – как мелкосерийный, дана их краткая характеристика. Для единичного и мелкосерийного типа производства были выбраны и рассчитаны заготовки, а также спроектированы их рабочие чертежи.
Список литературы
1. ОСТ 1-92062-91 «Прутки катаные из титановых сплавов для судостроения. Технические условия»
2. ГОСТ 14.004-83 «Технологическая подготовка производства. Термины и определения основных понятий»
3. ГОСТ 8479-70 «Поковки из конструкционной углеродистой и легированной стали. Общие технические условия»
4. ГОСТ 7829-70 «Поковки из углеродистой и легированной стали, изготовляемые ковкой на молотах. Припуски и допуски» – Москва, государственный комитет СССР по стандартам, 1970.
5. ГОСТ 7505-89 «Поковки стальные штампованные. Допуски, припуски и кузнечные напуски» – Москва, государственный комитет СССР по стандартам, 1989.
6. Том 1. Семенов Е.И. (1985) Материалы и нагрев. Оборудование. Ковка