Пример технологической карты магнитопорошкового контроля
| ФГБОУ ВО УГНТУ
| | Кафедра «Сооружение и ремонт ГНП и ГНХ»
| Технологическая карта магнитопорошкового контроля №1 (МПК)
| Лист 2
Листов 8
|
| 1. Объект контроля –
| | 1.1 Контролируемое оборудование
|
| | 1.2 Предприятие-изготовитель
|
| | 1.3 Чертеж
|
| | 1.4 Контролируемый элемент
|
| | 1.5 Чертеж
|
| | 1.6 Тип сварного соединения
|
| | 1.7 Обозначение
|
| | 1.8 Способ сварки
|
| | 1.9 Основной металл
|
| | 1.10 Марка сварочного материала
|
| |
| | 2. Документация, по которой проводится контроль:
| | 2.1 Методическая
|
| | 2.2 Нормативная
|
| |
| | 3. Требования к технологии контроля и оценке качества:
| | 3.1 Объем контроля, %
|
| | 3.2 Категория сварного соединения
|
| |
| | 4. Тип и размеры контролируемого элемента
| | 4.1 Тип контролируемого элемента
|
| | 4.2 Размеры шва и толщина основного элемента даны на эскизе контролируемого элемента
| | 4.2.1 Валик усиления
|
| 4.2.2 Ширина шва, мм
|
| | 4.2.3 Ширина околошовной зоны, мм
|
| | 4.2.4 Размер контролируемой зоны, мм
|
| |
| | 5. Средства контроля
| | 5.1 Дефектоскоп – намагничивающее устройство
|
| | | | | | | | | | |
| Карту разработал:
| Карту проверил:
| |
(подпись, дата)
|
/_________/
|
(подпись, дата)
|
/_____________/
| | | | | |
| ФГБОУ ВО УГНТУ
| | Кафедра «Сооружение и ремонт ГНП и ГНХ»
| Технологическая карта магнитопорошкового контроля №1 (МПК)
| Лист 3
Листов 8
|
| 5. Средства контроля
| | 5.2Настроечный образец – имитатор дефектов № 3:
| | Материал
| Х
| Шероховатость рабочей поверхности Ra, мкм
| Х
| | Размеры и параметры, мм:
| 180х140х14 ± 1 мм, в центральной части рабочей поверхности вмонтированы вставки Ø14 мм по плотной посадке. В теле вставки расположены поперечные сверления – имитаторы протяженных дефектов Ø1,5 мм на разной глубине от рабочей поверхности плиты (пример)
| | 5.3Магнитный индикатор (суспензия, порошок)
|
| | 5.4 Лупа измерительная
|
| | 5.5 Линейка измерительная
|
| | 5.6Штангенциркуль
|
| | 5.7 Магнитометр
|
| | 5.8 Люксметр
|
| | | | | | |
| Карту разработал:
| Карту проверил:
| |
(подпись, дата)
|
/_____________/
|
(подпись, дата)
|
/________________/
| | | | | |
| ФГБОУ ВО УГНТУ
| | Кафедра «Сооружение и ремонт ГНП и ГНХ»
| Технологическая карта магнитопорошкового контроля №1 (МПК)
| Лист 4
Листов 8
|
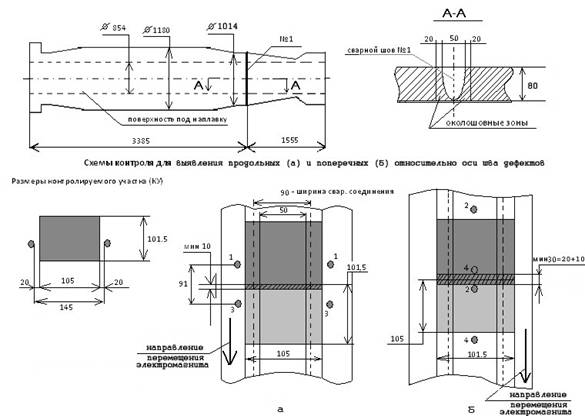
| 6.Схема и параметры контроля
| | 6.1 Схема контроля
|
| |
| | 6.2 Параметры контроля
| | 6.2.1. Способ контроля
|
| | 6.2.2. Вид намагничивания
|
| | 6.2.3. Средство и способ намагничивания
|
| | 6.2.4. Напряженность «Н» поля намагничивания, измеренное в центральной зоне межполюсного пространства электромагнита, установленного на контрольный образец или контролируемый элемент при расстоянии «L» между полюсами 145 мм, А/см
|
| | 6.2.5. Вид тока
|
| | 6.2.6. Расстояние между полюсами «L», мм
|
| | 6.2.7. Размеры контролируемого участка «С», мм: ширина
|
| | длина
|
|
| Карту разработал:
| Карту проверил:
| |
(подпись, дата)
|
/____________/
|
(подпись, дата)
|
/________________/
| | | | | |
| ФГБОУ ВО УГНТУ
| | Кафедра «Сооружение и ремонт ГНП и ГНХ»
| Технологическая карта магнитопорошкового контроля №1 (МПК)
| Лист 5
Листов 8
| | 6.2 Параметры контроля
| | 6.2.8. При контроле на продольные относительно оси шва дефекты:
| | перекрытие контролируемых участков
| не менее 10
| | шаг перемещения
|
| | 6.2.9. При контроле на поперечные относительно оси шва дефекты:
| | перекрытие контролируемых участков
| не менее 30
| | шаг перемещения
|
| | 6.2.10. Неконтролируемая зона (зона невыявляемости дефектов) у границ полюсов устройства «а», мм
|
| | 6.2.11. Способ нанесения магнитного индикатора на участок
| путем полива
| | 6.2.12 Освещенность контролируемой поверхности, лк
|
| |
|
| | 6.3 Настройка аппаратуры
| | 6.3.1. Калибровка измерителя поля ИМАГ-400ц
| Произвести с помощью калибровочного образца, имеющегося в комплекте прибора, путем помещения в него измерительного датчика и отсчета показаний по измерительной шкале согласно указаниям паспорта на прибор.
| | 6.3.2. Проверка функционирования органов управления дефектоскопа
| Осуществить путем плавного изменения тока в системе намагничивания от минимального значения до максимального. Намагничивающее устройство размещают на контрольном образце. Измерения проводят датчиком измерителя поля.
| | 6.3.3. Проверка работоспособности дефектоскопа и магнитного индикатора
| Проводить на контрольном настроечном образце № ххх с имитаторами дефектов
- установить электромагнит на образец в положение полюсов NS
- включить систему намагничивания и выставить поле равное 25-30 А/см
- нанести магнитный индикатор (суспензию)
- после стекания основной массы суспензии (2-3 сек) выключить источник поля.
Визуально путем сравнения соответствия индикаторных следов порошка на образце и дефектограмме в паспортеопределить работоспособность устройства и индикатора.
| | Карту разработал:
| Карту проверил:
| |
(подпись, дата)
|
/____________/
|
(подпись, дата)
|
/_______________/
| | | | | | | | | | | ФГБОУ ВО УГНТУ
| | Кафедра «Сооружение и ремонт ГНП и ГНХ»
| Технологическая карта магнитопорошкового контроля №1 (МПК)
| Лист 6
Листов 8
|
| 6.4. Требования к подготовке контролируемого элемента
| | 6.4.1. Размеры подготовленного к контролю участка
| металла шва и околошовная зона не менее 20 мм в обе стороны от шва.
| | 6.4.2. Требования к качеству поверхности
| - контролируемая поверхность должна быть очищена от ржавчины, окалины, грязи, краски, масла, продуктов коррозии и других загрязнений, препятствующих проведению контроля, до чистого металла,
- зачистка поверхностей деталей перед контролем проводится металлическими щетками,
- очистка контролируемой поверхности производится протиркой ветошью,
- шероховатость подготовленных под контроль поверхностей должна составлять не более Ra 10 мкм. Контроль шероховатости – по образцам шероховатости поверхности.
| | 6.4.3. Разметка на участки
| сварное соединение разбивается на 12 участков по аналогии с часовым циферблатом. Начало отсчета - от клейма сварщика, направление отсчета – по часовой стрелке. Маркировка границ и нумерация контролируемых участков – проводить несмываемым маркером за пределами контролируемой зоны.
| |
| | 7. Условия и порядок проведения контроля
| | 7.1. Условия проведения контроля:
| - на участке контроля,
- при температуре окружающей среды и контролируемой поверхности от +5 до 40°С,
- освещенность контролируемой поверхности не менее 1000 лк,
- контроль проводить невооруженным глазом, в сомнительных местах применять лупу
| | 7.2. Порядок и последовательность операций контроля:
| 1. очистить контролируемый элемент от загрязнений,
2. включить осветитель, обеспечить освещенность не менее 1000 лк.
3. установить режим контроля, для чего: установить полюса электромагнита на расстояние l=145 мм согласно схемы контроля, включить электромагнит и выставить с помощью измерителя поля напряженность в центральной точке межполюсного пространства величину Н=28 А/см и выключить источник поля,
4. установить полюса источника поля согласно схемы контроля в положение 1 - 1,
5. включить электромагнит, обработать участок контроля суспензией,
6. после стекания основной массы суспензии выключить источник поля,
7. провести визуальный осмотр поверхности участка и регистрацию координат индикаций,
| | | | | |
| Карту разработал:
| Карту проверил:
| |
(подпись, дата)
|
/_______________/
|
(подпись, дата)
|
/_________________/
| | | | | | | ФГБОУ ВО УГНТУ
| | Кафедра «Сооружение и ремонт ГНП и ГНХ»
| Технологическая карта магнитопорошкового контроля №1 (МПК)
| Лист 7
Листов 8
|
| 7. Условия и порядок проведения контроля
| |
| 8. установить полюса источника поля в положение 2 - 2 и повторить операции по п.п. 5.,6.,7. подраздела,
| |
| 9. установить полюса источника поля в положение 3 - 3 и повторить операции по п.п. 5.,6.,7. подраздела,
10. установить полюса источника поля в положение 4 - 4 и повторить операции по п.п. 5.,6.,7. подраздела,
11. далее контроль проводить от участка к участку согласно схемы контроля.
| | Примечание - При чередовании участков контроля поперек и вдоль сварного шва необходимо соблюдать наличие зон перекрытия этих участков.
| |
| | 8. Измерение характеристик несплошностей
| | 8.1 Размеры индикаторного следа
| - измеряют по параметрам описанного по сторонам индикаторного следа прямоугольника. При наличии одиночного рисунка индикаторного следа сложной формы, измерения следует проводить по параметрам прямоугольника описанного по сторонам отдельных частей дефекта. Учету подлежит суммарная длина частей,
- считать индикаторный след дефекта округлым, если соотношение максимальных размеров сторон прямоугольника не более 3. В противном случае индикаторный след дефекта считать удлиненным,
- считать, что длина индикаторного следа линейной (удлиненной) несплошности равна размеру фактической несплошности.
| | 8.2 Координаты фиксируемых несплошностей
| замерить место расположения несплошности вдоль продольной оси шва относительно начала участка по разметке (п. 6.4.3.)
| | | | |
| Карту разработал:
| Карту проверил:
|
| |
(подпись, дата)
|
/_____________/
|
(подпись, дата)
|
/__________________/
| | | | | | | | ФГБОУ ВО УГНТУ
| | Кафедра «Сооружение и ремонт ГНП и ГНХ»
| Технологическая карта магнитопорошкового контроля №1 (МПК)
| Лист 8
Листов 8
|
| 9.Оценка качества
| | 9.1 Не допускаются: трещины всех видов и направлений, непровары, несплавления, отслоение, прижоги, неодиночные в виде скоплений включения
|
9.2 Нормы допустимости одиночных поверхностных включений сварных соединений с номинальной толщиной сварных деталей 80 мм
| Номинальная толщина, мм
| Допустимый наибольший размер, мм
| Максимально допустимое число включений на любые 100 мм протяженности сварного соединения, шт
| | Х
| у
| z
|
| | Примечание - При выявлении недопустимых индикаций допускается проведение капиллярного контроля соответствующих участков, при положительных результатах которого проводится зашлифовка металла на глубину до 1 мм (при условии обеспечения минимально допустимой толщины металла) и последующий повторный магнитопорошковый контроль, результаты которого являются окончательными.
| |
| | 10. Операции после контроля
| | 10.1 Очистить контролируемый элемент от следов суспензии
| | 10.2. Результаты оценки качества по п.п. 9.1÷9.2 контролируемого элемента занести в рабочий журнал. При обнаружении несплошностей, которые должны учитываться, составить дефектограмму контролируемого элемента.
| | 10.3. Размагничивание контролируемого элемента не требуется
|
| Карту разработал:
| Карту проверил:
| |
(подпись, дата)
|
/______________/
|
(подпись, дата)
|
/________________/
| | | | | |
|
Поиск по сайту:
|