Технологический процесс сварки металлической фермы начинается с изготовления ее элементов - уголков, швеллеров, косынок и т.п. по заданным чертежам.
Правка угловой стали производится на углоправильных вальцах. На загрузочный стол укладывают партию уголков. Правщик с помощью металлической вилки сбрасывает один уголок на роликовый стол и подкатывает его к вращающимся роликам вальцов. Силой трения о первые ролики уголок втягивается между роликами и прокатывается между ними. В зависимости от площади сечения и степени искривления уголка его пропускают между роликами от 3 до 5 раз. Качество правки проверяют путем выборочного промера двух-трех уголков от каждой партии в десять штук. Иногда вдоль проверяемого уголка натягивают шнур или струну и метром измеряют зазор между струной и уголком в местах наибольших просветов.
Проверку прямоугольности угла у обушка производят слесарным угольником. Угольник одной полкой прикладывают к проверяемому уголку. Зазор между второй полкой угольника и плоскостью уголка не должен превышать 1 мм на 100 мм ширины полки уголка.

Рис. 3. Правка угловой стали
Выправленный уголок поступает на приемный стол, откуда правщик сбрасывает его на стеллаж. При отсутствии углоправильных вальцов или при недостаточной их мощности правка углового металла производится на правильно-гибочном прессе.
В том случае, когда величина деформаций выходит за пределы допустимой, необходимо выправлять элементы или изделия механическим, термическим или термомеханическим способом.
Для механической правки применяют домкраты, винтовые прессы, молоты и другие устройства, создающие ударную или статическую нагрузку, которая прилагается со стороны наибольшего выгиба изделия Данный способ правки довольно трудоемкий. Неправильное его выполнение может привести к образованию трещин и разрывов в сварных швах, а иногда и в основном металле.
Деформированные изделия из тонколистового металла выправляют прокатыванием их между валками (рис. 4), предварительно установив накладки на сварные швы. В процессе прокатки сварной шов растягивается, в нем возникают пластические деформации, снимающие напряжения и вызванные ими коробления.
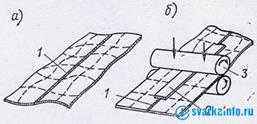
Рис. 4. Схема исправления деформированных изделий из тонколистового металла: а - листы после сварки до прокатки, б - схема процесса прокатки, 1 - сварной шов, 2 - накладка, 3 - прокатные валки
Разметка. При разметке на поверхность тонколистового металла наносят заметочные линии (риски) с помощью разметочных инструментов и приспособлений, таких как: чертилка, разметочный циркуль. Разметку можно выполнить с помощью шаблона — плоской детали образца. Шаблон прижимают к поверхности заготовки и обводят контуры шаблона чертилкой, плотно прижимая острие чертилки к кроме шаблона. Разметку прямоугольных деталей по чертежу начинают с определения базовой кромки, заготовки и нанесения базовой риски самая ровная кромка заготовки выбирается как базовая для разметки. От нее ведут разметку: проводят базовую риски по линейке, по угольнику проводят вторую риску под углом 90‘, откладывают по линейке размер A, по угольнику проводят третью риску, откладывают размер B и по угольнику проводят четвертую риску. Чертилка должна быть наклонена в сторону движения. Наносить риску надо один раз.
Резка угловой стали обычно производится ножницами, которые имеют одну или две пары ножей. Резка обеих полок уголка на ножницах производится при движении верхнего подвижного ножа под углом 45° к горизонту (рис. 5,а). Верхний подвижный 1 и нижний неподвижный 2 ножи имеют по две режущие кромки, расположенные одна к другой под углом 90°, которые обеспечивают одновременный рез обеих полок уголка 3.
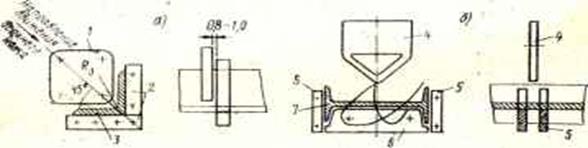
Рис. 5. Резка угловой стали
Тонколистовой металл разрезают ручными слесарными ножницами. Для удобства работы нижнюю рукоятку ножниц прочно зажимают в слесарных тисках. Заготовку слегка поднимают и подают на себя, а лезвие направляют точно по риске. После резания заготовку выправляют, снимают с кромок заусенцы, притупляют острые углы, проверяют линейкой и угольником качество резания.
Слесарные ножницы должны быть надежно закреплены в тисках. На руку, удерживающую заготовку, должна быть одета рукавица. Нельзя касаться голыми руками отрезанных кромок изделия.