Особенности электросварки, как потребителей электроэнергии. Источники питания для контактной сварки.
Инверторы тока. Принцип работы и временные диаграммы параллельного инвертора тока. Достоинства и недостатки параллельного инвертора тока. Применение в электротехнологических и сварочных уст ановках (ЭТУС).
Электросварочные установки являются специфичными электроприемниками электроэнергии. В соответствии с ПУЭ питание сварочной дуги не допускается от силовой, осветительной или контактной электрической сети.
Основное электрооборудование электросварочных установок включает источник питания (ИП), электроприводы перемещения тележек и подачи сварочной проволоки (при необходимости, у автоматов и полуавтоматов), коммутационную, защитную и управляющую аппаратуру, устройства для поджигания и стабилизации дуги. По технологии процесса различают следующие виды электросварки: дуговая, контактная и специальные.
В зависимости от технологии электросварки источники питания могут быть общепромышленные и специальные. Применяются следующие виды ИП: постоянного тока (электромашинные преобразователи, выпрямители и передвижные сварочные подстанции) и переменного тока (одно- и трехфазные трансформаторы 380 В). В зависимости от вида энергии и характера ее преобразования различают следующие типы источников питания: трансформатор, выпрямитель, генератор, преобразователь, агрегат и др. В настоящее время нашли широкое применение инверторные источники питания для самых различных видов электросварки.
Все оборудование для электросварки можно разделить на две большие группы по принципу работы: аппараты трансформаторного типа и инверторные аппараты. Строго говоря, трансформатор присутствует во всех аппаратах, однако в оборудовании трансформаторного типа преобразование энергии происходит на частоте питающей сети, в то время как в аппаратах инверторного типа преобразование происходит на частотах порядка 100 кГц. Традиционными характерными преимуществами трансформаторного оборудования являются: надежность, простота в использовании, сравнительная дешевизна.
Все трансформаторное оборудование можно разделить на две группы: простые (ВД301, ВД1201 и др., в том числе зарубежные трансформаторы фирм типа SekoUnistep и др.) и тиристорные аппараты (ВДУ506, УДГУ350 и др.). Надежность простых нерегулируемых трансформаторных аппаратов достигается благодаря простоте устройства. Аппарат состоит из трансформатора, выпрямителя и сглаживающего дросселя. Для регулирования сварочного тока используется ступенчатое переключение напряжений, а для смягчения жесткой вольтамперной характеристики используют балластное сопротивление. КПД установки с балластным сопротивлением не превышает 30%, что не дает эффективного производства.
Оборудование тиристорного типа позволяет изменять выходную характеристику без применения балластного сопротивления. Принципиальное отличие аппаратов такого типа от простых трансформаторных состоит в использовании управляемого тиристорного выпрямителя вместо неуправляемого
Электросварочная установка - комплекс функционально связанных между собой элементов соответствующего электросварочного и общего назначения электротехнического, а также механического и другого оборудования, средств автоматики и КИП, обеспечивающих осуществление необходимого технологического процесса.
Состав элементов электросварочных установок зависит от их назначения, конструктивного исполнения оборудования, степени механизации и автоматизации.
В состав электросварочных установок в зависимости от перечисленных условий входят кабельные линии, электропроводки и токопроводы внешних соединений между элементами установки, а также в пределах установки трубопроводы систем водоохлаждения и гидравлического привода, линий сжатого воздуха, азота, аргона, гелия, углекислого газа и других газов, а также вакуума.
Электросварочные установки по степени механизации технологических операций разделяются на установки, на которых эти операции выполняются вручную, полуавтоматические (когда автоматически поддерживается электрический режим сварки, а остальные операции выполняются вручную) и автоматические.
Сварочная цепь - предназначенная для прохождения сварочного тока часть электрической цепи электросварочной установки от выводов источника сварочного тока до свариваемой детали (изделия)
Дуговая сварка покрытым электродом
- дуговой и плазменной сварки, наплавки, переплава, напыления, резки;
- электрошлаковой сварки, электрошлакового и плазменно-дугового переплава;
- индукционной сварки и наплавления;
- электронно-лучевой сварки;
- лазерной сварки и резки;
- сварки контактным разогревом;
- контактной или диффузионной сварки;
- дугоконтактной сварки (с разогревом до пластического состояния торцов свариваемого изделия возбужденной дугой, вращающейся в магнитном поле, с последующим контактным соединением их давлением).
Электросварочные установки по степени механизации технологических операций разделяются на установки, на которых эти операции выполняются вручную, полуавтоматические (когда автоматически поддерживается электрический режим сварки, а остальные операции выполняются вручную) и автоматические.

на фиг.1 изображена функциональная схема источника питания;
Изобретение относится к контактной точечной сварке металлов и может быть использовано для производства сварных конструкций ответственного назначения.
Известно, что при контактной точечной сварке нарушение контакта в цепи электрод-деталь - деталь-электрод в период протекания тока способствует возбуждению электрического дугового разряда, что является причиной оплавления рабочих поверхностей электродов и прожога деталей (см. Б.Д.Орлов, П.Л.Чулошников, В.Б.Верденский, А.Л.Марченко. Контроль точечной и роликовой электросварки. М.: Машиностроение, 1973, с.39). Как правило, такие дефекты возникают по причине сильного загрязнения контактируемых поверхностей, неисправности источника питания машины контактной сварки, а также недостаточного или полного отсутствия усилия сжатия при включенном источнике питания.
Известны устройства однополярного и двухполярного бездугового размыкания электрических цепей переменного тока, которые предусматривают использование мощных полупроводниковых диодов, шунтирующих коммутируемый участок электрической цепи, а также дополнительных управляемых выключателей в их цепи и автоматической системы управления (см. Буткевич Г.И. Дуговые процессы при коммутации электрических цепей. - М.: Энергия, 1973, с.16-17).
Недостатком известных устройств является необходимость использования сложной автоматической системы управления, обеспечивающей заданный алгоритм отключения дополнительных управляемых выключателей в цепи полупроводниковых диодов синхронно с направлением тока в отключаемой цепи. Необходимость строгой синхронизации процесса для обеспечения бездугового размыкания цепи не позволяет использовать подобные устройства для предупреждения прожогов при контактной точечной сварке, так как возникновение неисправности сварочного оборудования или других причин носит вероятностный характер.
Известно устройство для снижения перенапряжений и ускорения гашения дуги на размыкаемых контактах в цепи постоянного тока, в основу которого положен принцип их шунтирования активным сопротивлением (см. Буткевич Г.И. Дуговые процессы при коммутации электрических цепей. - М.: Энергия, 1973, с.78).
Недостатком известного устройства является то, что оно не исключает возможность возбуждения электрической дуги в цепи размыкаемых контактов, а лишь ускоряет процесс ее гашения и, следовательно, не позволяет предупреждать прожоги при контактной сварке. Кроме того, реализация такого принципа при контактной точечной сварке предполагает использование шунтирующих резисторов большой рассеиваемой мощности, что ухудшает массогабаритные и технико-экономические показатели устройства.
Известны устройства защиты нагрузки от перенапряжений (см. Источники вторичного электропитания. Справочное пособие под ред. Ю.И.Конева. - М.: Радио и связь, 1983, с.36). Исполнительным элементом устройств такого типа является тиристор, который включают по сигналу блока управления в случае превышения напряжения на нагрузке и, тем самым, шунтируют ее.
Недостатком такого устройства является то, что после устранения причины повышения напряжения на нагрузке выключение тиристора можно осуществить лишь посредством принудительного отключения тока в его цепи. В ряде случаев для этой цели в выходной цепи источника питания предусматривают установку плавкого предохранителя, который перегорает после включения тиристора. Если превышение напряжения на нагрузке произойдет по причине выхода из строя регулирующего блока, а параллельно нагрузке подключен конденсатор большой емкости, то защитный шунтирующий тиристор при включении подвергается значительным перегрузкам по току, что может привести к нарушению его работоспособности.
Известен источник сварочного тока с программируемыми электрическими параметрами и формой импульса, в состав которого входят конденсаторная батарея емкостью 1 Ф, зарядное устройство, обеспечивающее заряд конденсаторной батареи до 20 В, транзисторный регулятор сварочного тока, блок программного управления (см. Леонов В.П., Атауш В.Е., Греченкова Л.А. и др. // Сварочное производство. - 1987. - № 1, с.27-28). В процессе сварки блок программного управления контролирует величину сварочного тока и напряжения между электродами, что позволяет соответствующим образом регулировать выходные параметры транзисторного регулятора сварочного тока.
Недостатком такого источника питания является применение сложной системы автоматического регулирования. При этом необходимая точность и устойчивость автоматического регулирования для стабилизации выходных параметров в широком диапазоне режимов сварки и возмущающих воздействий достигается при работе транзисторов регулятора тока в активном режиме. Такой режим приводит к большим потерям мощности на транзисторном регуляторе сварочного тока и, следовательно, снижению коэффициента полезного действия источника питания. Кроме того, в случае электрического пробоя одного из транзисторов регулятора тока вся энергия заряженной конденсаторной батареи будет приложена к электродам. Это приведет к перегреву металла в зоне сварки и, вполне вероятно, к прожогу деталей.
Наиболее близким по технической сущности и достигаемому эффекту является способ контактной сварки и источник для его реализации (прототип), который предусматривает питание сварочной цепи униполярным током, модулированным по амплитуде (см. патент РФ № 2236333, опубл. 20.09.2004 г., бюл. № 26). Источник питания содержит понижающий трансформатор, выпрямительный блок, накопительный конденсатор, регулирующее устройство, блок управления и две клеммы для подключения нагрузки. При этом вход выпрямительного блока соединен с выходом трансформатора, а накопительный конденсатор подключен к положительному и отрицательному полюсам выпрямительного блока. Вход регулирующего устройства соединен с положительным полюсом выпрямительного блока, а выход - с одной из клемм для подключения нагрузки. Другая клемма для подключения нагрузки соединена с отрицательным полюсом выпрямительного блока. При этом регулирующее устройство источника питания состоит из N параллельно соединенных стабилизаторов тока фиксированной величины iст  0,04·icв.max, где icв.max - максимальное требуемое значение тока при сварке. Управляющий вход каждого стабилизатора тока соединен с соответствующим выходом блока управления индивидуальной линией связи. При этом каждый стабилизатор тока выполнен на транзисторах, работающих в ключевом режиме.
0,04·icв.max, где icв.max - максимальное требуемое значение тока при сварке. Управляющий вход каждого стабилизатора тока соединен с соответствующим выходом блока управления индивидуальной линией связи. При этом каждый стабилизатор тока выполнен на транзисторах, работающих в ключевом режиме.
Недостатком данного источника питания является отсутствие контроля напряжения между электродами в процессе сварки, так как в случае его превышения выше определенного значения возможно возбуждение мощного электрического дугового разряда и, как следствие, прожог деталей. Кроме того, в случае электрического пробоя транзистора стабилизатора тока вся энергия накопительного конденсатора емкостью более 3 Ф, заряжаемого до 50 В, будет приложена к электродам. Это приведет к перегреву металла в зоне сварки и, как следствие, к прожогу деталей.
Технической задачей изобретения является повышение качества свариваемых изделий путем исключения прожогов.
Поставленная задача решается тем, что источник питания для контактной сварки униполярным током, модулированным по амплитуде, содержащий понижающий трансформатор, выпрямительный блок, вход которого соединен с выходом трансформатора, N стабилизаторов тока, включенных параллельно, входы которых соединены с положительным полюсом выпрямительного блока и одним выводом накопительного конденсатора Снак, две выходные клеммы для подключения нагрузки, одна из которых соединена с выходами стабилизаторов тока, а другая - с отрицательным полюсом выпрямительного блока и вторым выводом конденсатора, блок управления, выходы которого соединены с управляющими входами стабилизаторов тока индивидуальными линиями связи, согласно изобретению источник питания дополнительно снабжен разделительными диодами, тиристором и датчиком напряжения, а накопительный конденсатор Снак разделен на N индивидуальных конденсаторов меньшей емкости Синд=Снак/N, подключенных одними выводами ко входам соответствующих стабилизаторов тока и присоединенным к ним катодам разделительных диодов, аноды которых соединены с положительным полюсом выпрямительного блока, а вторыми выводами - к отрицательному полюсу выпрямительного блока и катоду тиристора, анод которого подключен к выходам стабилизаторов тока, при этом вход датчика напряжения подключен к выходным клеммам, а его выход соединен с управляющим электродом тиристора, входом блока управления и управляющим входом выпрямительного блока, который выполнен на управляемых полупроводниковых вентилях (тиристорах).
Сущность изобретения поясняется чертежами:

- на фиг.2 изображены временные диаграммы токов в цепи стабилизаторов и нагрузки;
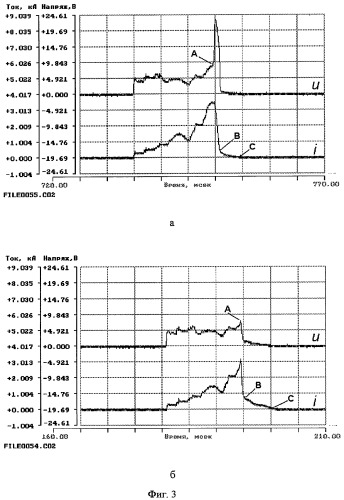
- на фиг.3 приведены осциллограммы напряжения и тока в цепи нагрузки при точечной сварке пластин из сплава Э-110 толщиной 0,25 мм.
Источник питания для контактной сварки содержит понижающий трансформатор 1 (Т), тиристорный выпрямительный блок 2 (ВБ), вход которого соединен с выходом трансформатора 1 (Т), стабилизаторы тока 3-1 (СТ1)  3-N (CTN); разделительные диоды 4-1 4-М, аноды которых соединены с положительным полюсом выпрямительного блока 2 (ВБ), а катоды - со входами соответствующих стабилизаторов тока 3-1 (СТ1) 3-N (CTN), N индивидуальных накопительных конденсаторов 5-1 5-N, подключенных одними выводами ко входам соответствующих стабилизаторов тока 3-1 (CT1) 3-N(CTN), а вторыми выводами - к отрицательному полюсу выпрямительного блока 2 (ВБ), блок управления 6 (БУ), выходы которого соединены индивидуальными линиями связи с управляющими входами соответствующих стабилизаторов тока 3-1 (CT1) 3-N(CTN), тиристор 7, анод которого подключен к выходам стабилизаторов тока 3-1 (CT1) 3-N(CTN), а катод - к отрицательному полюсу выпрямительного блока 2 (ВБ), две выходные клеммы 8 и 9 для подключения нагрузки, причем клемма 9 соединена с выходами стабилизаторов тока 3-1 (CT1) 3-N(CTN) и анодом тиристора 7, а клемма 8 - с отрицательным полюсом выпрямительного блока 2 (ВБ) и катодом тиристора 7, датчик напряжения 10 (ДН), вход которого подключен к выходным клеммам 8 и 9, а выход - к управляющему электроду тиристора 7, входу блока управления 6 (БУ) и управляющему входу выпрямительного блока 2 (ВБ).
3-N (CTN); разделительные диоды 4-1 4-М, аноды которых соединены с положительным полюсом выпрямительного блока 2 (ВБ), а катоды - со входами соответствующих стабилизаторов тока 3-1 (СТ1) 3-N (CTN), N индивидуальных накопительных конденсаторов 5-1 5-N, подключенных одними выводами ко входам соответствующих стабилизаторов тока 3-1 (CT1) 3-N(CTN), а вторыми выводами - к отрицательному полюсу выпрямительного блока 2 (ВБ), блок управления 6 (БУ), выходы которого соединены индивидуальными линиями связи с управляющими входами соответствующих стабилизаторов тока 3-1 (CT1) 3-N(CTN), тиристор 7, анод которого подключен к выходам стабилизаторов тока 3-1 (CT1) 3-N(CTN), а катод - к отрицательному полюсу выпрямительного блока 2 (ВБ), две выходные клеммы 8 и 9 для подключения нагрузки, причем клемма 9 соединена с выходами стабилизаторов тока 3-1 (CT1) 3-N(CTN) и анодом тиристора 7, а клемма 8 - с отрицательным полюсом выпрямительного блока 2 (ВБ) и катодом тиристора 7, датчик напряжения 10 (ДН), вход которого подключен к выходным клеммам 8 и 9, а выход - к управляющему электроду тиристора 7, входу блока управления 6 (БУ) и управляющему входу выпрямительного блока 2 (ВБ).
В качестве понижающего трансформатора 1 (Т) может быть использован трехфазный трансформатор с жесткой или пологопадающей внешней вольтамперной характеристикой. Выпрямительный блок 2 (ВБ) может быть выполнен по трехфазной мостовой схеме с использованием тиристоров в анодной или катодной группе вентилей. Необходимую емкость (порядка 0,3 Ф) каждого индивидуального накопительного конденсатора 5-1 5-N обеспечивают параллельным включением соответствующего числа электролитических конденсаторов. Блок управления 6 (БУ) может быть выполнен на базе микропроцессорной системы. В качестве стабилизаторов тока 3-1 (СТ1) 3-N(CTN) могут быть использованы последовательные импульсные стабилизаторы тока, транзисторы которых работают в ключевом режиме. В качестве разделительных диодов 4-1 4-N могут быть использованы диоды, обеспечивающие необходимый ток заряда соответствующего индивидуального накопительного конденсатора 5-1 5-N. Тиристор 7 следует выбирать по ударному току, величина которого должна превышать максимальное нормируемое значение тока источника питания. Датчик напряжения 10 (ДН) может быть выполнен на основе полупроводникового компаратора, который обеспечивает формирование управляющего сигнала на его выходе в момент превышения входного сигнала заданного порогового значения (Uпop).
Источник питания работает следующим образом.
Трансформатор 1 (Т) (фиг.1) понижает напряжение трехфазной сети переменного тока, которое преобразуется в постоянное выпрямительным блоком 2 (ВБ) и прикладывается через разделительные диоды 4-1 4-N к соответствующим накопительным конденсаторам 5-1 5-N, обеспечивая их заряд до напряжения 50 В. Передача энергии накопительных конденсаторов 5-1 5-N в нагрузку, подключаемую к клеммам 8 и 9, осуществляется включением стабилизаторов тока 3-1 (CT1) 3-N(CTN), каждый из которых обеспечивает протекание униполярного тока стабильной фиксированной величины icт 0,04·iсв.max, где icв.max - максимальное требуемое значение тока при сварке. В конкретный момент времени формирования сварного соединения результирующее значение тока в сварочной цепи iн определяется количеством включенных стабилизаторов тока 3-1 (CT1) 3-N(CTN), которое задает блок управления 6 (БУ) в соответствии с программой модуляции тока (см. временную диаграмму изменения тока в цепи нагрузки iн: сплошные и пунктирные линии, фиг.2). При этом скорость нарастания или спада результирующего значения тока будет определяться, соответственно, длительностью задержки включения или выключения очередного стабилизатора тока 3-i(CTi)i=1 N. С уменьшением длительности задержки скорость изменения результирующего значения тока будет возрастать.
В процессе сварки датчик напряжения 10 (ДН) обеспечивает непрерывный контроль напряжения нагрузки (клеммы 8 и 9) и сравнивает его с заданным пороговым значением (Uпop), а в момент его превышения, что может быть обусловлено уменьшением усилия сжатия электродов или нарушением контакта в цепи электрод-электрод, формирует на выходе сигнал, обеспечивающий включение тиристора 7, выключение выпрямительного блока 2 (ВБ) и выключение блока управления 6 (БУ). При этом прекращается заряд накопительных конденсаторов 5-1 5-N и отключаются стабилизаторы тока 3-1 (CT1) 3-N(CTN), а открытый тиристор 7 шунтирует цепь нагрузки и ограничивает поступление в нее энергии, запасенной в индуктивных элементах стабилизаторов тока 3-1 (CT1) 3-N (CTN).
В случае пробоя силового транзистора одного из стабилизаторов тока 3-i (CTi)i=1 N происходит самопроизвольный разряд соответствующего индивидуального накопительного конденсатора 5-i i=1 N на нагрузку, подключенную к клеммам 8 и 9, что вызывает рост напряжения на ней. При превышении падения напряжения на нагрузке заданного порогового значения (Uпор) датчик напряжения 10 (ДН) вырабатывает сигнал, по которому включается тиристор V7, а выпрямительный блок 2 (ВБ) и блок управления 6 (БУ) выключаются. При этом прекращается заряд накопительных конденсаторов 5-1 5-N и отключаются работоспособные стабилизаторы тока 3-1 (CT1) 3-N (CTN), а открытый тиристор 7 шунтирует цепь нагрузки, подключенной к клеммам 8 и 9, существенно ограничивая ток в ее цепи и прикладываемое напряжение. Кроме того, накопительные конденсаторы 5-1 5-N отключенных работоспособных стабилизаторов тока 3-1 (CT1) 3-N (CTN) не разряжаются из-за наличия разделительных диодов 4-1 4-N, что существенно снижает токовую нагрузку на тиристор 7.
Машины для контактной сварки
Они бывают стационарными, передвижными и подвесными (сварочные клещи). По роду тока в сварочном контуре могут быть машины переменного или постоянного тока от импульса тока, выпрямленного в первичной цепи сварочного трансформатора или от разряда конденсатора. По способу сварки различают машины для точечной, рельефной, шовной и стыковой сварки.
Любая машина для контактной
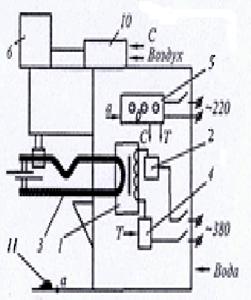
сварки состоит из электрической и механической частей, пневмо- или гидросистемы и системы водяного охлаждения (рис. 7).
Рис.7
Типовые схемы машин для контактной точечной (а), шовной (б) и стыковой (в) сварки: 1 - трансформатор; 2 - переключатель ступеней; 3 - вторичный сварочный контур; 4 - прерыватель первичной цепи; 5 - регулятор; 6 - привод сжатия; 7- привод зажатия деталей; 8 - привод осадки деталей; 9 - привод вращения роликов; 10- аппаратура подготовки; 11 - орган включения
Электрическая часть включает в себя силовой сварочный трансформатор 1 с переключателем ступеней 2 его первичной обмотки, с помощью которого регулируют вторичное напряжение, вторичный сварочный контур 3 для подвода сварочного тока к деталям, прерыватель 4 первичной цепи сварочного трансформатора 1 и регулятор 5 цикла сварки, обеспечивающий заданную последовательность операций цикла и регулировку параметров режима сварки.
Механическая часть состоит из привода сжатия 6 точечных и шовных машин, привода 7 зажатия деталей и привода 8 осадки деталей стыковых машин. Шовные машины снабжены приводом 9 вращения роликов.
Пневмогидравлическая система состоит из аппаратуры 10 подготовки (фильтры, лубрикаторы, которые смазывают движущиеся части), регулирования (редукторы, манометры, дросселирующие клапаны) и подвода воздуха к приводу 6 (электропневматические клапаны, запорные вентили, краны, штуцера).
Система водяного охлаждения включает в себя штуцера разводящей и приемной гребенок, охлаждаемые водой полости в трансформаторе 1 и вторичном контуре 3, разводящие шланги, запорные вентили и гидравлические реле, отключающие машину, если вода отсутствует или ее мало.
Все машины снабжены органом включения 11. У точечных и шовных машин это ножная педаль с контактами, у стыковых - это комплект кнопок. С органов управления поступают команды на сжатие "С" электродов или зажатие "3" деталей, на включение "Т" и отключение "О" сварочного тока, на вращение "В" роликов, на включение "а" регулятора цикла сварки. Эти команды отрабатываются соответствующими блоками машины, обеспечивая выполнение операций цикла сварки.
Кроме универсальных применяются специальные машины, приспособленные для сварки конкретных конструкций и типов размеров изделий. Примером могут служить машины для контактной точечной сварки кузовов автомобилей, встроенные в автоматические линии, машины для стыковой сварки оплавлением продольных швов труб в прокатном производстве.