Требования техники безопасности во время выполнения работ.
2.Что называется разметкой.
3.Какой инструмент должен находиться на верстаке во время работы?
4.Какой инструмент применяется при рубке металла.
5.Что называется резкой металла.
6. Как осуществляется правка металлической полосы, изогнутой по широкой плоскости.
7.В чем сущность гибки металла.
8.Для чего при гибки труб применяется наполнитель?
Техника безопасности при выполнении слесарных работ.
Приступая к работе на новом участке или предприятии, слесарь обязан пройти производственный инструктаж по технике безопасности.
Пред началом работы:
1) Привести в порядок рабочую одежду, застегнуть или обхватить широкой резинкой обшлага рукавов,заправить одежду так, чтобы не было развевающихся концов; убрать волосы под плотно; облегающий головной убор. Рабочая одежда – это комбинезон, рабочий халат или спецовка. Работа в лёгкой обуви запрещается(тапочки, сандалии и т.д.)
2) Внимательно осмотреть место работы, привести его в порядок, убрать все мешающие работе посторонние предметы. Инструмент и детали располагать так, чтобы избегать лишних движений и обеспечить безопасность работы.
3) Проверить наличие и исправность инструмента, приспособлений и средств индивидуальной защиты.
4) Проверить, чтобы освещение рабочего места было достаточным, и свет не слепил глаза.
Во время работы:
1) При работе в тисках надежно зажимать обрабатываемую деталь.
2) Не отвлекаться во время работы и не отвлекать других.
3) При рубке металла зубилом пользоваться защитными очками с небьющимися стеклами или сеткой. Для защиты окружающих обязательно ставить предохранительные щитки или сетку.
4) Очистку поверхностей и промывку деталей подлежащих доработке, а также уборку стружки производить щеткой с меткой или ветошью.
5) Отходы производства складывать в специальную тару.
6) Инструмент, имеющий отточенное лезвие или острие, следует передавать другому человеку вперед рукояткой или тупым концом.
7) При обнаружении неисправности инструмента или оборудования. Немедленно прекратить работы и доложить об этом мастеру.
8) При получении травмы сообщать мастеру и обращаться в мед.пункт.
После окончания работы:
1) Проверить инструмент и прибрать его.
2) Убрать оставшиеся заготовки детали в специальные контейнеры.
3) Прибрать рабочее место щёткой. А затем и помещение. Убрать стружку, пыль и т.д. в специальные контейнеры.
4) О замеченных неисправностях сообщить мастеру.
5) Вымыть руки с мылом.
Организация рабочего места слесаря
Часть производственной площади цеха или мастерской с оборудованием, приспособлениями, инструментом и материалами, необходимыми для выполнения определенного производственного задания называется рабочим местом.
На рабочем месте слесаря установлен верстак со слесарными тисками. Рабочее место должно быть чистым, на нем должны находиться только те предметы, которые необходимы для выполнения данного задания. Площадь рабочего места слесаря в мастерских не менее 2 м2. Инструмент, заготовки и документация должны располагаться на рабочем месте, на расстоянии вытянутой руки. Предметы, которыми пользуются чаще, следует класть ближе. Режущий и ударный инструмент, который держат правой рукой, следует располагать на рабочем месте с правой стороны. Соответственно инструмент, который держат левой рукой, следует располагать на рабочем месте с левой стороны. После окончания работы весь инструмент и приспособления, применяемые при работе, необходимо очистить от грязи и масла, протереть. Верстак очистить щеткой от стружки и мусора.
Основные требования к слесарному инструменту
Рукоятки молотков, кувалд и другого инструмента ударного действия должны быть изготовлены из сухой древесины твердых лиственных пород (клен, бук, дуб, береза и т.п.). Применение рукояток из древесины хвойных пород (ель, сосна) не допускается.
Поверхность бойка молотков и кувалд должна быть слегка выпуклой, гладкой, без заусенцев, без трещин и наклепа. Боек должен быть плотно насажен на рукоятку и надежно расклинен металлическим завершенным клином из мягкого металла.
Длина ручек молотков должна быть в пределах 300-400мм, а рукояток кувалд от 450 до 900мм в зависимости от массы бойка.
Напильники, шаберы, отвертки, шилья и др. должны иметь гладкие
деревянные длиной не менее 150мм, рукоятки с бандажными кольцами, исключающими их раскалывание.
Ударные инструменты (зубила, крейцмейсель, бородок, просечка, кернер и т.п.) должны иметь гладкую затылочную поверхность, без заусенцев, наклепа и трещин.
Зубило должно быть длиной не менее 150мм, длина оттянутой части- 60-70мм. Режущая кромка зубила должна представлять прямую или слегка выпуклую линию
Гаечные ключи не должны иметь трещин и забоин, величина зева должна соответствовать указанному размеру на ключе, а его рабочие поверхности должны быть параллельны.
Ручки слесарных ножниц и клещей должны быть гладкими, без зазубрин и заусенцев. С внутренней стороны ручек должен быть упор для предотвращения сдавливания пальцев при работе.
Ручные рычажные ножницы должны быть надежно закреплены на специальных стойках, верстаках и т.п. и оборудованы прижимами на верхнем подвижном ноже, амортизатором для смягчения удара ножедержателя и противовеса, удерживающим верхний подвижный нож в безопасном исходном положении.
Переноска рабочим комплекта (набора) слесарного инструмента должна осуществляться в специальной инструментальной сумке или в ручном переносном ящике.
Разметка
Разметкой называется нанесение на подлежащие обработке материалы или на обрабатываемое изделие точек и линий, обозначающих оси и контуры детали согласно чертежу, а также мест, подлежащих обработке.
Основное назначение разметки заключается в указании границ, до которых надо обрабатывать заготовку. Разность между размерами заготовки до и после обработки называется припуском на обработку. Однако в целях экономии времени простые заготовки часто обрабатывают без предварительной разметки (например, опиливают по размерам, указанным на чертеже).
Иногда наносятся две риски: одна для обозначения границы обработки, другая на некотором расстоянии от нее — для контроля.
Различают плоскостную и пространственную разметку. С помощью плоскостной разметки размечают плоские детали или отдельные плоскости деталей в том случае, если они не должны увязываться с другими их плоскостями. Приемы плоскостной разметки весьма схожи с приемами технического черчения и выполняются инструментами, подобными чертежным.
Пространственная разметка заключается в том, что разметки отдельных поверхностей детали, расположенных в разных плоскостях и под различными углами друг к другу, увязываются между собой. Для пространственной разметки деталь устанавливается на специальной разметочной плите, причем правильность ее установки тщательно проверяется.
При разметке применяется следующий инструмент (рис.1): линейки, окладной метр, чертилка, кернер, стальной угольник, транспортир, разметочный циркуль, штангенциркуль, рейсмус и др.
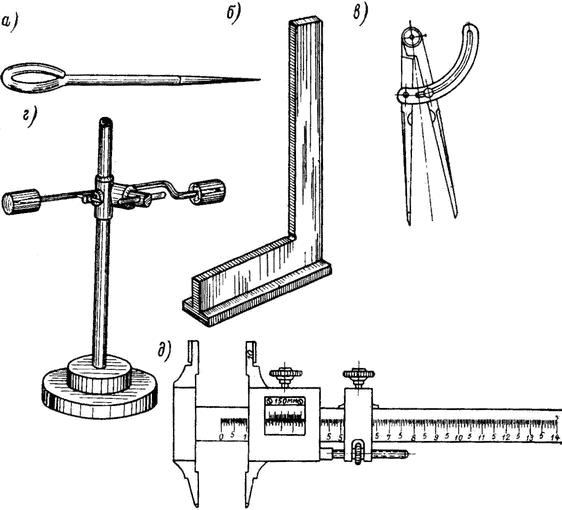
Рис. 1 Инструменты, применяемые при разметке: а — чертилка; б — слесарный угольник; в — разметочный циркуль; г — рейсмус; д — штангенциркуль.
Разметка детали может осуществляться по чертежу и по шаблону.
Разметка по чертежу требует от рабочего определенных навыков: четкого понимания чертежа или эскиза, правильного выбора базы, от которой откладываются размеры детали, точной установки размеров по масштабной линейке и перенесению их на размечаемую деталь.
Шаблоны обычно применяются при разметке большого количества плоских деталей и позволяют значительно упростить и ускорить сам процесс разметки. Шаблоны изготовляются из листовой стали, алюминиевых сплавов или фанеры. Для разметки детали этим способом шаблон укладывают на размечаемый лист, прижимают к нему и обчерчивают по кромкам с помощью чертилки. При этом необходимо держать чертилку под постоянным углом к листу, не наклоняя в сторону шаблона (или линейки), так как от этого искажаются размеры детали.
Обычно при прочерчивании рисок чертилку держат с двойным уклоном: один на 15—20° от вертикали в сторону от линейки (или шаблона), другой в-сторону перемещения чертилки так, чтобы угол между ней и заготовкой (деталью) составлял 45-70°.
Риску следует проводить только один раз, а чтобы она была как можно тоньше, острие чертилки должно быть всегда хорошо заточено.
Чтобы нанесенные при разметке линии не стерлись при транспортировке и обработке детали, их прокернивают через 50—100 мм, а на закруглениях — через 5—10 мм. Кернер ставят на отмечаемой точке сначала наклонно, а в момент удара его выводят в вертикальное положение (рис. 2). Пальцы руки держащей кернер, не должны касаться размечаемой детали. Удар молотком наносят легко.
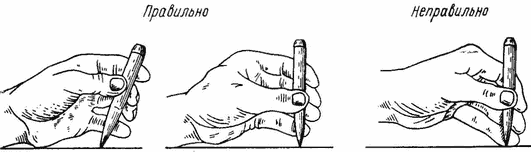
Рис.2. Приемы кернения.
Накернивание следует производить после того, как вся разметка будет окончена. Следует помнить, что разметка является одной из наиболее ответственных операций, обеспечивающих правильное изготовление детали. Поэтому рабочий, производя разметку, должен быть внимателен, особенно при определении размеров по чертежу, нанесении их на заготовку, а также при установке детали на разметочной плите. Разметка должна выполняться только исправным и точным инструментом.
Рубка и резка металла
Рубка заготовок проводится при помощи специального режущего инструмента: зубила (рисунок 1.а), крейцмейселя (рисунок 1.б) или канавочника (рисунок 1.в). Рубку производят в случаях, когда не требуется высокая точность обработки или когда деталь невозможно обработать на станке. При помощи рубки удаляют лишний слой металла с заготовки, разрубают заготовку на части, вырубают отверстия, прорубают смазочные канавки и т.п. Рубку мелких заготовок производят в тисках; крупные заготовки рубят на плите или на наковальне.
Слесарное зубило состоит из трех частей: рабочей – 2, средней – 3 и ударной – 4 (боек). Клиновидную режущую кромку – 1 и боек закаливают и отпускают (кромка HRC – 56…61, боек – HRC 37…41).
Крейцмейсель отличается от зубила более узкой режущей кромкой. Он применяется для вырубания узких пазов.
Канавочники отличаются изогнутой формой режущей кромки и рабочей части.
Качество и производительность рубки зависят от силы удара молотком и положения зубила. При кистевом ударе изгибается только кисть руки с молотком. Такой удар используется при выполнении точных и легких работ. При локтевом ударе рука изгибается в локте, и удар получается более сильным. Частота ударов: при кистевом ударе – 40-60 ударов в минуту, при локтевом ударе – 30-40 ударов в минуту. Угол между заготовкой (верхней плоскостью губок тисков) и осью зубила должен составлять 45 о, угол наклона зубила – 30-35 о.
При рубке полосового и листового металла часть заготовки, уходящая в стружку, должна располагаться над губками тисков, а риска разметки – точно на уровне губок без перекосов. При срубании металла на широкой плоской поверхности разметочные риски должны выступать над губками на 5-10 мм. При этом сначала крейцмейселем прорубают канавки шириной 8-10 мм. Промежутки между канавками должны составлять 0,8 длины режущей кромки зубила. Затем зубилом срубают образовавшиеся выступы.
При рубке хрупких материалов не доходят до противоположного края заготовки на 1,5-2 мм или на нем предварительно делают скос под углом 45О. При вырубании пазов и смазочных канавок сначала креймейселем прорубают канавку глубиной 1,5-2 мм за один проход. Затем оставшиеся неровности подчищают канавочником, им же придают пазу окончательную глубину, ширину и форму.
При вырубании фигурной заготовки из листового материала последнюю укладывают на плиту или наковальню. Вначале кистевыми ударами надрубают намеченный контур на глубину 2-3 мм. Далее лист рубят сильными локтевыми ударами. Если лист толстый, его переворачивают и окончательно прорубают с обратной стороны.
Ручная рубка – тяжелая и малопроизводительная операция. Для облегчения работы слесаря применяют пневматические молотки (рубильники или клепальники). Отечественной промышленностью выпускаются пневматические клепальники марок КЕ-16 – КЕ-32 массой 8-12 кг и облегченные клепальники МР-4 – МР-5 массой 4,2 кг.
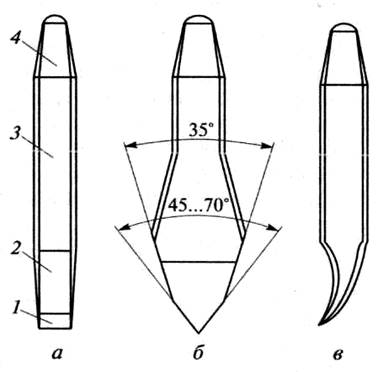
а – зубило; б – крейцмейсель; в - канавочник
Рисунок 1.Инструмент для рубки металла
Резка – разделение заготовки на части ручным или механизированным способом. Ручную резку в зависимости от профиля заготовки и площади сечения производят ножовками, ножницами по металлу, газопламенными горелками.
Наиболее распространена резка ручной ножовкой. Ножовка (см. рисунок 2.а) состоит из рамки (станка) 2, в которой зажимается стальная пластина с зубьями (ножовочное полотно) 5. Ножовочное полотно вставляется в прорези неподвижной 3 и подвижной 6 призматических головок и штифтуется. Натяжение полотна производится барашковой гайкой 1. Для уменьшение трения по боковым поверхностям зубья ножовочного полотна разводят в разные стороны. Разводку зубьев делают по зубу или по полотну. В зависимости от материала. Из которого сделано полотно, резку производят с определенной частотой: инструментальные легированные стали – не более 60 двойных проходов в минуту, инструментальные углеродистые стали – не более 30.
При резке заготовку надежно зажимают в слесарных тисках, обеспечивая минимальное расстояние между линией губок и линией разреза. При резке тонких стальных заготовок или заготовок из мягкого материала её зажимают между двумя деревянными брусками и распиловку производят вместе с ними. При резке толстостенных заготовок рез не доводят до конца на 3-5 мм. После резки заготовку обламывают.
При резании заготовок из материалов с низкой теплопроводностью (пластмассы) зону резания обязательно следует поливать водой или керосином.
Листовой материал разрезают ножницами по металлу. Для механизации процесса разрезания листового материала применяют электрические или пневматические ножницы.
Рабочая часть электрических ножниц показана на рисунке 2.б. Ползун 4 размещен внутри корпуса 3 редуктора и вместе с подвижным ножом 6 совершает возвратно-поступательное движение. Неподвижный нож 2 установлен на улиткообразном держателе 7. регулировка положения ножей осуществляется эксцентриком 5 и гайкой 1.
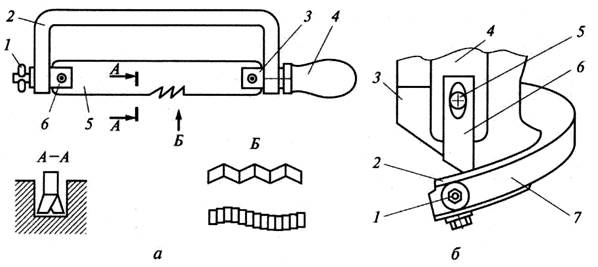
а – ручная ножовка; б – электрические ножницы;
Рисунок 2. Инструмент для резки металла
Правка и гибка металла
Правка - устранение дефектов заготовок из листового, полосового, пруткового материала (например, вогнутостей, выпуклостей, волнистостей), а также дефектов деталей (например, изгибов, короблений). Металл подвергается правке как в холодном, так и в нагретом состояниях; выбор того или иного способа правки зависит от величины дефекта, размеров, а также от материала заготовки (детали).
Ручная правка выполняется на стальной или чугунной плите. Правку производят специальными молотками с круглым, радиусным или вставным из мягкого металла бойками; тонкий листовой металл правят киянкой. Незакалённый листовой металл толщиной до 0,3 мм можно править деревянным или металлическим бруском (гладилкой) с ровной и гладкой поверхностью. При правке металла очень важно правильно выбрать места, по которым следует наносить удары. Силу удара следует соразмерять с величиной кривизны металлической заготовки и уменьшать её по мере перехода от наибольшего прогиба к наименьшему.
Для правки металлической полосы, изогнутой по широкой плоскости, её кладут на плиту и, поддерживая одной рукой, другой наносят удары по выпуклым местам (рис. 1). По мере необходимости полосу поворачивают с одной стороны на другую. При большом изгибе полосы на ребро удары наносят носком молотка для односторонней вытяжки (удлинения) мест изгиба (рис. 2). Полосы, имеющие скрученный изгиб, правят методом раскручивания с помощью ручных тисков (рис. 3).

Рис. 1. Правка стальной полосы, изогнутой по широкой плоскости.

Рис. 2. Правка стальной полосы, изогнутой по ребру.

Рис. 3. Правка скрученной полосы.
Правку металлических прутков можно производить также на плите или наковальне (рис. 4). Если пруток имеет несколько изгибов, то правят сначала крайние, а затем расположенные в середине. По мере выправления изгиба силу ударов уменьшают, заканчивая правку лёгкими ударами с поворачиванием прутка вокруг оси.

Рис. 4. Правка круглого прутка на плите.
Наиболее сложной является правка листового металла. Лист кладут на плиту выпуклостью вверх (рис. 5). Поддерживая лист одной рукой, другой наносят удары молотком в направлении от краёв листа к выпуклости. Под действием ударов ровная часть листа будет вытягиваться, а выпуклая - выправляться. При правке закалённого листового металла деталь кладут на плиту выпуклостью вниз. Прижимая деталь к плите рукой, наносят несильные, но частые удары носком молотка по направлению от центра вогнутости к её краям; верхние слои металла растягиваются и деталь выправляется.

Рис. 5. Правка листового металла.
При правке металла нужно соблюдать меры предосторожности: на руку, поддерживающую деталь, следует надевать рукавицу; работать только исправным молотком.
По приёмам работы и характеру рабочего процесса к правке металла очень близко стоит другая слесарная операция - гибка металла. Сущность её заключается в том, что одна часть заготовки перегибается по отношению к другой на какой-либо заданный угол. Гибка металла применяется для придания заготовке изогнутой формы согласно чертежу. Ручную гибку выполняют в тисках с помощью слесарного молотка и различных приспособлений. Последовательность гибки зависит от размеров контура и материала заготовки. Гибку тонкого листового металла производят киянкой. При использовании для гибки металлов различных оправок их форма должна соответствовать форме профиля изготовляемой детали с учётом деформации металла (рис. 6). Выполняя гибку, важно правильно определить размеры заготовки. Расчёт длины заготовки выполняют по чертежу с учётом радиусов всех изгибов. Например, для заготовок, изгибаемых под прямым углом без закруглений с внутренней стороны, припуск заготовки на изгиб должен составлять от 0,6 до 0,8 толщины металла.
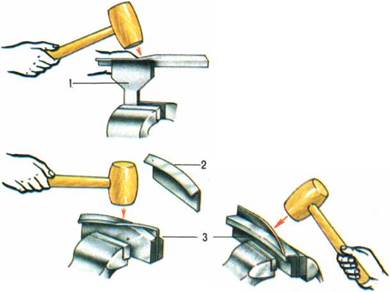
Рис. 6. Сгибание листового металла на оправках: 1, 3 - оправки; 2 - готовая деталь.
Пластическая деформация металла при гибке всегда сопровождается появлением в нём упругих напряжений. После снятия нагрузки угол загиба несколько увеличивается. Это надо учитывать при гибке. Изготовление деталей с очень малыми радиусами изгиба связано с опасностью разрыва наружного слоя заготовки в месте изгиба.
В домашних условиях часто возникает необходимость в отрезках труб, изогнутых под различными углами. Гибке могут подвергаться цельнотянутые и сварные стальные трубы, а также трубы из цветных металлов и сплавов. Гнут трубы с наполнителем (обычно сухой речной песок) или без него, в зависимости от материала трубы, её диаметра и радиуса изгиба. Холодная гибка труб с наполнителем выполняется в следующем порядке. Один конец трубы плотно закрывают деревянной пробкой. Через второй наполняют трубу сухим песком. При этом слегка постукивают по трубе молотком, чтобы песок уплотнился. После этого второй конец трубы также забивают пробкой. Намечают мелом место изгиба и устанавливают трубу в приспособление (рис. 7). Если труба сварная, то шов должен находиться сбоку изгиба. Берут трубу за длинный конец и осторожно сгибают на заданный угол. После проверки правильности полученного угла шаблоном или по образцу вынимают трубу из приспособления, выбивают пробки и высыпают песок.
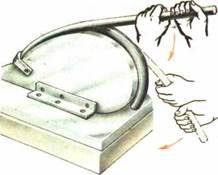
Рис. 7. Сгибание трубы с использованием специального приспособления.
Горячая гибка труб выполняется, как правило, с наполнителем. Труба также заполняется песком и забивается с обоих концов пробками, но в пробках делают небольшие отверстия для выхода газов, образующихся при нагревании трубы. Нагревают место изгиба паяльной лампой или газовой горелкой до температуры 850...900 °С и сгибают в приспособлении до заданного угла. Длина нагреваемого участка при изгибе под углом 90° должна быть равной шести диаметрам трубы, под углом 60° - четырём, а под углом 45° - трём диаметрам трубы. Закончив гибку, трубу охлаждают водой, выбивают пробки и освобождают её от песка.
Возможным видом брака при правке и гибки металла является перекос загибов и механические повреждения поверхности заготовки. Причиной брака может быть неправильная разметка или закрепление детали в тисках (приспособлении), а также неправильное нанесение ударов.
Для обеспечения безопасности гибочных рабочих мест следует надёжно закреплять деталь в тисках или специальных приспособлениях, работать только исправным инструментом. При горячей гибки соблюдать меры пожарной безопасности.