Технология газовой наплавки деталей.
Здравствуйте студенты группы ЭГС-18-1!
Задание: Вам необходимо самостоятельно изучить материал, выполнить задание.
Выполненную работу (ответы на вопросы) отправить отдельным файлом на электронную почту преподавателя.
Если такой возможности нет, выполненное задание предоставить в распечатанном (рукописном) виде после возобновления занятий
Обратная связь: ihor_2611@mail.ru
Тема: Газопламенная наплавка
Цели:
Образовательная: сформировать у обучающихся прочные теоретические знания о газопламенной наплавке.
Воспитательная: воспитать у обучающихся: аккуратность и внимательность в работе,трудолюбие, бережное отношение к сварочному оборудованию и инструментам.
Развивающая:развивать навыки самостоятельной работы, самоконтроля, внимание.
Задачи: освоитьгазопламенную наплавку.
Литература:
1.Герасименко А.И. Основы электрогазосварки: учебное пособие/ А.И.Герасименко. - Изд. 8-е. – Ростов н/Д: Феникс, 2010. – 380.: ил. –(Начальное профессиональное образование).
2.Герасименко А.И. ЭЛЕКТРОСВАРЩИК: Учебное пособие для профессионально- технических училищ. – Изд 12-е, доп. и перераб./А.И.Герасименко. – Ростов н/ Д: Феникс, 2011. – 407, [1] с. – (НПО).
3.И. И. Фрумин Автоматическая электродуговая наплавка. Харьков: Металлургиздат., 1961,- 421 с.
Ход урока:
1. Ознакомиться с изложенным материалом (лекцией).
2. Ответить на заданные вопросы.
3. Просмотр фильма.
4. Рассмотреть схемы.
Лекция:
1. Газопламенная наплавка:
Этот вид наплавки применяется наряду с электродуговыми методами наплавки. Но по сравнению с последними газопламенная наплавка имеет более низкую производительность. Положительным качеством этой наплавки является то, что она позволяет гибко и независимо регулировать нагрев основного и присадочного металла. Применяется газопламенная наплавка в основном для наплавки латуни, черных металлов и твердых сплавов на сталь и чугун.
Начнем с описания процесса наплавки латуни. Данный способ позволяет применять наряду с ацетиленом также такие газы-заменители, как бутан, пропан, природный газ. Мощность применяемого пламени горелки (номер наконечника) определяют по следующей схеме:
| Толщина наплавляемого слоя (в мм) | Диаметр прутка (в мм) | Номер наконечника |
| 3-4 | 4-6 | |
| 5-6 | 8-10 | |
| 6-7 | 0-12 |
Самые лучшие результаты можно получить при применении специальных наплавочных латуней, в которых увеличено содержание кремния. Конкретно это марка ЛК 62-02, или же латунь легированная никелем — ЛНК 56-03.
При наплавке латуни на сталь и чугун обязательно применение флюса. Лучше всего зарекомендовал себя газообразный флюс БМ-1, который подается непосредственно в пламя. Этот процесс получил наименование газофлюсовой наплавки. При наплавке простых латуней могут использоваться те же флюсы, которые применяются и при сварке латуней. Чтобы получить эффект дополнительного флюсования, используется флюс паста. Этот флюс вводится вручную. Сама наплавка ведется левым способом непрерывно или участками с обязательным перекрытием предыдущего участка на 15—20 мм.
При наплавке прямолинейных швов допускается наклон наплавляемой поверхности под углом 8—15 ° к горизонту для увеличения высоты наплавляемого слоя. При наплавке кольцевых швов угол наклона поверхности не должен превышать 40 ° к горизонту.
Поверхность детали, подвергаемой наплавке, должна быть предварительно механически обработана. Наплавлять латунь непосредственно на литейную или прокатную корку запрещается. Наплавка может быть однослойной или многослойной.
Техника наплавки при использовании порошкообразного или газообразного флюса имеет свои отличительные особенности.
Если применяется порошкообразный флюс, то деталь нагревается до 950 °С. Если наплавка будет производиться на крупногабаритную деталь, то последняя должна быть предварительно прогрета не менее чем до 500 °С. Наносится вручную флюс и первый слой наплавки в виде полуды наносится толщиной не более 0,5 мм. Таким же образом наносится последующий слой. Образуется валик необходимой высоты. Горелка при работе держится наклоненной вправо, а наплавочный пруток — влево, образуя таким образом угол с горелкой 90 °. Нежелательно применение порошкообразных флюсов при наплавке на чугун из-за того, что существует опасность отбела, т.к. температура предварительного подогрева составляет 900 °С.
Для газопламенной наплавки применяют ацетиленокислородные горелки с установленными на них контейнерами с порошком (Рис. 1). Наплавляемая деталь разогревается, порошок из контейнера попадает на деталь.
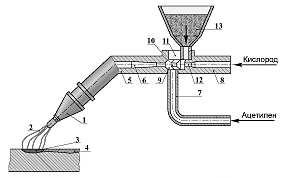
Рис. 1 Устройство сварочной горелки для наплавки порошка
1-мундштук; 2-пламя; 3-сварочная ванна; 4-наплавляемая поверхность; 5-трубка;
6-канал; 7-ацетиленовая трубка; 8-кислородная трубка; 9-камера смешения;
10 и 12-инжекторы; 11-смесительная камера; 13-порошок.
Этот процесс похож на газопламенное напыление, но отличается тем, что это сварочная технология, при которой образуется сварочная ванна, и наплавляемый металл образует соединение с материалом основы. Процесс происходит при более низких температурах, что снижает степень окисления детали и ее деформации.
Газопламенная наплавка применяется когда обрабатываются детали небольших размеров, наплавляются металлы или сплавы с повышенной летучестью компонентов (латунь). Обработка больших деталей газопламенным способом применяется редко из-за низкой производительности и большой зоны нагрева, возможно коробление металла, но только этот метод позволяет получить однородную поверхность при наплавке латуни.
При наплавке латуни на чёрные металлы рекомендуется использование флюсов. Если деталь имеет большие размеры, то производится нагрев до 500 °, далее вводится присадка и производится наплавка. Мощность пламени зависит от толщины наплавляемого слоя, при толщине слоя в 4 мм расход может составить порядка 700 м3/час. Для из6ежания испарения цинка применяют науглероживающее пламя. Чугун при температурах 900 °С выделяет продукты сгорания графита, ухудшающие смачивание и наплавку. Поэтому вначале выжигают графит, далее очищают поверхность наждаком, производят наплавку. Иногда применяют газофлюсовую наплавку, при которой температура пламени менее 700 °С. В таких случаях очистка поверхности не требуется. Процесс наплавки производится левым способом снизу вверх, обрабатываемая деталь располагается под небольшим углом по горизонтали.
При этом можно наплавлять несколько слоёв. Техника газопламенной наплавки на сталь такая как и для чугуна. Если обрабатываемая деталь играет роль сильно изнашивающегося элемента сложных конструкций или механизмов, то применяется наплавка твёрдыми сплавами. Этот метод используется как для увеличения прочностных характеристик новых деталей (лопаток турбин, ножниц для резки металла, клапанов двигателей), так и для восстановления уже изношенных. В качестве твёрдых сплавов применяют стеллит и сормайт. При этом возможно получение плотной и ровной поверхности без значительного перемешивания с материалом детали. Недостаток метода - небольшая производительность и невозможность наплавки на детали большой толщины.
При газопламенной наплавке легче регулировать степень нагрева основного и присадочного металла благодаря их раздельному нагреву. Газокислородное пламя также защищает наплавленный металл от окисления и испарения элементов, входящих в состав наплавляемого металла. Недостатком газопламенной наплавки является более низкая производительность по сравнению с дуговой и увеличенная зона нагрева основного металла, что может привести к возникновению остаточных напряжений и деформаций в деталях. При газопламенной наплавке на нагретую поверхность направляют пламя, но не доводят основной металл до расплавления. Затем дают присадку и наплавляют металл, добиваясь его растекания по нагретой поверхности. Для очистки наплавляемой поверхности от окислов применяют флюсы.

Рис. 2. Установка УГПЛ: 1-щит управления; 2-газопламенный напылитель; 3-порошковый питатель; 4-редукторы
Применение порошкообразных флюсов
Флюсами в виде порошков обрабатывают наплавляемую поверхность, что создает условия для защиты ванны. При использовании порошкообразны флюсов не следует применять латунь с содержанием кремния более 0,3 %, так как образовываются хрупкие прослойки, снижающие прочность сцепления. Поэтому для наплавки чаще всего используют низкокремнистые латуни (ЛК-62-02 и др.). Перед наплавкой поверхность готовят, зачищают до металлического блеска, выполняют предварительный подогрев и после этого покрывают порошком флюса и приступают к наплавке. Сварочное пламя используют с небольшим избытком кислорода.
Домашнее задание
1. Применение г азопламенной наплавки?
2. Назовите основные плюсы газопламенной наплавки?
3. Назовите материалы для газпламенной наплавки?