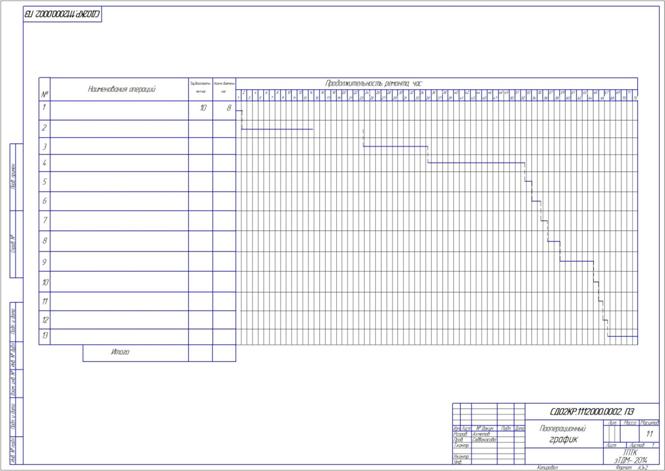
Важнейшими элементами рациональной организации труда являются разработка технологии ремонта и нормирование длительности ремонтных работ. Все эти данные могут быть объединены в пооперационном графике. Его содержание сводится к следующему:
1) определение конкретного содержания и последовательности выполнения всех ремонтных операций по данному объекту;
2) установление нормативной продолжительности каждой ремонтной операции, количества и квалификации рабочих, выполняющих операцию;
3) разработка графика выполнения всех ремонтных операций с целью скоростного и качественного выполнения всего ремонта.
Разработка технологического процесса ремонта и составление пооперационного графика требуют предварительного определения:
1) операций, необходимых для выполнения данной работы и их рациональной последовательности;
2) специальности, разряда и количества рабочих, необходимых для выполнения каждой операции;
3) продолжительности каждой операции;
4) общего количества рабочих, принимающих участие в ремонте данного механизма или узла;
5) операций, которые возможно и целесообразно выполнять одновременно (параллельно).
В процессе разработки пооперационного графика следует обращать особое внимание на выявление и устранение причин, вызывающих существенные простои ремонтных рабочих.
При составлении пооперационного графика следует обеспечить полную загрузку участников ремонта. В необходимых случаях следует предусматривать переход рабочих, окончивших выполнение данной операции, на другую операцию, то есть присоединение высвободившихся рабочих к звену рабочих, выполняющих трудоемкую операцию.

Определяем среднее число рабочих на каждую опреацию:
К= Трем/n
где, Трем – трудоемкость ремонта, чел.час
n – количество часов
К – средний количество рабочих
Краб.= 582/72= 8,08
Таблица 1. Трудозатраты на проведение капитального ремонта станка
| п/п № | Наименование работ | Нормы времени, чел·час |
| 1. | Осмотр и прием станка в ремонт | |
| 2. | Разборка станка на узлы | |
| 3. | Разборка узлов | |
| 4. | Разборка механизма переключения скоростей | |
| 5. | Разборка коробки скоростей | 3,5 |
| 6. | Разборка механизма переключения передач | |
| 7. | Разборка скоростей главного привода | 6,71 |
| 8. | Разборка коробки подач | 5,11 |
| 9. | Разборка консоли станка | 16,47 |
| 10. | Разборка стола и салазок | 12,57 |
| 11. | Ремонт станины | 10,75 |
| 12. | Ремонт корпуса консоли | 43,36 |
| 13. | Ремонт стола | 36,04 |
| 14. | Сборка консоли | 38,53 |
| 15. | Сборка стола и салазок | 13,2 |
| 16. | Окраска узлов на три раза | |
| 17. | Общая сборка станка | 78,46 |
| 18. | Обкатка и испытание станка | 46,8 |
| 19. | Сдача отремонтированного станка | 6,0 |
| ИТОГО: |
Продолжительность выполнения 1 операций 10/8,08=1,24 час
Продолжительность выполнения 2 операций 22/8,08=2,72 час
Продолжительность выполнения 3 операций 65/8,08=8,04 час
Продолжительность выполнения 4 операций 2/8,08=0,25 час
Продолжительность выполнения 5 операций 3,5/8,08=0,43 час
Продолжительность выполнения 6 операций 105/8,08=13,0 час
Продолжительность выполнения 7 операций 6,71/8,08=0,83 час
Продолжительность выполнения 8 операций 5,11/8,08=2,04 час
Продолжительность выполнения 9 операций 16,47/8,08=1,56 час
Продолжительность выполнения 10 операций 12,57/8,08=1,33 час
Продолжительность выполнения 11 операций 10,75/8,08=5,37 час
Продолжительность выполнения 12 операций 43,36/8,08=5,37 час
Продолжительность выполнения 13 операций 36,04/8,08=4,46 час
.
.
.
 = 72 часа
= 72 часа