Расчет параметров автоматических складов
При проектировании АС необходимо рассчитать основные параметры склада.
1. Годовая производительность, т/год\
 ,
,
где Фг= 2000 ч — годовой фонд времени при односменном режиме;
т — масса единичного груза, т;
 — коэффициент использования АС;
— коэффициент использования АС;
Ти — время цикла переработки единичного груза:
Тц=t3 + 2(tп 3 + tп к +tп м) + tу,
где t3 — время захвата груза;
tп з — время перемещения захвата;
tnK — время перемещения каретки с захватом;
tnM — время перемещения моста (или колонны) штабелера;
tу — время установки груза.
2. Емкость АС определяется числом ячеек пя стеллажа:
 ,
,
где Фмст — месячный фонд времени одного станка;
nст — число станков на участке;
tоб — средняя трудоемкость обработки одной заготовки;
Nзм — число заготовок в объеме месячной программы.
3. Оптимальный размер партии заготовок для хранения в АС.
Размер партии т оп находим из условия минимизации годовых затрат на хранение и доставку заготовок на производственный участок и их обработку (рис. 4.13):
 ,
,
где NГ _ годовая потребность в заготовках;
Зоб — затраты на доставку и обработку т заготовок;
3н.п — затраты на хранение одной заготовки (затраты незавершенного производства).
Среднее число заготовок для хранения на складе равно mср = т/2.
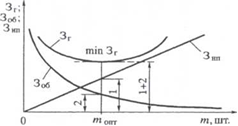
Рис. 4.13 Характер изменения годовых затрат Зг от размера партии заготовок, хранящихся в АС
Возьмем производную от Зг по т и приравняем ее к нулю:
откуда
с учетом, что  .
.
4.Число роботов-штабелеров АС.
Число обслуживающих штабелеров в АС определяют аналогично числу инструментальных манипуляторов в СИО, т. е. по коэффициенту загрузки:
 ,
,
где То6 =  — суммарное время обслуживания штабелером станков участка, ч;
— суммарное время обслуживания штабелером станков участка, ч;
Фм шт— месячный фонд времени штабелера, ч;
t Н С— среднее время передачи заготовки с накопителя (АС) на станок;
nн.с—число перемещений транспортного робота между накопителем и станками.
Если k3≥ 1, то необходимо брать два штабелера.
4. Суммарное время простоя штабелера:

Управление запасами в АС
Для управления запасами в АС используются в основном два режима:
- без резерва заготовок (Δт = 0);
- с резервом заготовок (Δт > 0).
Во втором случае, кроме фиксированной партии заготовок m ф, в АС хранится буферный запас заготовок Δт.
Как было показано выше, при равномерном потреблении заготовок с постоянной скоростью v = т ф /Т среднюю величину партии хранения можно принять равной тср=т ф /2.
Режимы управления запасами в АС хорошо интерпретируются графиками работы АС, представленными на рис. 4.14.

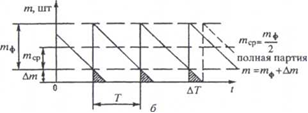
Рис. 4.14. Графики режима работы АС: а — без резерва (Д/и = 0); б — с резервом (Д/я > 0)
При работе АС в режиме без резерва в конце периода Т на склад необходимо оперативно доставить очередную партию заготовок в объеме т ф. Любая задержка с доставкой новой партии заготовок будет вызывать простои станков обрабатывающего комплекса (или участка).
Режим работы АС с резервом учитывает стохастический (вероятностный) характер потребления заготовок производственным участком. Это более реальная схема для случая неидеальной организации труда на производстве.