Контрольная работа по метрологии
Вариант 24
Задача 1
Роликовый подшипник, внутренний диаметр которого равен 75 мм, заднего моста автомобиля ЗИЛ-130 класса точности 0 соединяется с шейкой чашки дифференциала, поле допуска которой m6.
Определить:
1. Систему данного соединения.
2. Верхние и нижние отклонения посадочного внутреннего диаметра подшипника и диаметра вала.
3. Предельные размеры посадочных диаметров подшипника и вала.
4. Допуски на изготовление внутреннего диаметра подшипника и вала (сначала подсчитать через их предельные размеры, а затем проверить через отклонения).
5. Предельные натяги или зазоры данного соединения.
6. Допуск посадки (сначала подсчитать через натяги или зазоры, а затем проверить через допуски на изготовление подшипника и шейки вала).
Выполнить графическое изображение полей допуска данного соединения в масштабе 1:1000, на котором показать их отклонения, предельные размеры и величины натяга или зазора.
Решение:
1. Данное соединение выполнено в системе отверстия, при этом отверстием является внутреннее кольцо подшипника, а валом – шейка чашки дифференциала заднего моста.
2. В соответствии с ГОСТ 3325-85 для подшипников класса точности 0 в основных типах соединений в системе отверстия применяется посадка L0/m6. При этом предельные отклонения отверстия и вала номинальным диаметром свыше 50 мм до 80 мм составляют:
| Отверстие, мкм | Вал,мкм | ||
| Верхнее отклонение, ES | Нижнее отклонение, EI | Верхнее отклонение, es | Нижнее отклонение, ei |
| -15 | +45 | +11 |
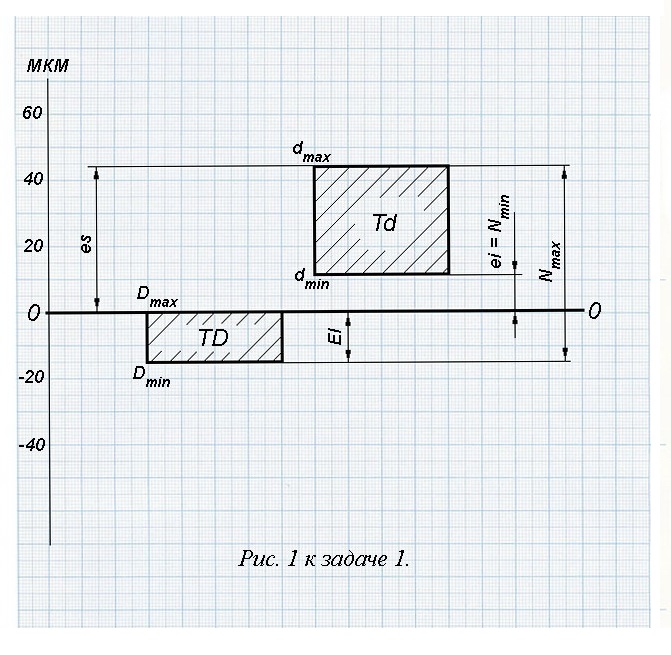
3. Исходя из величины предельных отклонений для отверстия и вала, определяем предельные размеры посадочных диаметров:
Dmax = Dn = 75 мм;
Dmin = Dn + EI = 75 + (- 0,015) = 74,985 мм;
dmax = dn + es = 75 + 0,045 = 75,045 мм;
dmin = dn – ei = 75 + 0,011 = 75,011 мм.
4. Определяем допуски через предельные размеры:
- на изготовление внутреннего диаметра подшипника:
TD = Dmax – Dmin = 75,0 – 74,985 = 0,015 мм = 15 мкм;
- на изготовление вала:
Td = dmax – dmin = 75,045 – 75,011 = 0,034 мм = 34 мкм.
Проверяем допуски на изготовление внутреннего диаметра подшипника и вала через предельные отклонения:
TD =ES – EI = 0 – (-0,015) = 0,015 мм = 15 мкм;
Td =es – ei = 0,045 – 0,011 = 0,034 мм = 34 мкм.
Результат проверочного расчета совпадает с предыдущим результатом, значит, расчет выполнен правильно.
5. Определяем предельные натяги или зазоры соединения.
Smax = Dmax – dmin = 75 – 75,011 = - 0,011 мм = -11 мкм.
Поскольку значение максимального зазора получилось отрицательным, следовательно, в посадке присутствует гарантированный натяг:
Nmin = dmin – Dmax = 75,011- 75,0 = 0,011 мм = 11мкм;
Nmax = dmax – Dmin = 75,045 – 74,985 = 0,060 мм = 60 мкм.
6. Определяем допуск посадки, который для данного соединения равен допуску натяга или разности максимального или минимального натягов:
ТП = Nmax – Nmin = 60 – 11 = 49 мкм = 0,049 мм.
Проверяем расчет через допуски на изготовление подшипника и шейки вала:
ТП = ТD + Тd = 15 + 34 = 49 мкм = 0,049 мм.
Результат проверочного расчета совпадает с предыдущим результатом, значит, расчет выполнен правильно.
7. По результатам расчетов выполняем графическое изображение полей допуска данного соединения в масштабе 1:1000, на котором показываем их отклонения, предельные размеры и величины натяга или зазора (см. рисунок 1 к задаче1).
Задача 2
Рычаг переключения передач автомобиля МАЗ-500А имеет резьбу М12×1,25-Н6/6g.
Требуется:
1. Определить по ГОСТу шаг резьбы, номинальные диаметры болта и гайки d, D, d1, D1, d2, D2.
2. Определить по ГОСТ 16093-81 предельные отклонения диаметров резьбы болта и гайки.
3. Дать полный расчет предельных диаметров резьбы болта и гайки.
4. Дать графическое изображение полей допусков данного резьбового соединения и подсчитать значения предельных зазоров, указав их на поле допусков.
Решение:
Параметры резьбы определяем в соответствии с ГОСТ 16093-81 (см. рис. 1).
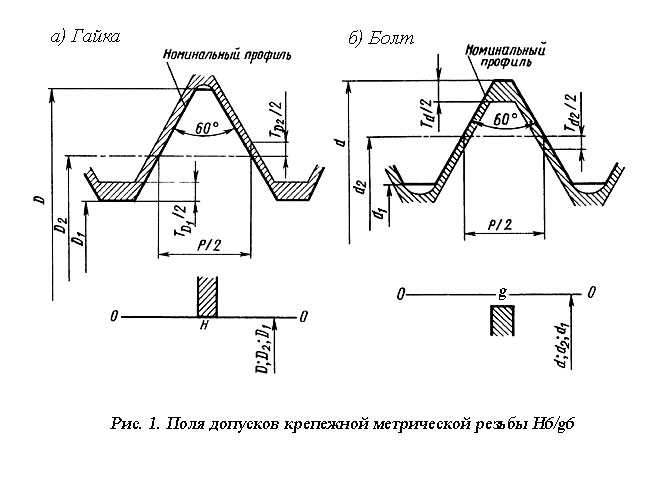
Условные обозначения параметров резьбового соединения в соответствии с ГОСТ 16093-81:
d - наружный диаметр наружной резьбы (болта);
d1 - внутренний диаметр наружной резьбы;
d2 - средний диаметр наружной резьбы;
D - наружный диаметр внутренней резьбы (гайки);
D1 - внутренний диаметр внутренней резьбы;
D2 - средний диаметр внутренней резьбы;
P - щаг резьбы;
Td; Td2; TD1; ТD2 - допуски диаметров d, d2, D1, D2;
es - верхнее отклонение диаметров наружной резьбы;
ES - верхнее отклонение диаметров внутренней резьбы;
ei - нижнее отклонение диаметров наружной резьбы;
EI - нижнее отклонение диаметров внутренней резьбы.
Исходя из условного обозначения заданной резьбы М12×1,25-Н6/6g можно определить ее номинальный диаметр, который указан после обозначения типа резьбы «М » - резьба метрическая: D = d = 12 мм.
Шаг резьбы Р указывается после обозначения номинального диаметра (если резьба мелкая) через знак умножения «×», и для заданной резьбы равен Р = 1,25 мм.
В соответствии с ГОСТ 24705-81 номинальные значения наружного, среднего и внутреннего диаметров резьбы М12×1,25 должны соответствовать следующим значениям:
Р = 1,25 мм;
d = D = 12,000 мм;
d2 = D2 = 11,188 мм;
d1 = D1 = 10,647 мм.
При изготовлении, как болт, так и гайка имеют какие-то погрешности шага резьбы и угла профиля, поэтому резьбовая пара свинчиваться не будет, если средний диаметр болта выполнен по наибольшему предельному размеру, а гайки по наименьшему, т.е. эти диаметры равны.
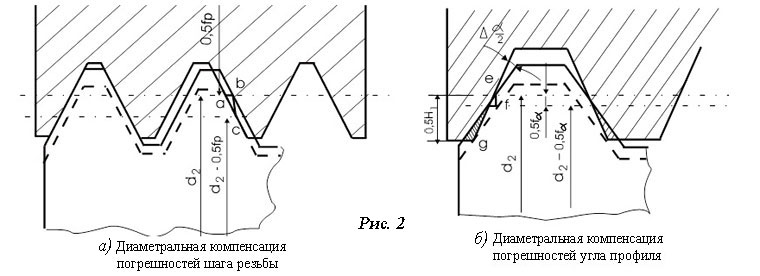
Чтобы не допустить подъема профиля резьбы болта выше номинального профиля гайки ниже номинального, необходимо произвести для болта некоторое искусственное занижение его, а для гайки - завышение. Эти занижение и завышение, так называемые диаметральные компенсации, призваны скомпенсировать отклонения половины угла профиля и шага.
Поэтому принято различать два понятия: собственно средний диаметр, т.е. диаметр без рассмотренных погрешностей, и приведенный средний диаметр, учитывающий отклонения (см. рисунки 2,а и 2,б).
Диаметральные компенсации получают, используя допуски на изготовление резьбы, которые рассчитываются по предельным отклонениям диаметров, устанавливаемым ГОСТ 16093-81.
Поле допуска для болта (наружная резьба) М12×1,25-6g определим по таблице 1 указанного ГОСТа.
Для номинальных диаметров свыше 11,2 до 22,4 мм предельные отклонения диаметров будут равны:
| d | d2 | d1 | |||
| es | ei | es | ei | es | ei |
| 1,25 | -28 | -240 | -28 | -160 | -28 |
Поле допуска для гайки (внутренняя резьба) М12×1,25-6H определим по таблице 2 ГОСТ 16093-81.
Для номинальных диаметров свыше 11,2 до 22,4 мм предельные отклонения диаметров будут равны:
| D | D2 | D1 | |||
| ES | EI | ES | EI | ES | EI |
| +180 | 0 | +265 | 0 | +28 | +252 |
В соответствии с размерами диаметров резьбового соединения и с учетом нормируемых стандартом допусков выполним расчет предельных диаметров резьбы болта и гайки, а также величины зазоров и натягов в соединении.
Для болта:
dmax = d + es = 12,000 + 0,00125 = 12,00125 мм;
dmin = d + ei = 12,000 + (-0,028) = 11,972 мм;
d2max = d2 + es2 = 11,188 + (-0,240) = 10,948 мм;
d2min = d2 + ei2 = 11,188 + (-0,028) = 11,160 мм;
d1max = d1 + es1 = 10,647 + (-0,160) = 10,487 мм;
d1min = d1 + ei1 = 10,647 + (-0,028) = 10,619 мм;
Для гайки:
Dmax = D + ES = 12,000 + 0,180 = 12,180 мм;
Dmin = D + EI = 12,000 + 0 = 12,000 мм;
D2max = D2 + ES2 = 11,188 + 0,265 = 11,453 мм;
D2min = D2 + EI2 = 11,188 + 0 = 11,188 мм;
D1max = D1 + ES1 = 10,647 + 0,028 = 10,675 мм;
D1min = D1 + EI1 = 10,647 + 0,252 = 10,899 мм.
Зазоры в резьбовом соединении определим исходя из величины предельных диаметров:
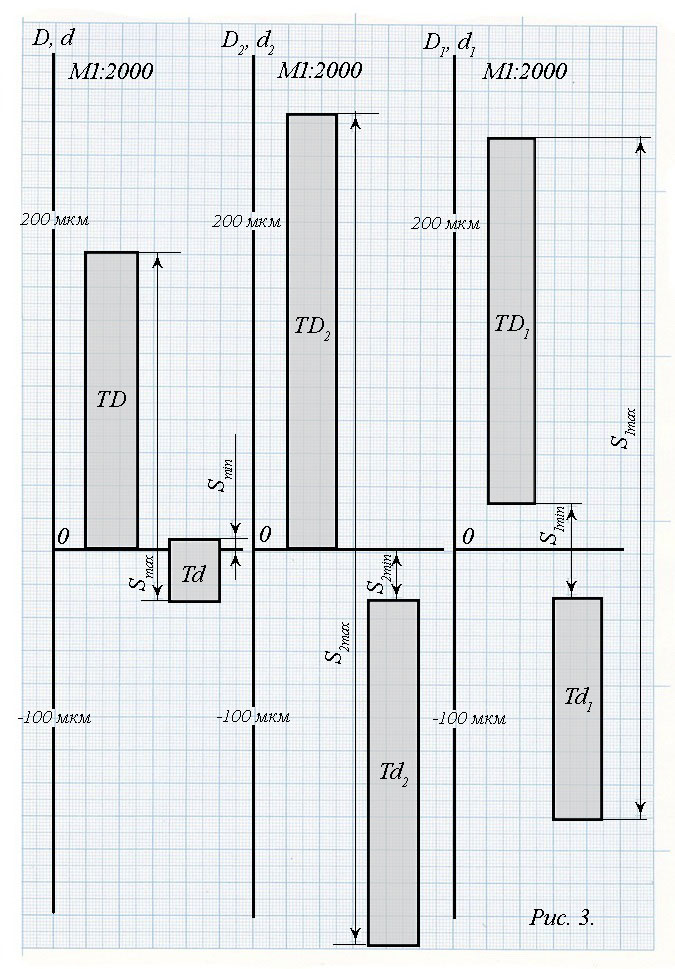
Smax = Dmax - dmin = 12,180 - 11,972 = 0,208 мм;
Smin = Dmin - dmax = 12,000 - 12,00125 = -0,00125 мм (натяг);
S2max = D2max - d2min = 11,453 - 11,160 = 0,293 мм;
S2min = D2min - d2max = 11,188 - 10,948 = 0,240 мм;
S1max = D1max – d1min = 10,675 - 10,619 = 0,056 мм;
S1min = D1min – d1max = 10,899 - 10,487 = 0,412 мм.
По результатам расчета резьбового соединения строим графическое изображение полей допусков (см. рисунок 3) в масштабе 1:2000, и указываем на полях допусков значения предельных зазоров в соединении.
Задача 3
Головка цилиндров двигателя автомобилей ГАЗ-53А соединяется с направляющей втулкой клапанов. Отверстие головки цилиндров имеет размер Ø17+0,027 мм, а наружный диаметр втулки клапана Ø17  мм.
мм.
Определить:
1. Принятую систему данного соединения.
2. Посадку, основные отклонения и квалитеты отверстия и вала.
3. Верхние и нижние отклонения отверстия и вала.
4. Предельные размеры отверстия и вала.
5. Допуски на изготовление отверстия и вала (сначала подсчитать через их предельные размеры, а затем проверить через отклонения).
6. Предельные натяги или предельные зазоры данного соединения.
7. Допуск посадки (сначала подсчитать через натяги или зазоры, а затем проверить через допуски на изготовление отверстия и вала).
Выполнить графическое изображение полей допусков данного соединения в масштабе 1:1000, на котором показать их отклонения, предельные размеры и величины натяга или зазора.
Решение:
1. Поскольку нижнее отклонение отверстия равно 0, данное соединение выполнено в системе отверстия.
2. Исходя из того, что предельные отклонения от номинала у отверстия по всему интервалу допуска меньше отклонений от номинала у вала, делаем вывод, что посадка выполнена с гарантированным натягом.
Основное отклонение отверстия ES = 0,027 мм = 27 мкм соответствует 8 квалитету для данного нормального размера (интервал от 10 до 18 мм). Следовательно, отверстие выполнено в квалитете IT8, и на чертеже должно обозначаться Ø17Н8, либо как в условии задачи - Ø17+0,027.
По таблице полей допусков определяем, что вал, имеющий номинальный диаметр d = 17 мм (интервал от 10 до 18 мм) и заданные отклонения, соответствует полю допуска u8, которое имеет отклонения 60 мкм и 33 мкм.
В данной задаче приведена прессовая посадка обозначаемая Ø17Н8/u8.
3. Определяем предельные отклонения отверстия и вала.
Предельные отклонения отверстия:
верхнее - ES = +0,027 мм;
нижнее - EI = 0 мм;
Предельные отклонения вала:
верхнее - es = +0,060 мм;
нижнее - ei = +0,033 мм.
4. Определяем предельные размеры отверстия и вала.
Предельные размеры отверстия:
Dmax = 17,027 мм;
Dmin = 17,0 мм.
Предельные размеры вала:
dmax = 17,060 мм;
dmin = 17,033 мм.
5. Определяем допуски на изготовление отверстия и вала (сначала через их предельные размеры, а затем проверяем через отклонения).
TD = Dmax - Dmin = 17,027 – 17,0 = 0,027 мм = 27 мкм;
Td = dmax - dmin = 17,060 – 17.033 = 0,027 мм = 27 мкм.
Выполняем проверочный расчет через отклонения:
TD = ES – EI = 0,027 – 0 = 0,027 мм = 27 мкм;
Td = es – ei = 0,060 – 0,033 = 0,027 мм = 27 мкм.
Результаты расчетов совпали.
6. Определяем предельные натяги или предельные зазоры заданного соединения.
Данная посадка выполнена с гарантированным натягом, значит, зазоров в соединении нет. Определяем предельные натяги:
Nmax = es – EI = 0,060 – 0 = 0,060 мм = 60 мкм;
Nmin = ei – ES = 0,033 – 0,027 = 0,006 мм = 6 мкм.
7. Определяем допуск посадки (сначала определяем допуск через натяги или зазоры, а затем проверяем через допуски на изготовление отверстия и вала).
Поскольку посадка выполнена с гарантированным натягом, можно записать:
ТП = ТN = Nmax – Nmin = 0,060 – 0,006 = 0,054 мм = 54 мкм.
Выполняем проверочный расчет через допуски отверстия и вала:
ТП = TD + Td = 0,027 + 0,027 = 0,054 мм = 54 мкм.
Результаты расчетов совпали.
8. По результатам расчетов выполняем графическое изображение полей допусков данного соединения в масштабе 1:1000, на котором показываем их отклонения, предельные размеры и величины натягов (см. рис. 1 к задаче 3).

Задача 4
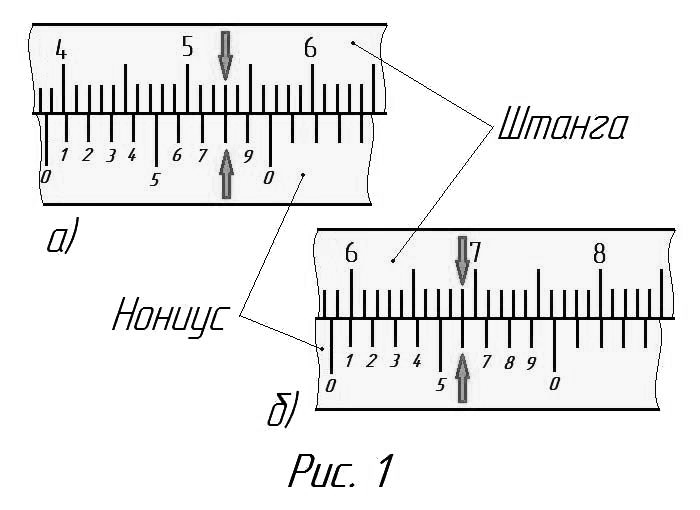
Определить размеры, показанные на двух рисунках штангенциркуля.
Требуется:
1. Указать метод (абсолютный или относительный) измерений размера детали штангенциркулем. Дать определение методу.
2. Выполнить расчет нониуса штангенциркуля при точности i = 0,1 мм и модуле φ = 2.
3. Указать пределы измерений всех выпускаемых штангенциркулей.
Решение:
1. Размеры деталей на рисунках, измеренные штангенциркулем:
а – 39,7 мм;
б – 61,4 мм.
2. Метод измерений. В данном случае измерение проводилось штангенциркулем, размер измерялся непосредственно с детали (или изделия), поэтому метод измерений является абсолютным.
Абсолютное измерение основано на прямых измерениях величины и/или использовании значения физической постоянной, например измерение размеров детали штангенциркулем или микрометром.
Относительное измерение основано на сравнении измеряемой величины с известным значением меры, например измерение отношения величины к одноименной величине, играющей роль единицы. Размер в этом случае определяется алгебраической суммой размера установленной меры и показаний прибора.
3. Выполнить расчет нониуса штангенциркуля при точности i = 0,1 мм и модуле
φ = 2.
Основной характеристикой при расчете нониуса является величины отсчета или точность нониуса i.
Сначала определяем число делений нониуса:
n = c/i = 1/0,1 = 10,
где c - интервал деления основной шкалы; с = 1 мм.
Интервал деления шкалы нониуса:
b = φc – i = 2×1 – 0,1 = 1,9,
где φ - модуль, натуральное число 1,2,3 …, служащее для увеличения интервала деления нониусной шкалы.
Определяем длину шкалы нониуса:
l = bn = (φc – i)n = 1,9×10 = 19 мм.
4. Указать пределы измерений всех выпускаемых штангенциркулей.
Штангенинструменты предназначены для определения абсолютных значений линейных размеров, а также для воспроизведения размеров деталей при разметке.
К штангенинструментам относятся:
· штангенциркули (рис.4.2,а);
· штангенглубинометры (рис.4.2, б);
· штангенрейсмусы (рис.4.2,в).
ГОСТ 166-73 предусматривается выпуск трех типов штангенциркулей: ШЦ-I с ценой деления 0,1мм; ШЦ-II с ценой деления 0,05мм и ШЦ-III с ценой деления 0,1мм и 0,05мм. Кроме того, на заводах используются ранее изготовленные штангенциркули с ценой деления 0,02 мм.
Основными частями штангенциркуля являются: шкала-линейка (штанга) с ценой деления 1 мм и перемещающаяся по линейке вспомогательная шкала-нониус. По нониусу отсчитывают десятые и сотые доли миллиметра. Наибольшее распространение получили нониусы с ценой деления 0,1, 0,05 и 0,02 мм.
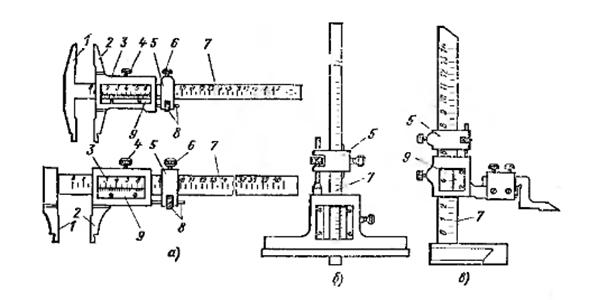
Рис. 4.2.
Для отсчета с помощью нониуса сначала определяется по основной шкале целое число миллиметров перед нулевым значением нониуса. Затем добавляют к нему целое значение долей по нониусу в соответствии с тем, какой штрих шкалы нониуса ближе к штриху основной шкалы (см. рисунок 4.1). Так, например, на рис. 4.1, а – измеряемый размер равен 39,7 мм; а на рис.4.1, б – 61,4 мм.
Общее устройство штангенинструментов:
На основной линейке 7 (см. рис. 4.2) с неподвижными губками 1 перемещается рамка 3, с подвижными измерительными губками 2.
На основной линейке нанесены деления в миллиметрах, а на подвижной рамке 3 установлен нониус 9.
Для плавного перемещения рамки 3 по шкале-линейке 7 предусмотрено микрометрическое устройство, состоящее из хомутика 5, зажима 6 и гайки микрометрической подачи 8. На подвижной рамке 3 установлен стопорный винт 4.
Наружные размеры можно измерять верхними и нижними губками. Для измерения внутренних размеров предназначены нижние губки, для разметки – верхние.
Задания
Ответить на вопросы:
Методы и средства контроля и измерения углов. Угловые меры.