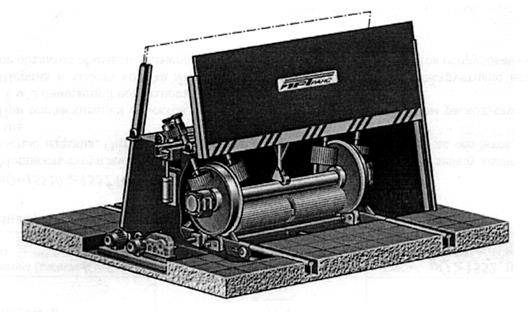
Машина проходного типа. Включает камеру очистки колесных пар, узлы верхних и нижних щеток, привод вращения колесной пары, привод подъема дверей, патрубок для отсоса пыли. Узел верхних щеток включает две пары вращающихся щеток, предназначенных для очистки дисков колес. Щетки прижимаются к поверхности дисков с помощью пневмоцилиндров.
Узел нижних щеток предназначен для очистки оси колесной пары. Он состоит из двух вращающихся щеток. Подвод щеток к оси и прижатие в процессе очистки обеспечивается пневмоцилиндром. Верхние и нижние щетки набираются из одинаковых серийно выпускаемых щеточных дисков диаметром 320 мм. Скорость вращения – 400 об/мин. Установленная электрическая мощность 13 кВт, габаритные размеры (Д х Ш х В) 1750х2950х2100 мм. Высота машины с поднятыми дверями 2780 мм. Масса машины – 2000 кг.
Шлифовальные силовые головки. Шлифование – технологический способ обработки металлов, позволяющий получать на деталях поверхности высокого качества с высокой точностью размеров.
При обработке торцов пружин применяется торцовое шлифование. При торцовом шлифовании абразивный круг вращается вокруг оси. Касание заготовки с кругом происходит не по линии, а по плоскости. При торцовом шлифовании применяются круги прямого профиля (ГОСТ 2424-83). Конструктивная схема силовой шлифовальной головки приведена на рис. 6.
Основные параметры шлифовальных кругов:
Наружный диаметр  , мм 200 250 300 400 500
, мм 200 250 300 400 500
Внутренний диаметр  , мм 32 76 127 203 203
, мм 32 76 127 203 203

Рис. 5. Конструктивная схема сверлильной (очистной) силовой головки с пневмогидравлическим приводом подачи и электрическим приводом главного движения:
1 - электродвигатель главного движения; 2 – зубчатая передача с цилиндрическими сменными колесами; 3 – телескопическая передача; 4 – гибкая диафрагма; 5 – воздухораспределитель; 6 – пиноль (поршень); 7 – патрон (механизм крепления инструмента); 8 – дроссель; A,D – масляные камеры; B,C – пневматические камеры
Принцип действия.
При подаче питания на электромагнит воздухораспределителя золотник изменяет свое положение и сжатый воздух из магистрали поступает в камеру C, а из камеры B выпускается в атмосферу. При этом пиноль 6 перемещается вниз, выдавливая масло из камеры D в камеру А. Одновременно с этим, включается электродвигатель главного движения 1, вращая сверло или щетку через телескопическую передачу 3. При отключении электромагнита воздухораспределителя под действием пружины золотник возвращается в исходное положение (как это показано на рис.). Сжатый воздух будет поступать из магистрали в камеру B, а из камеры C выпускаться в атмосферу. Пиноль возвращается в исходное положение так как сжатый воздух выдавливает через диафрагму 4 масло из камеры А в камеру D.
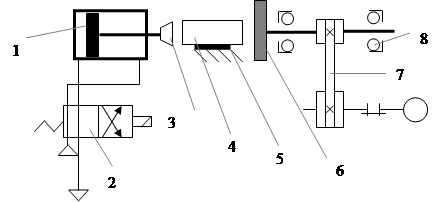 |
Рис. 6. Конструктивная схема шлифовальной силовой головки:
1 – пневмоцилиндр прижимного механизма; 2 - воздухораспределитель; 3 – нажимной конус; 4 – изделие (пружина); 5 – опорный стол; 6 – шлифовальный круг; 7 – электромеханический привод главного движения с клиноременной передачей; 8 – радиально-упорный подшипник
Окрасочные силовые головки. Для окраски изделий наиболее частоприменяют метод окунания, метод пневматического и безвоздушного распыления и др. Окраска окунанием осуществляется в ваннах, в которые последовательно окунаются изделия, перемещаемые либо подвесным конвейером, либо специальными промышленными роботами, автооператорами (манипуляторами). Время окраски составляет 1-2 мин. Время для стекания краски – 15-25 мин. Продолжительность сушки в камерах горячим воздухом составляет 100-150 мин.
Достаточно часто окраска окунанием осуществляется в окрасочных ваннах барабанного типа (см. [2, с. 42]). Продолжительность окраски определяется скоростью вращения барабана. Конструктивная схема силовой окрасочной головки барабанного типа приведена на рис. 7.
В качестве основного технологического оборудования при окраске распылением применяют промышленные роботы напольного типа с многозвенной рукой «Колер», «Контур», ПРК-20. При таком способе окраски необходимо предусматривать вращение объекта или механической руки промышленного робота. Скорость вращения объекта – 5-10 об/мин. Продолжительность окраски определяется отношением числа оборотов изделия к скорости его вращения. Например, при окраске пружин качественная окраска достигается при 2-5 оборотах изделия. Тогда время окраски может составить 0,2…1 мин.
Окраска изделий распылением осуществляется в камерах тупикового или проходного типов промышленными роботами (автооператорами) напольного типа, оснащенными пульверизаторами. При безвоздушном распылении краска подается к соплу краскораспылителя насосом под высоким давлением.
 |
Рис. 7. Силовая окрасочная головка барабанного типа:
1 – камера барабанного типа; 2 – барабан для окраски пружин (подача, окунание в краску и удаление);
3 – наклонный накопитель готовой продукции (осуществляется стекание краски); 4 – цепная передача с электроприводом; 5 – наклонный накопитель полуфабрикатов (загрузка пружин осуществляется под действием собственной силы тяжести)
Принцип действия:
С наклонного накопителя 3 пружины передаются в камеру для сушки с помощью механизмов подъема (механизмы подъема с пневмоприводом или электроприводом (передача винт-гайка), элеваторы). Сушильная камера представляет собой наклонный накопитель.
Число гнезд на барабане может изменяться от 4 до 8.
Конструктивные схемы автооператоров для окраски изделий (пружин) методом распыления приведены на рис. 8 и рис. 9. На рис. 8 приведена конструктивная схема автооператора на колонне. На рис. 9 приведены конструктивные схемы автооператоров подвесного (а) и настенного (б) типов.
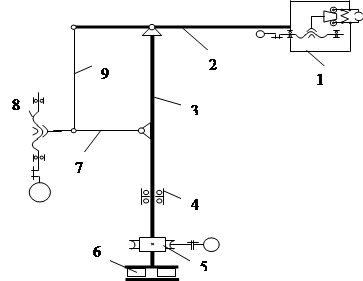 |
Рис. 8. Конструктивная схема автооператора на колонне:
1 – схват с электроприводом и передачей винт-гайка для удержания пульверизатора;
2 – звенья механической руки; 3 – колонна; 4 – подшипник качения радиально-упорный двусторонний; 5 – червячная передача с электроприводом для поворота руки вокруг вертикальной оси; 6 – подшипник качения роликовый упорный односторонний; 7 – рычаг;
8 – передача винт-гайка с электроприводом для наклона рычага и механической руки;
9 – тяга
а)

 б)
б)
 | |||
 |
Рис 9. Конструктивные схемы автооператоров подвесного и настенного типов:
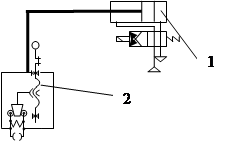
Рис. 9, а. Конструктивная схема автооператора подвесного типа:
1 – пневмопривод вертикального перемещения руки автооператора;
2- схват с электроприводом для удержания распылителя; 3- пружина; 4- опорный ролик-толкатель с пневмоприводом (пневмопривод не показан); 5 – приводной ролик с электроприводом (электропривод не показан)
Принцип действия: Пружины с наклонного накопителя подаются в зону окраски по скату и устанавливаются на роликовую опору. Осуществляется опускание руки. Включается механизм окраски. В процессе окраски пружина вращается. После окраски пружина выталкивается толкателем и передается в накопитель;
Рис. 9, б. Конструктивная схема автооператора настенного типа:
1 – пневмопривод руки автооператора для её горизонтального перемещения; 2 – схват с электроприводом для удержания распылителя; 3 – наклонная поверхность;4 – пружина; 5 – фиксатор с электромагнитным приводом для удержания пружины на первой позиции окраски; 6 – фиксатор с электромагнитным приводом для удержания пружины на второй позиции окраски (окраска нижней поверхности)
Принцип действия: Пружины с накопителя под действием собственной силы тяжести по скату подаются на первую позицию окраски. Включается распылитель и осуществляется окраска верхней части пружины. Фиксатор первый опускается, и пружина передается на вторую позицию. С помощью пневмопривода окрасочная головка перемещается в зону второй позиции и осуществляет окраску другой части пружины. Второй фиксатор после окраски опускается, и пружина под действием собственной силы тяжести перемещается в накопитель. Окрасочная головка возвращается в исходное положение.