Перед тем как поместить заготовки свариваемых элементов в диффузионную установку, их подвергают предварительной обработке. Основная цель обработки контактирующих частей заготовок направлена на получение более гладких, ровных и однородных поверхностей, а также удаление из зоны соединения невидимых маслянистых образований и грязи. Обработка заготовок бывает: химической; механической; электролитической.
Пленки окислов, как правило, не влияют на процесс диффузии, так как они самоликвидируются в процессе нагревания в вакуумной среде. Когда диффузионная сварка протекает недостаточно эффективно между веществами, у которых неодинаковый температурный коэффициент расширения, либо образуется хрупкий шов, используют так называемые буферные прокладки. Ими может служить фольга различных металлов. Так, медная фольга применяется при диффузионной сварке заготовок из кварца. 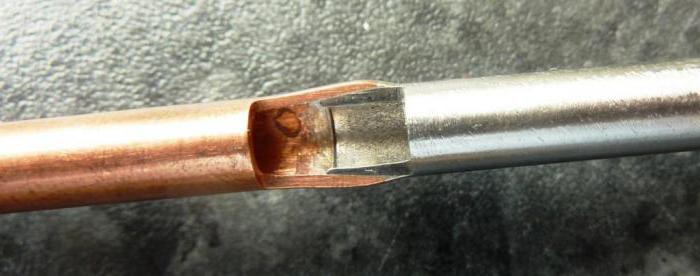
Характеристики получаемых соединений В отличие от традиционных способов сварки расплавлением, где к основному металлу вводится дополнительный металл в шве, диффузионная сварка позволяет получить однородный шов без серьезных изменений в физико-механическом составе места соединения. Готовый стык обладает следующими показателями: наличие сплошного шва без пор и образований раковин; отсутствие окисных включений в соединении; стабильность механических свойств.
 Благодаря тому что диффузия - это естественный процесс проникновения одного вещества в другое, в зоне соприкосновения не нарушается кристаллическая решетка материалов, а следовательно, отсутствует хрупкость шва.
Благодаря тому что диффузия - это естественный процесс проникновения одного вещества в другое, в зоне соприкосновения не нарушается кристаллическая решетка материалов, а следовательно, отсутствует хрупкость шва.
Соединение деталей из титана
 Диффузионная сварка титана и его сплавов характеризуется получением качественного соединения при высокой экономической эффективности. Она широко применима в медицине для изготовления деталей протезов, а также в других областях. Детали подвергают нагреву до температур на 50º – 100º ниже, чем температура, при которой происходит полиморфное превращение. При этом на материалы оказывают небольшое давление в 0,05–0,15 кгс/мм². Химический состав титанового сплава не влияет на крепость соединения элементов таким способом сварки.
Диффузионная сварка титана и его сплавов характеризуется получением качественного соединения при высокой экономической эффективности. Она широко применима в медицине для изготовления деталей протезов, а также в других областях. Детали подвергают нагреву до температур на 50º – 100º ниже, чем температура, при которой происходит полиморфное превращение. При этом на материалы оказывают небольшое давление в 0,05–0,15 кгс/мм². Химический состав титанового сплава не влияет на крепость соединения элементов таким способом сварки.
Преимущества метода
При диффузионной сварке возможно:
· соединять однородные и неоднородные твердые вещества;
· избегать деформации деталей;
· не использовать расходники в виде припоев и флюсов;
· получать безотходное производство;
· не применять сложные системы приточно-вытяжной вентиляции, так как в процессе не образуется вредных паров;
· получать любую площадь зоны контактного соединения, ограниченную только возможностью оборудования;
· обеспечить надежный электрический контакт.
Недостатки технологии
Диффузионная сварка является сложным технологическим процессом, к ее основным недостаткам можно отнести:
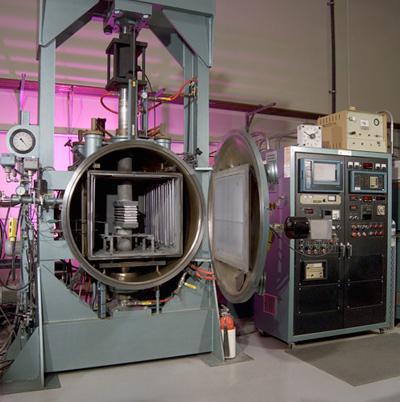
· необходимость применения специфического дорогостоящего оборудования;
· потребность в наличии производственных площадей, установка имеет немалые габариты;
· требование иметь специальные знания, навыки и понимание процесса работы;
· затраты времени на тщательную предварительную обработку заготовок;
· содержание вакуумной установки в предельной чистоте, иначе невидимая пыль может оседать на свариваемых элементах и приводить к браку соединения;
· трудность проверки качества шва без необходимости его разрушения.
 Учитывая все это, а также специфику использования вакуумных установок, диффузионная сварка востребована только в условиях предприятий, а не частного использования.
Учитывая все это, а также специфику использования вакуумных установок, диффузионная сварка востребована только в условиях предприятий, а не частного использования.