| Наименование узла вагона | Время обмывки, мин | Условие |
| Кузов грузового вагона (контейнер) | 
|  , Вт* , Вт*
|
| Тележка | 
|  , Вт , Вт
|
| Колесная пара | 
|  , Вт , Вт
|
| Корпус буксы | 
|  , Вт , Вт
|
| Роликовый подшипник | 
|  , Вт , Вт
|
| Соединительная балка |
| , Вт
|
| Детали вагона (кассета с деталями) | 
|  , Вт , Вт
|
* Знак равно принимается для ручного управления, когда  .
.
 требуемая для данного узла мощность ПРИ РАЗЛИЧНЫХ ВИДАХ УПРАВЛЕНИЯ, Вт.
требуемая для данного узла мощность ПРИ РАЗЛИЧНЫХ ВИДАХ УПРАВЛЕНИЯ, Вт.
Пример. Обмывается тележка. Согласно табл. параметр  =249000; мощность
=249000; мощность  =16600 Вт для ручного управления. При полуавтоматическом и автоматическом управлении мощность должна быть больше. Примем для полуавтоматического управления = 18000 Вт, а для автоматического – =20000 Вт.
=16600 Вт для ручного управления. При полуавтоматическом и автоматическом управлении мощность должна быть больше. Примем для полуавтоматического управления = 18000 Вт, а для автоматического – =20000 Вт.
Тогда длительность цикла обмывки составит:
Ручное управление:  =903,24 с.;
=903,24 с.;
Полуавтоматическое управление:  = 831,73 с.;
= 831,73 с.;
Автоматическое управление:  = 747,24 с.
= 747,24 с.
16. Стоимость гидросистемы (моечной силовой головки в одной камере).
Стоимость моечной силовой головки (для одной камеры) определяется по формуле для всех вариантов машины и всех видов управления:
 ,
,
где  мощность силовой головки, кВт;
мощность силовой головки, кВт;
 мощность электродвигателя насоса, кВт;
мощность электродвигателя насоса, кВт;
 коэффициент коррекции.
коэффициент коррекции.
Коэффициент коррекции  определяется в зависимости от средней звенности варианта машины (см. табл. 1):
определяется в зависимости от средней звенности варианта машины (см. табл. 1):
для средней звенности  <4:
<4:
 ;
;
Для средней звенности >=4:
 .
.
17. Объем бака, м3
 .
.
18. По результатам расчетов подбирается тип насоса и электродвигателя, используя данные приложений 4 и 5 [2].

2. Расчет сверлильных силовых головок:
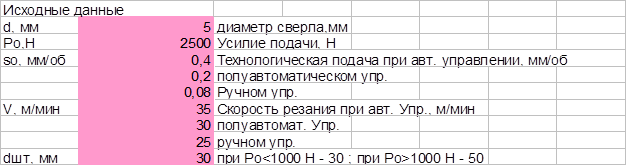
При расчете параметров сверлильных силовых головок с пневмогидравлическим приводом подачи задаются следующими характеристиками, приведенными в табл. 3.
Таблица 3
| d, мм | Po, Н | sо,мм/об | V, м/мин |  ,
мм ,
мм
| p, Па |  , кг/м3 , кг/м3
| l, мм |  , мм , мм
| 
|
| 0,4 | 0,5 |
В табл. 3 приняты следующие обозначения:
 диаметр сверла (5…50) мм;
диаметр сверла (5…50) мм;
 допустимое осевое усилие по прочности сверла (500…7500),Н;
допустимое осевое усилие по прочности сверла (500…7500),Н;
 технологическая подача и
технологическая подача и  скорость резания:
скорость резания:
Сверлильная головка Очистная головка
 , для автоматического управления 0,3…0,5, мм/об; 0,9…0,15, мм/об
, для автоматического управления 0,3…0,5, мм/об; 0,9…0,15, мм/об
 , для автоматического управления 50…18, м/мин; 500…180, м/мин
, для автоматического управления 50…18, м/мин; 500…180, м/мин
, для полуавтоматического управления 0,12…0,25, мм/об; 0,36…0,75, мм/об
, для полуавтоматического управления 50…18, м/мин; 500…180, м/мин
, для ручного управления 0,05…0,1, мм/об; 0,15…0,3, мм/об
, для ручного управления 50…18, м/мин; 500…180, м/мин
 диаметр штока (20…80), мм;
диаметр штока (20…80), мм;
 давление сжатого воздуха (4.105) или масла (63…100.105), Па;
давление сжатого воздуха (4.105) или масла (63…100.105), Па;
 плотность масла (800…900), кг/м3;
плотность масла (800…900), кг/м3;
 глубина сверления (
глубина сверления ( или глубина очистки корпуса буксы (
или глубина очистки корпуса буксы ( ), мм;
), мм;
 расстояние от детали до сверла (щетки) в начальном положении (20..40), мм;
расстояние от детали до сверла (щетки) в начальном положении (20..40), мм;
 коэффициент расхода жидкости через отверстие,
коэффициент расхода жидкости через отверстие,  $
$
Алгоритм расчета:
Определяем:
1. Диаметр пиноли из условий прочности сверла, м
 ;
;
Для других приводов подачи сверла или щетки (например, передачи винт-гайка) осевое усилие  не должно превышать 4000 Н.
не должно превышать 4000 Н.
2. Частоту вращения сверла, об/мин
 ;
;
3. Секундную подачу, м/с
 ;
;
4. Площадь сечения дросселя (для других типов приводов подачи, кроме гидравлического) этот пункт опускается, м2
 ;
;
5. Крутящий момент, Н.м
 ;
;
6.Мощность электродвигателя главного движения, кВт
 ,
,
где  кпд передачи: кпд передачи: зубчатой 0,95; ременной 0,94; червячной 0,7…0,9; цепной 0,96; редуктора 0,92-0,97.
кпд передачи: кпд передачи: зубчатой 0,95; ременной 0,94; червячной 0,7…0,9; цепной 0,96; редуктора 0,92-0,97.
7. Длительность обработки для соответствующего вида управления, с
 .
.
8. Длительность цикла работы силовой головки, с
Ручное управление:  ;
;
Полуавтоматическое:  ;
;
Автоматическое:  .
.
9. Стоимость сверлильной силовой головки.
Стоимость сверлильной силовой головки определяется по формуле:
 ,
,
где  мощность силовой головки, кВт;
мощность силовой головки, кВт;
мощность электродвигателя главного движения, кВт;
 коэффициент коррекции.
коэффициент коррекции.
Коэффициент коррекции  определяется в зависимости от средней звенности варианта машины (см. табл. 1):
определяется в зависимости от средней звенности варианта машины (см. табл. 1):
для средней звенности <4:
 ;
;
Для средней звенности >=4:
 .
.