Для оценки некоторого показателя качества по накопленным за некоторый период (смена, сутки, месяц) данным, которые называются выборкой, строится гистограмма. По гистограмме можно наглядно увидеть и оценить эффективность технологического процесса и выявить долю брака (в процентах) за указанный период.
Чем больше объем выборки значений показателя Y, тем ближе гистограмма к кривой плотности распределения показателя и тем надежнее получаемые с ее помощью оценки.
Построенные по данным, накопленным за некоторый период времени, гистограммы показателей качества продукции позволяют сопоставить полученные результаты с имеющимися директивными установками.
Сравнение гистограмм, построенных за последовательные периоды времени, позволяет сделать заключения об изменениях условий технологического процесса и привлечь дополнительную информацию для выявления причин этих изменений. Устойчивый характер гистограмм дает возможность прогнозировать ожидаемое распределение значений соответствующих показателей (при сохранении условий технологического процесса).
Данная задача весьма актуальна для промышленных предприятий.
При построении гистограммы для определения вида закона распределения выполняют следующие действия:
a) В выборке определяют число данных, отыскивают наименьшее (Xmin) и наибольшее (Xmax) значения параметра.
b) По полученной выборке строят вариационный ряд, т.е. преобразуют данные в порядке неубывания {Xi}.
c) Определяют число интервалов группирования по формуле
k = 1 + 3,32  lg(N).
lg(N).
d) Вычисляют ширину интервала группирования по формуле (1):
 (1)
(1)
где R =Xmax – Xmin - размах.
a) Разбивают вариационный ряд на интервалы и определяютnj – число значений Х из вариационного ряда, попавших в j–ый интервал группирования (частота попадания). Если какое-либо значение попадает на границу двух интервалов, то к числу данных, попавших в каждый из интервалов, примыкающих к границе, добавляется ½. Суммарная частота попадания должна быть равна 1.
e) Строят гистограмму для данной выборки, по оси абсцисс откладывают величины границ интервалов группирования, а по оси ординат - частоту попадания измеренной величины хiв j-ый интервал.
f) По гистограмме определяютвид закона распределения.
Пример 1.
Пусть имеем выборку из N=500 значений случайной величины X.
a) По полученной выборке построим вариационный ряд, т.е. преобразуем данные в порядке неубывания {Xi}.
b) Определим число интервалов группирования по формуле
k = 1 + 3,32 lg(500) ≈ 10.
c) Вычислим ширину интервала группирования по формуле (1):  , где R =Xmax – Xmin = 14,732-(-12,141)=26,873 - размах.
, где R =Xmax – Xmin = 14,732-(-12,141)=26,873 - размах.
d) Разбиваем вариационный ряд на интервалы: 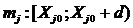
m1: [-12,141; -9,4537); m6: [1,2955; 3,9828);
m2: [-9,4537; -6,7664); m7: [3,9828; 6,6701);
m3: [-6,7664; -4,0791); m8: [6,6701; 9,3574);
m4: [-4,0791; -1,3918); m9: [9,3574; 12,0447);
m5: [-1,3918; 1,2955); m10: [12,0447; 14,732].
e) Определяем nj – число значений Х из вариационного ряда, попавших в j–ый интервал группирования.
n1 = 6; n6 = 100;
n2 = 15; n7 = 89;
n3 = 41; n8 = 58;
n4 = 63; n9 = 25;
n5 = 97; n10 = 6.
f) Строим гистограмму для данной выборки.
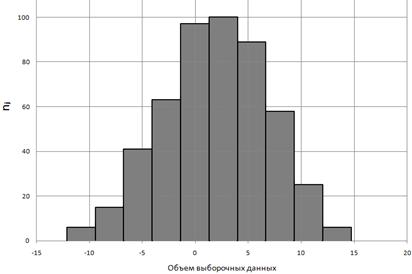
Рисунок 1 – Гистограмма
По построенной гистограмме можно сказать, что распределение близко к нормальному.
В случае, если требуется определить качество технологического процесса, то используют иной алгоритм построения гистограммы.
b) В выборке определяют число данных, отыскивают наименьшее (Xmin) и наибольшее (Xmax) значения параметра.
c) По полученной выборке строят вариационный ряд, т.е. преобразуют данные в порядке неубывания {Xi}.
d) Число интервалов группирования и их ширина определяется из условий технологического регламента или требований к качеству продукции.
e) Определяютnj – число значений Х из вариационного ряда, попавших в каждый интервал группирования (частота попадания). Если какое-либо значение попадает на границу двух интервалов, то к числу данных, попавших в каждый из интервалов, примыкающих к границе, добавляется ½. Суммарная частота попадания должна быть равна 1.
f) Строят гистограмму для данной выборки, по оси абсцисс откладывают величины границ интервалов группирования, а по оси ординат - частоту попадания измеренной величины хiв каждый интервал.
g) По гистограмме определяюткачество технологического процесса.
Пример 2.
Исходные данные:
1. Выборка показателя качества: сопротивление продавливанию, кПа:
390, 370, 375, 480, 300, 480, 495, 510, 550, 520,
600, 630, 350, 610, 600, 615, 605, 590, 570, 650
2. Требования к качеству продукции, приведенные в таблице 1.
3. Установка для производства картона: выпуск марки К-1 не менее 80%, брак – не более 2%.
Таблица 1
Требования к качеству продукции
| Наименование показателя | Марки картона массой 200 г/м2 | ||||
| К-1 | К-2 | К-3 | К-4 | Брак | |
| Сопротивление продавливанию, кПа | Не менее 590 | Не менее 490 | Не менее 390 | Не менее 345 | Менее 345 |
Расчет и построение графика можно выполнить в табличном редакторе MicrosoftExcel (таблица 2, рисунок 2).
Таблица 2
Результаты обработки данных для показателя сопротивление продавливанию
| № интервала | Марка продукции | Нижняя граница | Верхняя граница | Количество точек | Частота попадания | Процент выпуска продукции |
| брак | 0,05 | |||||
| К-4 | 3,5 | 0,175 | 17,5 | |||
| К-3 | 2,5 | 0,125 | 12,5 | |||
| К-2 | 5,5 | 0,275 | 27,5 | |||
| К-1 | 7,5 | 0,375 | 37,5 | |||
Рисунок 2 – Гистограмма для оценки качества продукции
Выводы: из данных таблицы 2 видно, что установка для производства картона не выполняется – выпускмарки К-1 составляет 37,5%, а брак – 5%. Качество технологического процесса является неудовлетворительным.
Задание.
Дана выборка значений показателя качества готовой продукции, требования ГОСТ, в соответствии с которыми продукции присваивается определенная марка, и условия, предъявляемые к объемам производства продукции каждой марки. Требуется построить гистограмму для оценки качества технологического процесса.
В таблицах 3-13 представлены значения показателя качества картона (сопротивление продавливанию, кПа), в таблице 14 – требования к этому показателю.
Установку для производства картона приять такую же, как в примере 2.
Вариант 0.
Таблица 3
Экспериментальные данные
| № пп | ||||||||||||||
| Значение | ||||||||||||||
| № пп | ||||||||||||||
| Значение | ||||||||||||||
| № пп | ||||||||||||||
| Значение |
Вариант 1.
Таблица 4
Экспериментальные данные
| № пп | ||||||||||||||
| Значение | ||||||||||||||
| № пп | ||||||||||||||
| Значение | ||||||||||||||
| № пп | ||||||||||||||
| Значение |
Вариант 2.
Таблица 5
Экспериментальные данные
| № пп | ||||||||||||||
| Значение | ||||||||||||||
| № пп | ||||||||||||||
| Значение | ||||||||||||||
| № пп | ||||||||||||||
| Значение |
Вариант 3.
Таблица 6
Экспериментальные данные
| № пп | ||||||||||||||
| Значение | ||||||||||||||
| № пп | ||||||||||||||
| Значение | ||||||||||||||
| № пп | ||||||||||||||
| Значение |
Вариант 4.
Таблица 7
Экспериментальные данные
| № пп | ||||||||||||||
| Значение | ||||||||||||||
| № пп | ||||||||||||||
| Значение | ||||||||||||||
| № пп | ||||||||||||||
| Значение |
Вариант 5.
Таблица 8
Экспериментальные данные
| № пп | ||||||||||||||
| Значение | ||||||||||||||
| № пп | ||||||||||||||
| Значение | ||||||||||||||
| № пп | ||||||||||||||
| Значение |
Вариант 6.
Таблица 9
Экспериментальные данные
| № пп | ||||||||||||||
| Значение | ||||||||||||||
| № пп | ||||||||||||||
| Значение | ||||||||||||||
| № пп | ||||||||||||||
| Значение |
Вариант 7.
Таблица 10
Экспериментальные данные
| № пп | ||||||||||||||
| Значение | ||||||||||||||
| № пп | ||||||||||||||
| Значение | ||||||||||||||
| № пп | ||||||||||||||
| Значение |
Вариант 8.
Таблица 11
Экспериментальные данные
| № пп | ||||||||||||||
| Значение | ||||||||||||||
| № пп | ||||||||||||||
| Значение | ||||||||||||||
| № пп | ||||||||||||||
| Значение |
Вариант 9.
Таблица 12
Экспериментальные данные
| № пп | ||||||||||||||
| Значение | ||||||||||||||
| № пп | ||||||||||||||
| Значение | ||||||||||||||
| № пп | ||||||||||||||
| Значение |
Таблица 13
Требования к качеству продукции
| Наименование показателя | Марки картона массой 180 г/м2 | |||||
| К-1 | К-2 | К-3 | К-4 | Брак | ||
| Сопротивление продавливанию, кПа | Не менее 570 | Не менее 460 | Не менее 390 | Не менее 340 | Менее 345 |