| Меню “CFG" | Меню “InP" | Меню “Out" | Меню “PAS" | ||||
| “S.tu” “h.Pb” “h.lt” “h.dt” “h.P.H” “rst” “P.rE” “SoF” “Lb.t” “Lb.P” “FA.t” | 3.0 0.89 0.22 | “Ctr” “tYP” “FLt” “FLd” “dP.S.” “LoS.” “HI.S.” “oFS” “HI.A” “Lo.L” “HI.L” | 0.1 0.5 xx | “AL.n” “r.o.1” “r.o.2” “Ct.1” “Ct.2” “rEL” | “Prot” | ||
Время от времени температуру необходимо контролировать термометром.
Подготовка к сварке.
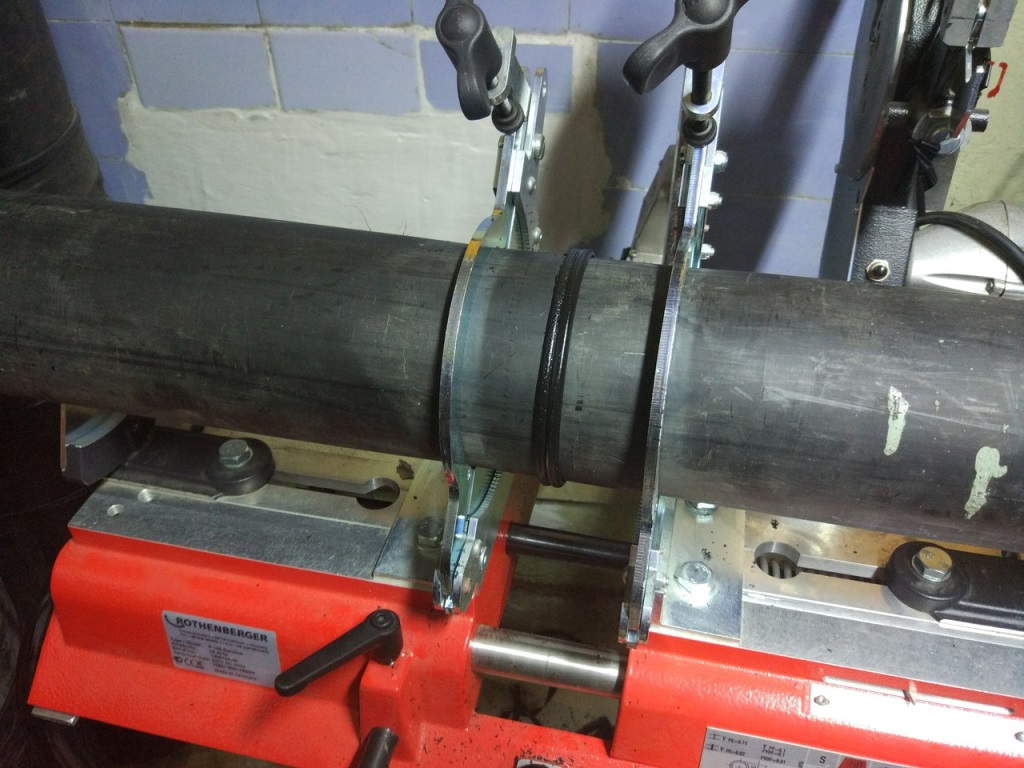
1. Зажимной винт на основных зажимах отвести назад. Верхнюю зажимную колодку отвести вперед или вынуть. Выбрать вкладыши под необходимый диаметр, вставить их в нижние зажимные колодки и зафиксировать винтами. Выбрать верхние зажимные колодки необходимого диаметра и вставить их скошенной стороной наружу.
2. Вставить вкладыши необходимого диаметра в боковые опоры. Свариваемые трубы или фитинги вложить в зажимы. Боковые опоры установить на необходимом расстоянии и в необходимом положении относительно зажимов. Опустить верхние зажимные колодки и затянуть зажимные винты.
3. Проверить прочность зажима труб или фитингов. Проверить температуру нагревательного элемента. Внимание: чтобы распределение температуры по поверхности нагревательного элемента было равномерным, необходимо выждать 10 минут после достижения температуры заданного значения.
4. Вставить электроторцеватель между трубами и включить его. Торцы труб прижать к торцевателю до получения сплошной стружки. Если одна из труб не должна быть обработана, упор на нижней стороне электроторцевателя повернуть в сторону этой трубы.
5. После получения сплошной стружки на обоих торцах трубы медленно развести, освободить фиксатор электроторцевателя и отвести назад торцеватель.
6. Соединить торцы труб и проверить соосность и плотность прилегания их друг к другу. Осевое смещение внешних поверхностей труб не должно превышать 10% толщины их стенок. Зазор между прилегающими торцами труб не должен превышать 0,5 мм. В противном случае повторить торцевание еще раз.
Внимание: Обработанные торцы труб должны оставаться чистыми, не допускается трогать их руками.
Сварка.
1. Вставить нагревательный элемент между торцами труб.
2. Прижать торцы труб к нагревательному элементу и увеличить усилие сжатия до величины, указанной в столбце "Усилие выравнивания" сварочной таблицы. Зафиксировать трубы в таком положении стопорным рычагом. Когда наплыв на торцах труб достигнет требуемого размера по всей окружности (размер наплыва указан в столбце "Наплыв" сварочной таблицы), отпустить стопорный рычаг и уменьшить усилие сжатия до величины, указанной в столбце "Усилие нагрева" сварочной таблицы. Снова зафиксировать трубы в этом положении. Проверить равномерное прилегание торцов труб к нагревательному элементу.
3. После истечения времени нагрева (столбец "Время нагрева") отпустить стопорный рычаг, развести торцы труб, убрать нагревательный элемент, соединить трубы и плавно, по возможности линейно, увеличить усилие сжатия торцов труб до величины, указанной в столбце "Усилие соединения". Зафиксировать трубы стопорным рычагом. Выполняя данную операцию следить за тем, чтобы:
· время, необходимое для удаления нагревательного элемента, не превышало значения, указанного в столбце "Время перестановки";
· период увеличения усилия сжатия торцов труб должен соответствовать значению, указанному в столбце "Время увеличения усилия".
В течение всего времени остывания колебания величины усилия соединения не должны превышать ± 6,66%.
4. По истечении времени остывания отпустить стопорный рычаг и плавно уменьшить усилие сжатия до нуля. Вынуть трубу из зажимов.
Завершение работы.
1. Выключить нагревательный элемент.
2. Отсоединить электроторцеватель и машину от сети электропитания.
3. Вставить торцеватель и нагревательный элемент между зажимами, зафиксировать нагревательный элемент. Опустить защитный кожух.
4. Скрутить кабель.
5. Отвести фиксирующие штифты и опустить машину, вставить штифты в нижние фиксирующие отверстия.
Обслуживание.
1. Стержни, по которым передвигаются подвижная часть машины, нагревательный элемент и торцеватель, необходимо оберегать от грязи. При повреждении поверхности стержень необходимо заменить.
2. Следить за соответствием напряжения, необходимого для нагревательного элемента и торцевателя, напряжению в электросети.
3. Следить за чистотой нагревательного элемента. При загрезнении протирать его салфеткой или мягкой тряпочкой, смоченной в техническом спирте. Не оставлять остатки пластика на нагревательном элементе.
4. Ножи на торцевателе при износе необходимо переставить или заменить.
Меры безопасности.
1. Содержать рабочее место в чистоте.
2. Электроинструмент не использовать под дождем или при повышенной влажности. Рабочее место должно быть хорошо освещено. Кабели проложить в безопасном месте.
3. На машине должен работать только обученный персонал.
4. Машина должна храниться в сухом месте, недоступном для посторонних.
5. Не переностить инструмент, держа его за кабель. Кабель беречь от масла, тепла и острых предметов. Поврежденный кабель должен быть немедлено заменен.
6. Нагревательный элемент разогревается до температуры 280°С. При работе с ним необходимо соблюдать осторожность.
7. Электроторцеватель включать только в рабочем положении. Регулярно проверять работоспособность нижнего выключателя.
Выполнение работы.
6.1. Проверили и убедились в работоспособности всех узлов установки, обеспечивающих фиксацию труб и перемещение подвижной каретки.
6.2. Проверили торцеватель и его ножи.
6.3. Проверили работу нагревателя, подключив его через трансформатор с выходным напряжением 60В (или от выпрямителя ВС-300 с напряжением 40В).
6.4. Установили свариваемые трубы в подвижную и неподвижную каретки так, чтобы торцы труб выступали на 50мм от внутренних хомутов.
6.5. Отцентровали трубы так, чтобы смещение соединенных торцов труб по наружному диаметру не превышало 10% от толщины стенки.
6.6. Развели трубы. Установили между ними торцеватель и закрепили его на раме.
6.7. Произвели торцевание труб так, чтобы зазор между обработанными торцами труб, приведенных в соприкосновение, не превышал 1 мм.
6.8. Развели трубы и установили между ними нагреватель. Включили нагреватель и при достижении температуры нагрева 220°С подвели торцы труб к плоскости нагревателя и создали предварительное давление, обеспечивающее плотное прилегание торцов труб к плоскостям нагревателя (необходимое давление 0,5-0,8кгс/см2).
6.9. По истечении заданного времени оплавления (определяется из таблицы 1 и визуально по образованию грата на торцах труб) торцы труб отвели от нагревателя, убрали нагреватель, прижали торцы труб друг к другу, создавая необходимое давление осадки (см. табл. 1).
6.10. По истечении необходимого времени выдержки под давлением сняли давление и освободили хомуты.
Таблица 1. Основные параметры режима сварки
| Внешний диаметр и толщина стенки трубы, мм | Площадь поверхности сварки, мм2 | Компенсационное/сварочное давление, бар | Высота закраины, мм | Давление при нагреве, бар | Время нагрева, с | Время паузы, с | Время создания давления, с | Время охлаждения, мин |
| 110х11 | 1,5 |
| Т,0С P,МПа V, см/с S,мм |
| Тн |
| Тн |
| Тi |
| Pоп |
| Vоп |
| Sоп |
| tоп1 = |
| tоп2 |
| tп |
| tос |
| Vос |
| Sос |
| Рос |
| Рисунок 2. Схема изменения технологических параметров в процессе контактной сварки труб оплавлением: Тн,Тт, Тi- температура нагревательного инструмента, торца и расплава; Pоп, Pос - давление оплавления и осадки; Vоп, Vос - скорость оплавления и осадки; Sоп, Sос - величина оплавления и осадки; tоп, tос - время оплавления и осадки; tп - технологическая пауза; lоп, lос - максимальные величины оплавления и осадки |