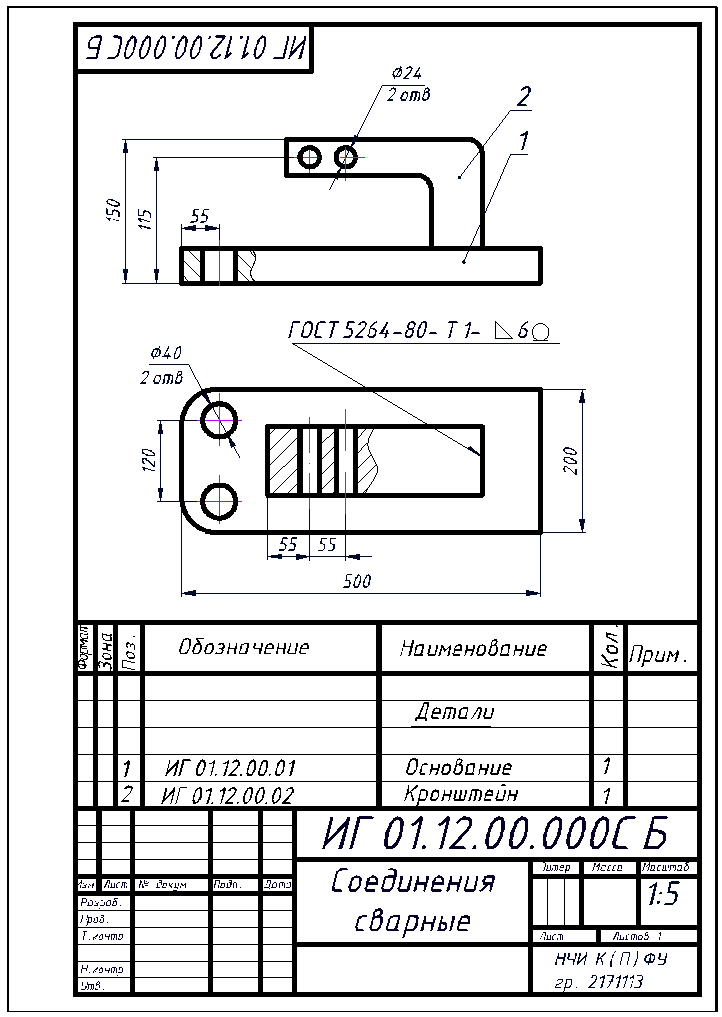
Соединения сварные.
По данным своего варианта:
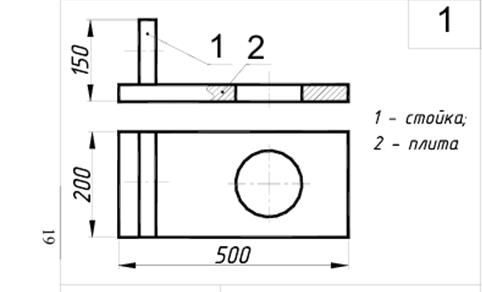
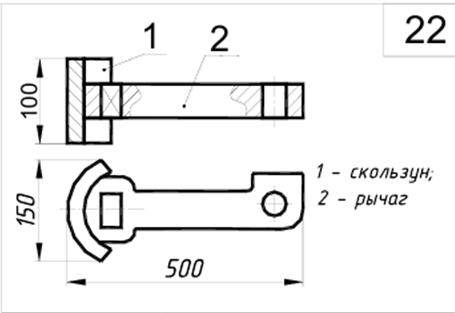
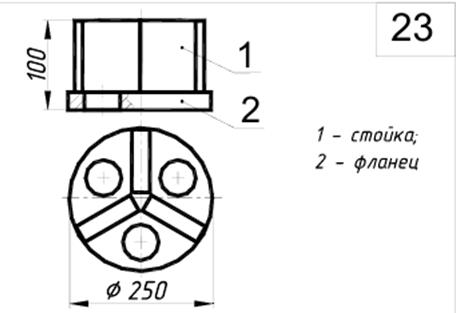
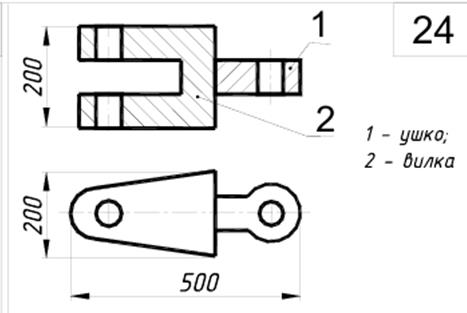
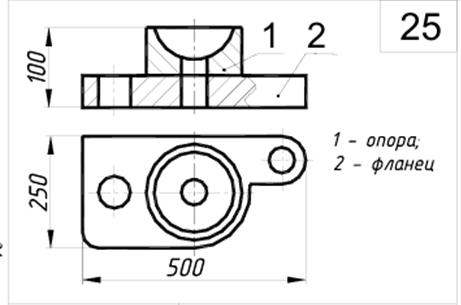
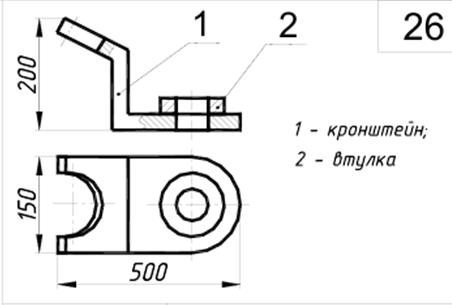
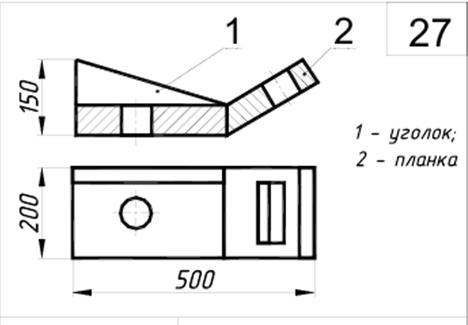
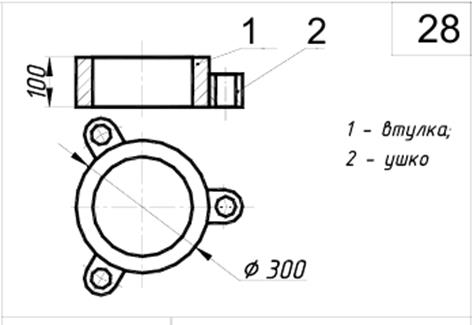
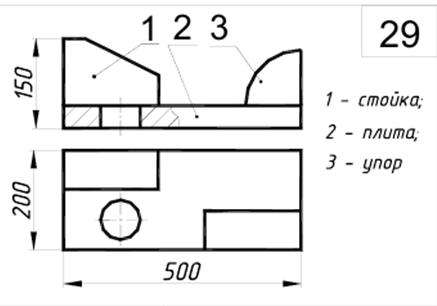
1) Начертить сборочный чертеж сварного соединении.
2) Составить надпись для обозначения сварного шва, выбрав последовательно:
- номер стандарта на указанный вид сварки (табл. 1);
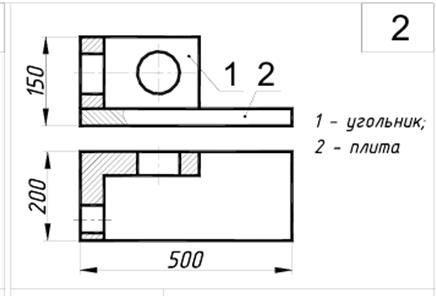
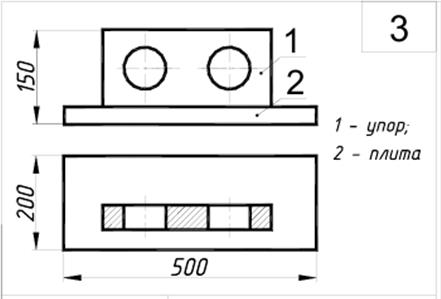
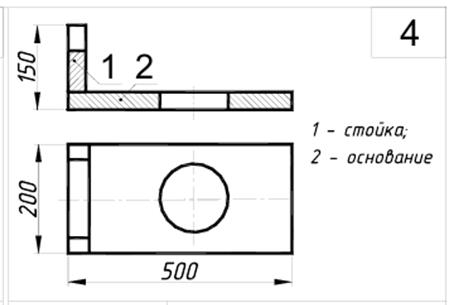
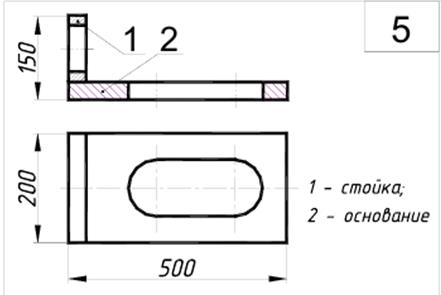
- вид соединения (определить самостоятельно по эскизу, см. прил. 1, для своего варианта с учетом данных табл. 2);
- буквенно-цифровое обозначение шва с учетом формы кромок, характера и вида шва и приняв во внимание вид соединения (табл. 5);
- катет шва (см. табл. 3; рекомендуемая толщина деталей указана в табл. 5);
- вид прерывистого шва выбрать самостоятельно;
- учесть дополнительные характеристики шва, используя условные
обозначения из табл. 4.
Таблица1. Виды сварки
| Вид сварки | Стандарт |
| Ручная дуговая | ГОСТ 5264-80 |
| Автоматическая и полуавтоматическая дуговая под флюсом | ГОСТ 11533-76 |
| Дуговая в защитном газе | ГОСТ 14771-76 |
| Дуговая сварка алюминия и алюминиевых сплавов в инертных газах | ГОСТ 14806-80 |
| Электрошлаковая | ГОСТ 15164-78 |
| Нагретым газом винипласта и полипропилена | ГОСТ 16310-80 |
Условное обозначение способа сварки
А Автоматическая сварка
П Полуавтоматическая сварка
ШЭ Электрошлаковая сварка проволочным электродом
Кт Контактная точечная сварка
Кр Контактная рельефная сварка
Кш Контактная шовная сварка
Кс Контактная стыковая сварка
Ф Сварка под слоем флюса
ИН Сварка в инертных газах неплавящимся электродом
Инв. Сварка в инертных газах с присадочным материалом
Уп Сварка в среде углекислого газа плавящимся электродом
АФш Сварка с предварительным наложением подвариваемого шва
НГП Сварка нагретым газом с присадкой
Таблица 2. Виды соединений
| Вид соединения | Наглядное изображение | Схема | Буквенное обозначение |
| Стыковое | 
| 
| С |
| Угловое | 
| 
| У |
| Тавровое | 
| 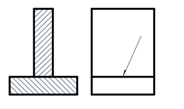
| Т |
| Внахлестку | 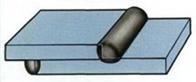
| 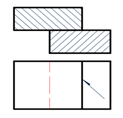
| Н |
Таблица 3. Минимальный катет сварного шва
| Толщина наиболее толстого из свариваемых элементов, мм | |||||||
| От 3– до 4 | Св. 4– до 5 | Св. 5– до10 | Св. 10– до16 | Св. 16– до22 | Св. 22– до32 | Св. 32– до40 | Св. 40– до80 |
Примечание. Минимальное значение катета не должно превышать 1,2 толщины более тонкого элемента.
Таблица 4. Знаки обозначения сварных швов
| № | Вспомогательный знак | Значение вспомогательного знака | Расположение вспомогательного знака относительно полки линии-выноски, проведенной от изображения шва | ||
| с лицевой стороны | с оборотной стороны | ||||

| Усиление шва снять | 
| 
| ||

| Наплывы и неровности обработать с плавным переходом к основному металлу | 
| 
| ||

| Шов выполнить при монтаже изделия, т.е. при установке его по монтажному чертежу на месте применения | 
| |||

| Шов прерывистый или точечный с цепным расположением. Угол наклона линии ~60о | 
| 
| ||

| Шов прерывистый или точечный с шахматным расположением | 
| 
| ||

| Шов по замкнутой линии. Диаметр знака - 3...5 мм. | 
| |||

| Шов по незамкнутой линии. Знак применяют, если расположение шва ясно из чертежа | 
| 
| ||
Таблица 5
Буквенно-цифровое обозначение швов сварных соединений
| Соединение | Форма подготовки кромок | Характер выполненного шва | Форма поперечного сечения | Буквенно-цифровое обозначение шва. Толщина свариваемых деталей, мм | |||||
| ГОСТ 5264-80 | ГОСТ 11533-76 | ГОСТ 14806-80 | ГОСТ 14771-76 | ГОСТ 15164-78 | ГОСТ 16310-80 | ||||
| Стыковое | Без скоса кромок | Односторонний | 
| С2 1-4 | С2 0,8-6 | С2 4-12 | С1 16-450 | С1 2-6 | |
| Односторонний На съемной подкладке | 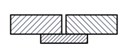
| С5 1-4 | С5 0,8-6 | С5 3-12 | С2 16-450 | С3 2-6 | |||
| Двусторонний |
| С7 2-5 | С7 3-6 | С7 4-8 | С4 2-6 | ||||
| Со скосом кромок | Односторонний | 
| С8 3-60 | С8 3-10 | С8 6-20 | С5 4-20 | |||
| Двусторонний |
| С12 3-60 | С12 3-10 | С12 6-20 | С8 4-20 |
| Стыковое | С двумя симметричными скосами одной кромки | Двусторонний | 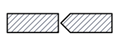
| С15 8-100 | С15 8-100 | С15 12-35 | С9 2-4 | ||
| Со скосом одной кромки | Односторонний | 
| С17 3-60 | С17 3-10 | С17 10-30 | С10 4-20 | |||
| Двусторонний | 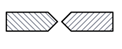
| С21 3-60 | С21 3-10 | С21 10-30 | С13 1-20 | ||||
| С двумя симметричными скосами двух кромок | Двусторонний |
| С25 8-120 | С25 6-120 | 12-30 | С14 8-20 | |||
| Угловое | Без скоса кромок | Односторонний впритык | 
| У4 1-6 | У4 до 8 | У4 5- 12 | У1 6- 450 | У1 2- 4 | |
| Односторонний | 
| У4 1-30 | У4 до 30 | У4 5- 12 | |||||
| Двусторонний |
| У5 2-30 | У2 2-20 | У5 до 30 | У5 5- 12 | ||||
| Со скосом кромок | Односторонний | 
| У6 3-60 | У6 3- 10 | У6 4- 20 | У5 4- 20 | |||
| Двусторонний |
| У7 3-60 | У4 14-20 | У7 3- 10 | У7 4- 20 | У6 4- 20 | |||
| Угловой | С двумя скосами одной кромки | Двусторонний | 
| У8 8-100 | У5 4-20 | У8 6-20 | У8 12-35 | У7 8-20 | |
| Со скосами двух кромок | Односторонний | 
| У9 3-60 | У9 3-20 | У9 12-30 | У9 6-300 | У8 4-20 | ||
| Двусторонний | 
| У10 3-60 | У10 3-20 | У10 12-30 | У8 4-20 | ||||
| Тавровое | Без скоса кромок | Односторонний | 
| Т1 2-40 | Т1 3-40 | Т1 до 40 | Т1 3-20 | Т1 2-20 | |
| Двусторонний |
| Т3 2-40 | Т3 3-60 | Т3 3-20 | Т2 2-20 | ||||
| Со скосом одной кромки | Односторонний | 
| Т6 3-60 | Т3 3-40 | Т6 3-60 | Т6 4-20 | Т3 4-20 | ||
| Двусторонний |
| Т7 3-60 | Т4 3-40 | Т7 3-60 | Т7 4-20 | Т4 4-20 | |||
| Внахлестку | Без скоса кромок | Односторонний | 
| Н1 2-60 | Н1 до 60 | Н1 4-20 | Н1 2-20 | ||
| Со скосом одной кромки | Двусторонний |
| Н2 2-60 | Н2 до 60 | Н2 4-20 | Н2 2-20 |
| 
| ||
| Вид сварки | Ручная дуговая | Вид сварки | Автоматическая дуговая под флюсом |
| Форма кромок | Без скоса кромок | Форма кромок | С двумя скосами одной кромки |
| Характер шва | Двусторонний | Характер шва | Двусторонний |
| Вид шва | Сплошной | Вид шва | Прерывистый, l = 20; t = 50 |
| Дополнительные характеристики | Усиление шва снять | Дополнительные характеристики | По незамкнутой линии; усиление шва снять |
| 
| ||
| Вид сварки | Дуговая в защитном газе | Вид сварки | Дуговая сварка алюминия в инертных газах |
| Форма кромок | Без скоса кромок | Форма кромок | Со скосом двух кромок |
| Характер шва | Двусторонний | Характер шва | Односторонний |
| Вид шва | Прерывистый, l = 20; t = 50 | Вид шва | Сплошной |
| Дополнительные характеристики | Усиление шва снять; выполнять при монтаже | Дополнительные характеристики | Шов по незамкнутой линии |
| 
| ||
| Вид сварки | Электрошлаковая | Вид сварки | Нагретым газом |
| Форма кромок | Без скоса кромок | Форма кромок | Со скосом кромки |
| Характер шва | Односторонний впритык | Характер шва | Двусторонний |
| Вид шва | Сплошной | Вид шва | Сплошной |
| Дополнительные характеристики | Наплывы и неровности шва обработать | Дополнительные характеристики | Шов по замкнутой линии |
| 
| ||
| Вид сварки | Ручная дуговая | Вид сварки | Автоматическая дуговая под флюсом |
| Форма кромок | Без скоса кромок | Форма кромок | Со скосом кромки |
| Характер шва | Двусторонний | Характер шва | Двусторонний |
| Вид шва | Прерывистый, l = 25; t =50 | Вид шва | Сплошной |
| Дополнительные характеристики | Шов по замкнутой линии; усиление шва снять | Дополнительные характеристики | Шов по незамкнутой линии |
| 
| ||
| Вид сварки | Дуговая в защитном газе | Вид сварки | Дуговая сварка алюминия в инертных газах |
| Форма кромок | Без скоса кромок | Форма кромок | Со скосом кромки |
| Характер шва | Двусторонний | Характер шва | Двусторонний |
| Вид шва | Прерывистый, l = 20; t =50 | Вид шва | Сплошной |
| Дополнительные характеристики | Наплывы и неровности шва обработать | Дополнительные характеристики | Выполнять при монтаже; усиление шва снять |
|
| ||
| Вид сварки | Дуговая в защитном газе | Вид сварки | Нагретым газом винипласта и пропилена |
| Форма кромок | Без скоса кромок | Форма кромок | С двумя скосами одной кромки |
| Характер шва | Двусторонний | Характер шва | Двусторонний |
| Вид шва | Сплошной | Вид шва | Сплошной |
| Дополнительные характеристики | Усиление шва снять | Дополнительные характеристики | По незамкнутой линии; усиление шва |
| 
| ||
| Вид сварки | Ручная дуговая | Вид сварки | Автоматическая дуговая под флюсом |
| Форма кромок | Со скосом кромки | Форма кромок | С двумя скосами одной кромки |
| Характер шва | Односторонний | Характер шва | Двусторонний |
| Вид шва | Сплошной | Вид шва | Прерывистый, l = 20; t = 50 |
| Дополнительные характеристики | Усиление шва снять | Дополнительные характеристики | По незамкнутой линии; усиление шва |
| 
| ||
| Вид сварки | Дуговая в защитном газе | Вид сварки | Дуговая сварка алюминия в инертных газах |
| Форма кромок | С двумя симметричными скосами кромок | Форма кромок | Без скоса кромок |
| Характер шва | Двусторонний | Характер шва | Односторонний |
| Вид шва | Сплошной | Вид шва | Сплошной |
| Дополнительные характеристики | Усиление шва снять | Дополнительные характеристики | По замкнутой линии; усиление шва снять |
| 
| ||
| Вид сварки | Дуговая в защитном газе | Вид сварки | Нагретым газом винипласта и пропилена |
| Форма кромок | Со скосом одной кромки | Форма кромок | Без скоса кромок |
| \Характер шва | Односторонний | Характер шва | Двусторонний |
| Вид шва | Сплошной | Вид шва | Сплошной |
| Дополнительные характеристики | Усиление шва снять | Дополнительные характеристики | Шов по замкнутой линии |
| 
| ||
| Вид сварки | Ручная дуговая | Вид сварки | Дуговая в защитном газе |
| Форма кромок | С двумя скосами одной кромки | Форма кромок | Без скоса кромок |
| Характер шва | Двусторонний | Характер шва | Двусторонний |
| Вид шва | Сплошной | Вид шва | Прерывистый, l = 20; t = 50 |
| Дополнительные характеристики | Усиление шва снять | Дополнительные характеристики | По незамкнутой линии; усиление шва снять |
| 
| ||
| Вид сварки | Дуговая в защитном газе | Вид сварки | Дуговая сварка алюминия в инертных газах |
| Форма кромок | Без скоса кромок | Форма кромок | Без скоса кромок |
| Характер шва | Односторонний | Характер шва | Двусторонний |
| Вид шва | Сплошной | Вид шва | Сплошной |
| Дополнительные характеристики | Усиление шва снять | Дополнительные характеристики | По незамкнутой линии; усиление шва снять |
| 
| ||
| Вид сварки | Ручная дуговая | Вид сварки | Нагретым газом винипласта пропилена |
| Форма кромок | Без скоса кромок | Форма кромок | Без скоса кромок |
| Характер шва | Односторонний | Характер шва | Двусторонний |
| Вид шва | Сплошной | Вид шва | Сплошной |
| Дополнительные характеристики | Усиление шва снять | Дополнительные характеристики | Шов по замкнутой линии |
| 
| ||
| Вид сварки | Ручная дуговая | Вид сварки | Дуговая сварка алюминия в инертных газах |
| Форма кромок | Без скоса кромок | Форма кромок | Без скоса кромок |
| Характер шва | Односторонний | Характер шва | Односторонний |
| Вид шва | Сплошной | Вид шва | Сплошной |
| Дополнительные характеристики | Усиление шва снять | Дополнительные характеристики | По незамкнутой линии; усиление шва снять |
| 
| ||
| Вид сварки | Дуговая в защитном газе | Вид сварки | Дуговая сварка алюминия в инертных газах |
| Форма кромок | Со скосом кромки | Форма кромок | Со скосом кромки |
| Характер шва | Двусторонний | Характер шва | Двусторонний |
| Вид шва | Прерывистый, l = 20; t = 50 | Вид шва | Сплошной |
| Дополнительные характеристики | Усиление шва снять | Дополнительные характеристики | По незамкнутой линии; усиление шва снять |
| 
| ||
| Вид сварки | Электрошлаковая | Вид сварки | Нагретым газом винипласта пропилена |
| Форма кромок | Без скоса кромок | Форма кромок | Со скосом одной кромки |
| Характер шва | Односторонний впритык | Характер шва | Двусторонний |
| Вид шва | Сплошной | Вид шва | Сплошной |
| Дополнительные характеристики | Усиление шва снять | Дополнительные характеристики | По незамкнутой линии |
| 
| ||
| Вид сварки | Ручная дуговая | Вид сварки | Автоматическая дуговая под флюсом |
| Форма кромок | Без скоса кромок | Форма кромок | Со скосом одной кромки |
| Характер шва | Двусторонний | Характер шва | Двусторонний |
| Вид шва | Прерывистый, l = 20; t = 50 | Вид шва | Сплошной |
| Дополнительные характеристики | Усиление шва снять | Дополнительные характеристики | По незамкнутой линии |