Организация производства
Производственный процесс и принципы его организации
Производственный цикл
Производственная структура предприятия
Производственный процесс и принципы его организации
Производственный процесс — это совокупность взаимосвязанных основных, вспомогательных, обслуживающих и естественных процессов, направленных на превращение сырья и материалов в готовую продукцию в заданном количестве, необходимого качества и ассортимента в установленные сроки.
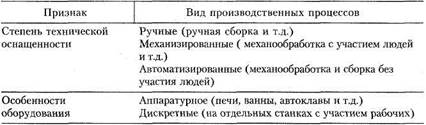
Всякий производственный процесс можно рассматривать с двух сторон: изменения, которые претерпевают в производстве предметы труда (технологический процесс); действия работников по изменению предметов труда (трудовой процесс). Производственные процессы классифицируют по различным признакам (табл.1).
Таблица 1

Структурная сложность предприятия зависит от характера протекания процесса, который можно изобразить в виде схемы (рис. 1).



Рис. 1. Характер протекания процесса
1.1. Принципы организации производственных процессов
1. Специализация — это разделение труда между цехами и рабочими местами с последующей их кооперацией (объединением).
2. Пропорциональность означает равную пропускную способность разных рабочих мест одного процесса и, следовательно, отсутствие избыточного технического оснащения и расхода капитала.
3. Непрерывность означает максимальное сокращение перерывов в движении предметов труда и работе оборудования.
4. Параллельность определяет степень одновременности выполнения различных операций. Она зависит от совмещения обработки предметов труда и выражается в сочетании операций: последовательные, последовательно-параллельные и параллельные.
5. Прямоточность означает кратчайший путь прохождения предметов труда между операциями без петлеобразных и возвратных движений.
6. Ритмичность характеризует равномерность выполнения операций и выпуска продукции.
7. Техническая оснащенность предполагает последовательную механизацию и автоматизацию производственных процессов с устранением ручного, монотонного, тяжелого и вредного труда.
8. Гибкость заключается в быстрой переналадке оборудования в условиях часто меняющейся номенклатуры продукции. Обеспечивается внедрением гибких производственных систем, сочетающих в себе быстроту переналадки универсального оборудования с производительностью специального оборудования.
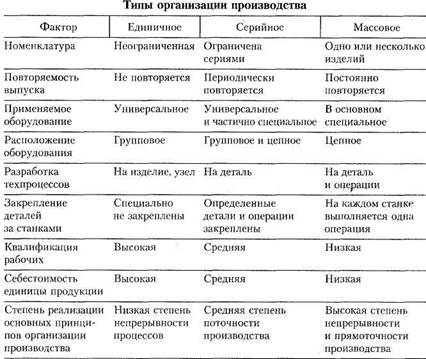
На практике различают три главные типа организации промышленного производства:
■ единичное производство характеризуется широким ассортиментом, малым объемом выпуска одинаковых изделий, слабой повторяемостью, отсутствием специализации рабочих мест и т.д. (производство прокатных станов, крупных экскаваторов, гидротурбин и т.п.);
■ серийное производство определяется изготовлением ограниченного ассортимента продукции, значительным объемом выпуска, повторяемостью производственного цикла (различают мелко-, средне-и крупносерийное производство), специализацией отдельных рабочих мест и др. Так выпускаются станки, насосы, оборудование химической и пищевой промышленности и т.д.;
■ массовое производство отличается изготовлением узкой номенклатуры продукции в больших объемах на специализированных рабочих местах. Механизация и автоматизация позволяют здесь существенно уменьшить долю ручного труда и вместе с этим снизить себестоимость продукции.
Производственный цикл
Производственный цикл — это время, необходимое для изготовления изделия (партии изделий), т.е. период времени от запуска в производство исходных материалов и полуфабрикатов до получения готовой продукции. Структура производственного цикла представлена на рис. 2.

Рис. 2. Структура производственного цикла
Продолжительность производственного цикла зависит от особенностей движения предметов труда от одной операции к другой. Существует три вида движений.
1. Последовательное движение от операции к операции одноименных изделий состоит в том, что обработка на каждой операции начинается лишь тогда, когда вся партия изделий проходит обработку на предыдущей операции.
2. При параллельном движении передача изделий на последующую операцию осуществляется поштучно или транспортной партией, не дожидаясь, когда вся партия будет обработана на предыдущей операции.
3. При параллельно-последовательном движении, которое является промежуточным между параллельным и последовательным, изделия передаются с операции на операцию поштучно (или партионно), как при параллельном движении, но начинается обработка на последовательной операции в момент времени, после которого всю партию можно обработать на предыдущей операции без перерывов, чего нет в параллельном движении, но есть в последовательном.
Самый короткий производственный цикл получается при параллельном движении изделий по операциям, самый длинный — при последовательном, а промежуточное значение имеет место при параллельно-последовательном.
Чем короче производственный цикл, тем быстрее оборачиваются оборотные средства, тем меньше объем незавершенного производства, тем меньше для приобретения оборотных средств нужно выделять денежных ресурсов, тем выше производственная мощность, тем больше прибыль и рентабельность при прочих равных условиях.
Методы рациональной организации производственного процесса, расположенные в порядке убывания эффективности:
■ поточный метод предполагает такую организацию производства, при которой движение предметов труда осуществляется по ходу технологического процесса с непрерывным и последовательным движением от одной операции к другой. Организационной базой поточного метода является поточная линия, представляющая собой цепочное (последовательное) расположение рабочих мест, связанных между собой специальными видами межоперационного транспорта (конвейер, рольганги, склизы и т.п.). Это распространено в легкой и пищевой промышленности, машиностроении, металлообработке и других отраслях. Важнейшим примером поточной линии является такт ее работы, т.е. среднее время, за которое с поточной линии сходит готовое изделие;
■ партионный метод. Обрабатываемые предметы после каждой операции находятся в ожидании всех остальных предметов, входящих в партию. Это удлиняет производственный цикл, увеличивает размер незавершенного производства, площадей для хранения полуфабрикатов. В результате возрастает потребность в оборотных средствах, снижается производственная мощность (количество продукции, выпускаемой в единицу времени), а вместе с ней и производительность труда, растет себестоимость продукции, падает прибыль и рентабельность.
■ единичный метод организации производства характеризуется изготовлением продукции в единичных экземплярах или небольшими повторяющимися партиями. Он используется при изготовлении сложного уникального оборудования (прокатные станы, турбины и т.д.), специальной оснастки, в опытном производстве, ремонтных работах и т.п. Он наименее экономически эффективен, но это плата за удовлетворение высокого многообразия рыночных потребностей в продукции.