В учебной и технической литературе подробно описано влияние различных технологических параметров на величину трения скольжения и коэффициент трения.
Влияние шероховатости поверхности инструмента. Параметр шероховатость поверхности инструмента определяется ГОСТ 2789-73 и в процессах ОМД интервал состояния поверхности инструмента находится в пределах от 2-3 класса чистоты обработки при получении полупродукта с относительно грубой поверхностью (средняя высота микронеровностей Rz от 160 до 40 мкм, при этом чем меньше число, обозначающее класс шероховатости, тем грубее поверхность) до 8-10-го класса чистоты обработки для процессов холодной прокатки листов и труб, волочения, листовой штамповки (средняя высота микронеровностей Rz от 1,6 до 40 мкм).
Шероховатость инструмента может быть переменной вдоль разных направлений контакта, что вызывает анизотропию трения – различие в величине контактных сил трения по разным направлениям, при этом, величина коэфффициента трения вдоль направления механической обработки инструмента примерно на 20% меньше, чем в поперечном направлении.
Влияние давления на величину коэфффициента трения (ƒ) может быть различным в зависимости от условий деформации. При определенных условиях ƒ слабо зависит от давления и выполняется закон Амонтона (при деформации инструментом с гладкой поверхностью и маловязкой смазкой); в других случаях ƒ может либо возрастать (при холодной обработке на гладком инструменте и применением вязкой активной смазки), либо снижаться при увеличении давления – при жестких условиях трения (большая шероховатость поверхности инструмента, отсутствие смазки и т. д.).
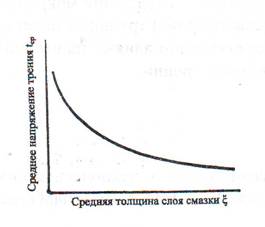
Влияние смазки на величину трения показано на рис. 6. Действие смазки тем эффективнее, чем толще разделительный слой. Факторы, способствующие повышению разделительного слоя: увеличение вязкости смазки, улучшение условий попадания и сохранения смазки на контакте снижают силы трения. Добавки поверхностно-активных веществ (ПАВ), прочно сцепляющихся с поверхностью инструмента, повышают сопротивление смазочного слоя вытеснению с контакта и разрушению, позволяют практически исключить появление участков сухого трения и также способствуют снижению сил трения.
Влияние температуры обрабатываемого материала на величину силы трения (коэффициент трения) очень сложное. При изменении температуры изменяются сопротивление деформации, физико-химические свойства окалины, образующей промежуточный слой между металлом и инструментом. Поэтому при определении зависимости коэффициента трения от температуры получают различные данные. Однако установлено, что при нагревании коэффициент трения сначала растет, достигает максимального значения, затем уменьшается (рис.7)
|

|
| Рис.6. Влияние смазки на величину трения | Рис.7. Влияние температуры на величину трения |
Такой ход зависимости можно объяснить тем, что вначале коэффициент трения растет в связи с окислением поверхности; в этом интервале температур образуется твердая окалина, повышающая коэффициент трения. При дальнейшем повышении температуры происходит размягчение окалины и она начинает играть роль смазки. Максимального значения коэффициент трения для стали достигает при температуре примерно 800—900° С (по данным некоторых исследователей 800— 1050°С).
С увеличением скорости относительного скольжения при сухом и полусухом трении коэффициент трения снижается.