Лабораторная работа
КОНТРОЛЬ ОТКЛОНЕНИЙ ФОРМЫЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ
ЦЕЛЬ РАБОТЫ
1. ознакомиться с системой нормирования отклонений формы и расположения поверхностей деталей (ГОСТ 24642-81) и практически применить принцип прилегающих.
2. Освоить методику прямых измерений абсолютным методом приборами повышенной точности.
Решаемые задачи
При выполнении лабораторной работы студенты должны решить следующие задачи:
1. Изучив устройство вертикального длиномера, определить размер и отклонения формы цилиндрической поверхности детали.
2. Построить график, наглядно иллюстрирующий отклонение формы цилиндрической детали.
Средства для проведения работы
1. Вертикальный длиномер ИЗВ-2.
2. Деталь для измерения.
3. Чертеж детали с указанием допустимых отклонений формы.
4. Бланк для оформления отчета.
ПОРЯдок выполнения работы
1. Изучить устройство вертикального длиномера ИЗВ-2.
Длиномер вертикальный типа ИЗВ (модели 1, 2, 3) предназначены для высокоточных измерений абсолютным методом. ИЗВ-1 и ИЗВ-3 отличаются от ИЗВ-2 только незначительными конструктивными элементами. Все модели ИЗВ имеют одинаковые метрологические параметры.
Диапазон показаний по шкале прибора равен 0¸100 мм. Диапазон измерений – 0¸250 мм. Увеличение измерительной возможности прибора на 150 мм достигается за счет перемещения кронштейна 13 (рис. 1) на высоту 150 мм и настройки на ноль по блоку концевых мер. Цена деления равна 1 мкм.
Общий вид длиномера ИЗВ-2 представлен на рис. 1. На рис.1 выделены элементы  М и О, где М–маховичок, который служит для снятия отсчета при проверке настройки на ноль и при текущих измерениях, то есть маховичок постоянно находится в работе без опасения нарушения регулировки прибора. Винт Оиспользуется только при юстировке (точная установка нуля).
М и О, где М–маховичок, который служит для снятия отсчета при проверке настройки на ноль и при текущих измерениях, то есть маховичок постоянно находится в работе без опасения нарушения регулировки прибора. Винт Оиспользуется только при юстировке (точная установка нуля).
Внимание! Во избежание удара наконечника 2 о поверхность ребристого столика 16 или деталь, стержень 4 необходимо перемещать вверх или вниз рукой медленно и плавно, придерживая грузовую шайбу 3.
Перед проведением измерений необходимо проверить настройку прибора на ноль. Для этого:
1) придерживая стержень 4 за грузовую шайбу 3, ослабить стопорный винт 7;
2) коснуться наконечником 2 поверхности столика 16;
3) проверить расположение нулевых индексов на шкалах миллиметровой, десятых, сотых и тысячных долей миллиметра; все шкалы наблюдаются через отсчетный микроскоп 6; В этом случае в поле зрения микроскопа 6 должны быть видны шкалы, показанные на рис.3, но все штрихи, риски, двойные витки должны быть с индексом «0»; Подстройка нуля (юстировка) производится винтом О. Настройка прибора на ноль не нарушается в процессе измерений, если винт О неподвижен и закреплен стопором. Соблюдение этих условий проверяется в конце измерений, путем «проверки нуля».
Оптическая схема отсчетного устройства длиномера показана на рис. 2.
В фокальной плоскости окуляра расположены линейная шкала десятых долей миллиметра и индекс, нанесенный на неподвижный пластине 10 (в поле зрения от 0 до 10), двойные витки спирали Архимеда и сто делений круговой шкалы, нанесенные на вращающейся пластине 11 (на рисунке 3, где рассмотрен пример отсчета показаний, видны риски от 64 до 81).
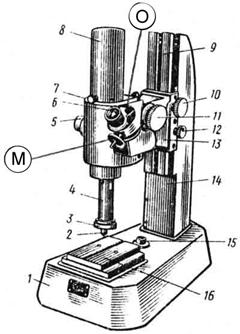
Рис. 1
1 – основание, 2 – измерительный наконечник, 3 – грузовая шайба, 4 – измерительный стержень, 5 – патрон освещения, 6 – отсчетный микроскоп, 7 – стопорный винт, 8 – цилиндрический корпус головки, 9 – зубчатая рейка, 10 – маховичок триба, 11 – маховичок перемещения стержня, 12 – тормозной винт, 13 – кронштейн, 14 – колонка, 15 – уровень, 16 – ребристый столик
В поле зрения десять интервалов спирали совмещены с изображением миллиметровой шкалы (на рисунке видны 11; 12 и 13). Каждому интервалу соответствует одна десятая доля миллиметра. Одной десятой доли миллиметра соответствует сто делений круговой шкалы, а одному делению круговой шкалы – одна тысячная миллиметра.
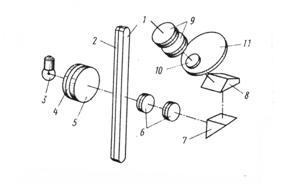
Рис. 2
1 – миллиметровая стеклянная шкала, 2 – покровное стекло, 3 – лампочка,
4 - светофильтр, 5 – конденсатор, 6 – объектив микроскопа, 7, 8 – призмы, отклоняющие пучок света на 45°, 9 – окуляр, 10 – неподвижная пластина,
11 – вращающаяся пластина
Отсчет показаний при измерениях производится после совмещения миллиметрового штриха со сдвоенной линией круговой шкалы (виток спирали Архимеда). Совмещение достигается вращением маховичка М (рис. 1). Целые миллиметры и десятые доли миллиметра определяются оцифрованным миллиметровым штрихом, установленным посредине двойного витка спирали в зоне шкалы десятых долей миллиметра. Сотые и тысячные доли миллиметра определяются отсчетным индексом по круговой шкале.
В примере на рис. 3 миллиметровый штрих 12 находится в зоне шкалы десятых долей миллиметра между цифрами 2 и 3.
Отсчетный индекс находится в зоне круговой шкалы около цифры 72. Отсчет 12,272 мм.
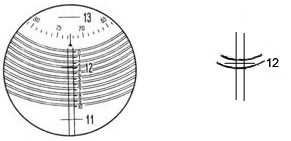
Рис. 3. Отсчет показаний – 12,272 мм
2. С чертежа детали записать в бланк отчета номинальный размер и предельные отклонения размера и формы.
3. Включить прибор в сеть через трансформатор.
4. Установить прибор на нуль.
5. Поднять измерительный стержень 4 (при отстопоренном винте 7) маховичком 11 и поместить на стол прибора измеряемую деталь.
6. Измерительный стержень опустить за счет собственного веса, слегка придерживая его рукой во избежание удара в момент соприкосновения с деталью.
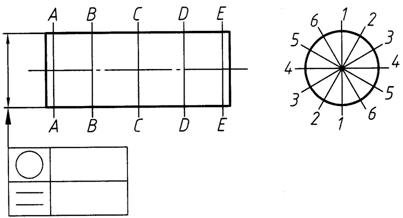
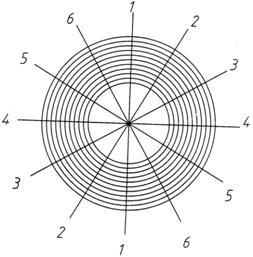
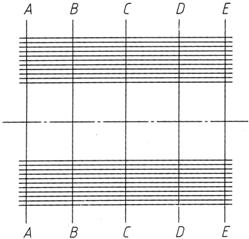
7. Измерить диаметр валика в 2-х сечениях I-I и II-II по шести направлениям: A - A, B - B, C - C и т.д. (схема измерения дана на эскизе детали в бланке отчета). Результаты замеров занести в бланк отчета.
8. Определить алгебраическую разность между измеренным и номинальным значением диаметра детали в данном сечении и направлении. Результаты занести в бланк отчета.
9. Определить погрешность формы детали в поперечном и продольном направлениях.
На рис.4 представлены элементарные погрешности формы поперечного и продольного сечения цилиндрической детали.
За показатель конусообразности (бочкообразности, седлообразности) принимается наибольшая разность диаметров (или отклонений от номинального значения), измеренных в 2-х сечениях по одноименным направлениям, деленная на два
 .
.
За показатель овальности принимается наибольшая разность диаметров (или отклонений от номинального значения), измеренных по двум взаимно перпендикулярным направлениям в одном и том же сечении, деленная на два
.
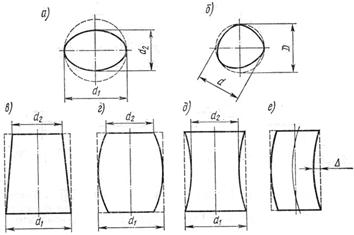
Рис.4. Отклонения формы цилиндрической детали
в поперечном и продольном сечениях
овальность – а); огранка – б); конусообразность – в); бочкообразность – г); седлообразность – д); изогнутость е)
10. Сравнивая действительные отклонения размера и формы с предельно допустимыми отклонениями, заданными чертежом, дать заключение о годности детали.
Условие годности выражается неравенством:  , где
, где  – заданный допуск формы.
– заданный допуск формы.
11. Графически изобразить отклонения формы цилиндрической детали.
По результатам измерений диаметров вала в поперечном сечении в направлениях от 1-1 до 6-6 (пункт 2. бланка отчета) найти максимальное ( )[1] и минимальное (
)[1] и минимальное ( ) значения диаметров. Максимальная разность диаметров это – мера поля рассеяния погрешностей формы в диаметральном выражении (
) значения диаметров. Максимальная разность диаметров это – мера поля рассеяния погрешностей формы в диаметральном выражении ( ). Круглограмма, то есть действительный (реальный) профиль детали строится в полярных координатах, поэтому откладывается 0,5 отклонения диаметра.
). Круглограмма, то есть действительный (реальный) профиль детали строится в полярных координатах, поэтому откладывается 0,5 отклонения диаметра.
Назначить масштаб графика (мкм/дел)  .
.
Тогда количество делений, которые необходимо отложить по радиусам соответствующих направлений, определяются по формуле
 , где
, где  .
.
Пример.
Результаты измерения по направлениям 1-1, 2-2, 3-3, 4-4, 5-5, 6-6 равны соответственно:  =29,730 мм;
=29,730 мм;  =29,726 мм;
=29,726 мм;  =29,722 мм;
=29,722 мм;  =29,728 мм;
=29,728 мм;  =29,738 мм;
=29,738 мм;  =29,736 мм.
=29,736 мм.
Находим  =29,738 (направление 5-5) и
=29,738 (направление 5-5) и  =29,722 (направление 3-3). Разность
=29,722 (направление 3-3). Разность  соответствует 20 делениям, а в радиальном выражении
соответствует 20 делениям, а в радиальном выражении  соответствует 10 делениям. Таким образом, все точки реального профиля находятся между внешней окружностью (направление 5-5) и внутренней окружностью (направление 3-3).
соответствует 10 делениям. Таким образом, все точки реального профиля находятся между внешней окружностью (направление 5-5) и внутренней окружностью (направление 3-3).
Цена деления равна:
 мм/дел.=0,8 мкм/дел.
мм/дел.=0,8 мкм/дел.
Найдем количество делений, которые необходимо отложить по радиусам соответствующих направлений.
Так по направлению 1-1
 ;
;
По направлению 2-2
 и т.д.
и т.д.
Погрешность формы  и в нашем примере равна
и в нашем примере равна  мм=8 мкм.
мм=8 мкм.
Аналогично проводится обработка результатов измерений детали в пяти сечениях А - А, В - В и т.д., выполненных в одном направлении 1-1. В результате строится действительный профиль детали в продольном сечении.
При построении профилей в поперечном и продольном сечениях точки рекомендуется соединять плавной линией. Резкие скачки в смежных сечениях, как правило, свидетельствует об ошибках допущенных при измерениях.
Контрольные вопросы
1. Сколько степеней точности для цилиндрических поверхностей установлено стандартом?
2. Перечислите комплексные показатели погрешности формы в продольном и поперечном сечении для цилиндрических деталей.
3. Назовите дифференцированные показатели погрешности формы в продольном и поперечном сечении с указанием причин их образования.
4. Как обозначаются отклонения формы на чертежах?
5. С какой точностью можно измерить деталь на приборе ИЗВ-2?
6. Каким методом (абсолютным или относительным) можно измерить действительный размер детали, номинальный размер которой 160 мм, и как практически это осуществить?
7. Подсчитать допустимую овальность цилиндрической поверхности вала  , если отклонение формы на чертеже не оговаривается.
, если отклонение формы на чертеже не оговаривается.
| МГУИЭ | Отчет о лабораторной работе «Контроль отклонений формы цилиндрических поверхностей» | Ф.И.О. студента |
| Группа | ||
| Кафедра ТМиМ | Вариант |
1.Характеристика средства измерения
| Наименование прибора | |
| Диапазон показаний по шкале, мм | |
| Диапазон измерения прибора в целом, мм | |
| Цена деления шкалы нониуса |
2. Исходные данные
2.1. Эскиз измеряемой детали
2.2. Требования к точности
| Допуск размера ТÆ, мкм | |
Допуск круглости ( ), мкм ), мкм
| |
| Допуск профиля продольного сечения (), мкм
| |
| Предельные размеры детали по чертежу, мм: наибольший наименьший |
3. Результаты измерений
3.1. Определение отклонений формы в поперечном сечении
| Направление измерения | Измеренный размер детали, мм | Отклонение измеренного размера от номинального, мм | Овальность, мм | |||
| сеч. A - A | сеч. E - E | сеч. A - A | сеч. E - E | сеч. A - A | сеч. E - E | |
| 1-1 | 
|
| ||||
| 2-2 | ||||||
| 3-3 | 
|
| ||||
| 4-4 | ||||||
| 5-5 | 
|
| ||||
| 6-6 | ||||||

|
3.2.. Определение отклонений формы в продольном сечении
| Сечения | Измеренный размер детали, мм | Отклонение измеренного размера от номинального, мм | Погрешность формы в продольном сечении, мм |
| A-A |

| ||
| B-B | |||
| C-C | |||
| D-D | |||
| E-E |
5. Заключение о годности детали _______________________________________________________________________________________________________________________________________________________________________________________
6.Графическое изображение отклонений формы цилиндрической детали
Круглограмма сечения A - A и E - E
Масштаб: 1 дел.= мкм
Профиль продольного сечения 1-1
Масштаб: 1 дел. = мкм
[1] Измеренные значения диаметров будем обозначать индексом r.