· КБ = 8
· УБ = 8
· ИБ = 8
Так как конструкторская и исходная базы совмещены, нет погрешности от несовмещения баз, следовательно, пересчет исходного размера не требуется.
Операция 3 - поверхность 8
· КБ = 1
· УБ = 1
· ИБ = 1
Так как конструкторская и исходная базы совмещены, нет погрешности от несовмещения баз, следовательно, пересчет исходного размера не требуется.
Операция 4 -
| поверхность 5 · КБ = 1 · УБ = 1 · ИБ = 1 | поверхность 13 · КБ = ось · УБ = 12 · ИБ = ось |
Так как конструкторская и исходная базы совмещены, нет погрешности от несовмещения баз, следовательно, пересчет исходного размера не требуется.
Операция 5 - поверхность 13
· КБ = ось
· УБ = 12
· ИБ = ось
Так как конструкторская и исходная базы совмещены, нет погрешности от несовмещения баз, следовательно, пересчет исходного размера не требуется.
Операция 6 -
| поверхность 6 · КБ = 7, 8 · УБ = 1 · ИБ = 1 Так как конструкторская и исходная базы не совмещены, следовательно, возникает погрешность от несовмещения баз, поэтому требуется пересчет исходного размера. | поверхность 14 · КБ = ось · УБ = 12 · ИБ = ось Так как конструкторская и исходная базы совмещены, нет погрешности от несовмещения баз, следовательно, пересчет исходного размера не требуется. |
| Изм. |
| Лист |
| № докум. |
| Подпись |
| Дата |
| Лист |
| поверхность 5 · КБ = 6 · УБ = 1 · ИБ = 1 Так как конструкторская и исходная базы не совмещены, следовательно, возникает погрешность от несовмещения баз, поэтому требуется пересчет исходного размера. | поверхность 15 · КБ = ось · УБ = 12 · ИБ = ось Так как конструкторская и исходная базы совмещены, нет погрешности от несовмещения баз, следовательно, пересчет исходного размера не требуется. |
Операция 8 -
| поверхность 4 · КБ = 5 · УБ = 5 · ИБ = 5 Так как конструкторская и исходная базы совмещены, нет погрешности от несовмещения баз, следовательно, пересчет исходного размера не требуется. | поверхность 11 · КБ = ось · УБ = 12 · ИБ = ось Так как конструкторская и исходная базы совмещены, нет погрешности от несовмещения баз, следовательно, пересчет исходного размера не требуется. |
Операция 9 - поверхности 9 и 11
· КБ = ось
· УБ = 12
· ИБ = ось
Так как конструкторская и исходная базы совмещены, нет погрешности от несовмещения баз, следовательно, пересчет исходного размера не требуется.
Операция 10 -
Поверхность 3
· КБ = 2, 4
· УБ = 5
| Изм. |
| Лист |
| № докум. |
| Подпись |
| Дата |
| Лист |
· ИБ = 5
Так как конструкторская и исходная базы не совмещены, следовательно, возникает погрешность от несовмещения баз, поэтому требуется пересчет исходного размера.
Поверхность 10
· КБ = ось
· УБ = 12
· ИБ = ось
Так как конструкторская и исходная базы совмещены, нет погрешности от несовмещения баз, следовательно, пересчет исходного размера не требуется.
Поверхность 2
· КБ = 3
· УБ = 5
· ИБ = 5
Так как конструкторская и исходная базы не совмещены, следовательно, возникает погрешность от несовмещения баз, поэтому требуется пересчет исходного размера.
4
| Изм. |
| Лист |
| № докум. |
| Подпись |
| Дата |
| Лист |
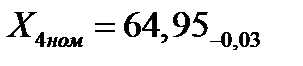
Операция 6:

Данная размерная цепь состоит из двух составляющих размеров Х1 и В и замыкающего размера А, который известен из чертежа, значит данная размерная цепь технологическая.
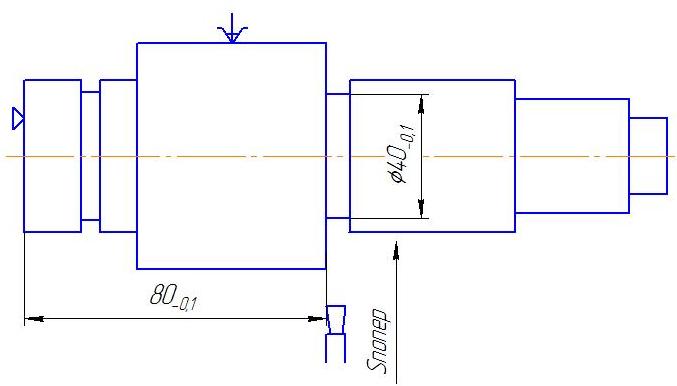
Операция 7:

Данная размерная цепь состоит из двух составляющих размеров Х1 и Х2 и замыкающего размера С, который известен из чертежа, значит данная размерная цепь технологическая.
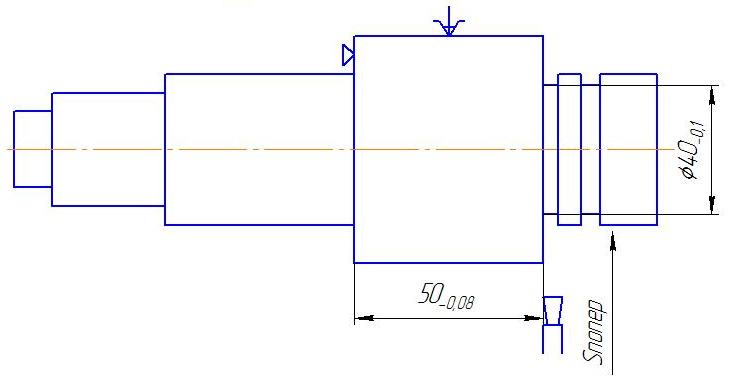
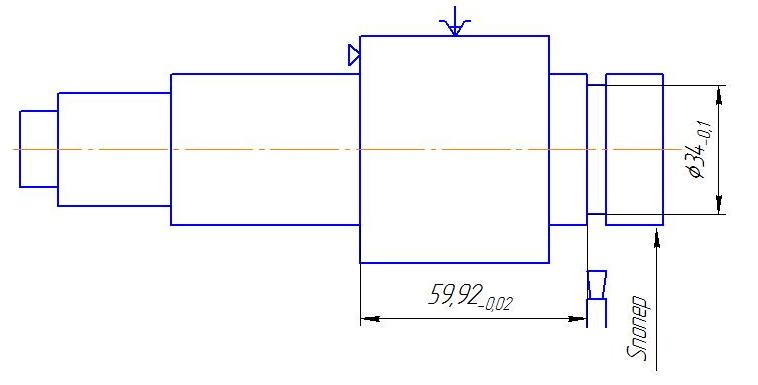
Операция 10:

Данная размерная цепь состоит из двух составляющих размеров Х3 и D и замыкающего размера Е, который известен из чертежа, значит данная размерная цепь технологическая.

Данная размерная цепь состоит из двух составляющих размеров Х3 и Х4 и замыкающего размера F, который известен из чертежа, значит данная размерная цепь технологическая.
| Изм. |
| Лист |
| № докум. |
| Подпись |
| Дата |
| Лист |
Выполняем проверку на выполнение основного правила решения размерных цепей: «Допуск на замыкающий размер равен сумме допусков составляющих размеров».
Операция 6


Допуск получился отрицательным, что невозможно, следовательно, требуется ужесточить допуск на размер В. Увеличить допуск на размер А мы не можем, а сделать точнее размер В возможно. Ужесточаем допуск на размер В до 0,05.

Составим выражение для определения максимального и минимального значений замыкающего размера. И выразим из него максимальное и минимальное значение исходного размера.



Операция 7


Допуск больше нуля. Ужесточать допуски не требуется.
Составим выражение для определения максимального и минимального значений замыкающего размера. И выразим из него максимальное и минимальное значение исходного размера.



Операция 10
1.


Допуск получился равным 0, что невозможно, следовательно, требуется ужесточить допуск на размер D. Увеличить допуск на размер E мы не можем, а сделать точнее размер D возможно. Ужесточаем допуск на размер D до 0,08.

Допуск больше нуля. Ужесточать допуски не требуется.
Составим выражение для определения максимального и минимального значений
| Изм. |
| Лист |
| № докум. |
| Подпись |
| Дата |
| Лист |



2.


Допуск больше нуля. Ужесточать допуски не требуется.
Составим выражение для определения максимального и минимального значений замыкающего размера. И выразим из него максимальное и минимальное значение исходного размера.


| Изм. |
| Лист |
| № докум. |
| Подпись |
| Дата |
| Лист |
ОЭ 001. Обработка поверхности 12

ОЭ 002. Обработка поверхности 1

| Изм. |
| Лист |
| № докум. |
| Подпись |
| Дата |
| Лист |
ОЭ 003. Обработка поверхности 8

ОЭ 004. Обработка поверхности 5 и частичная обработка поверхности 13
ОЭ 005. Обработка поверхности 13

ОЭ 006. Обработка поверхностей 6 и 14

| Изм. |
| Лист |
| № докум. |
| Подпись |
| Дата |
| Лист |
ОЭ 007. Обработка поверхностей 7 и 15

ОЭ 008. Обработка поверхности 4 и частичная обработка поверхности 11
| Изм. |
| Лист |
| № докум. |
| Подпись |
| Дата |
| Лист |
ОЭ 009. Обработка поверхностей 9 и 12

ОЭ 010. Обработка поверхностей 2, 3 и 10
| Изм. |
| Лист |
| № докум. |
| Подпись |
| Дата |
| Лист |
7 Предложения по совершенствованию разработанного технологического процесса обработки детали.
В условиях массового производства с точки зрения концентрации операций некоторые операции можно объединить в одну. В результате работы, был разработан новый, более емкий технический процесс обработки детали «Ось», который позволил объединить операции 5, 6, 7 в одну, 8, 10 во вторую, за счет установки нескольких резцов. Это стало возможным благодаря тому, что на выше указанных операциях используется одна и та же установочная база и поверхность воспринимающая усилие зажима, исходный размер от одной и той же поверхности, так же одинаково направление подачи режущего инструмента.
В результате получилось 7 операций вместо 10, что позволит снизить затраты по времени на обработку детали и увеличить производительность труда.