Гравирование (рис. 9.3). Углубленные линии гравюры получаются в результате разрушения металла импульсным разрядом, возникающим при движении электрода-катода по поверхности изделия, покрытого слоем диэлектрической жидкости. Электрод проводится по линиям рисунка вручную или механически – без приложения давления, обычно при вибрации.
Разрезание диском (рис. 9.4). Разрезание производится при помощи вращающегося металлического диска, между которым и поверхностью заготовки возникает импульсный искровой разряд, разрушающий в месте реза металл заготовки. В зону резания подается диэлектрическая жидкость.
Разрезание лентой (рис. 9.5). Производится аналогично предыдущей операции, но режущим инструментом служит бесконечная металлическая лента, включенная катодом.

| Рис. 9.3. Гравирование: 1 — изделие; 2 — электрод; 3 — слой масла на поверхности изделия |

Рис. 9.4. Обработка тонким диском (а, б, в, г — различные варианты
расположения): 1 - вращающийся диск; 2 - обрабатываемая заготовка;
3- направление подачи; 4 - зазор
Прошивание, копирование, гравирование (рис. 9.2). Углубления на поверхности анода-изделия образуются в результате разрушения металла электрическим импульсным разрядом, возникающим между штемпелем-катодом, несущим негативное изображение рисунка, и поверхностью анода. Форма катода точно воспроизводится на изделии.
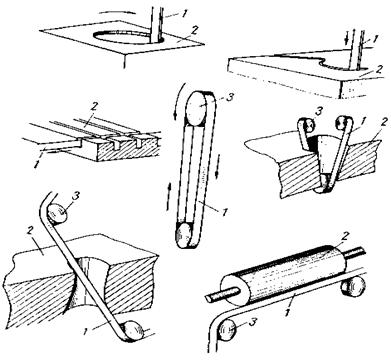
Рис. 9.5. Обработка лентой и проволокой:
1 – лента (проволока); 2 – заготовка; 3 – опорные шкивы (ролики)

|
Рис. 9.6. Прошивание цилиндрических отверстий по электроэрозионному методу электродами: а – сплошным; б – полым; в – сплошным с вертикальными каналами; г – полым с отверстиями для выхода газов; д – сплошным с наклонными каналами; е – полым с наклонными каналами
Прошивание полостей и отверстий (рис. 9.6). Осуществляется аналогично предыдущей операции. Углубление, образуемое электрическим разрядом в изделии, воспроизводит форму сечения электрода и имеет размеры, превышающие номинальный размер электрода на величину боковых зазоров.
Прошивание малых отверстий (рис. 9.7). Производится аналогично предыдущей операции. Но, так как диаметр электрода очень мал, то для обеспечения необходимой жесткости электрод пропускается через кондуктор из изоляционного материала и электроду сообщаются вибрации необходимой амплитуды.

| Рис. 9.7. Прошивание малых отверстий: 1 – заготовка; 2 – ванна с рабочей жидкостью; 3 – электрод-инструмент; 4 – кондуктор-изолятор; 5 – генератор импульсов |
Извлечение сломанного инструмента и крепежа (рис. 9.8). Для извлечения из тела изделия остатка сломанного инструмента или крепежа последний разрезается на части или распыляется электрическим искровым разрядом, возникающим между электродом-катодом и обломком, погруженным в диэлектрическую жидкость.
| Рис. 9.8. Извлечение сломанного инструмента: 1 – деталь с обломком инструмента или крепежа; 2 – рабочая жидкость; 3 – извлекаемый обломок; 4 – электрод, разрушающий обломок | 
|
Упрочнение инструментов (рис. 9.9.). Тепловое и термохимическое действие электрического заряда, возникающего между электродом и поверхностью режущего инструмента, включаемого обычно катодом, производит резкие изменения структуры и состава поверхности инструмента. В определённых условиях это приводит к увеличению его износостойкости. Упрочняющему электроду придаётся колебательное движение.

| Рис. 9.9. Упрочнение: 1 – упрочняемый инструмент; 2 – упрочняющий электрод; 3 – вибратор |
Изготовление сеток (рис. 9.10). Сетка из тонкого листа металла образуется в результате формирования в нём необходимого числа отверстий в местах разрушения поверхности электрическим разрядом, направляемым при помощи электрода.

| Рис. 9.10. Изготовление сеток: 1 – ванна с жидкостью; 2 – прошиваемая заготовка; 3 – электрод для прошивания |
Роспись по металлу (см. рис. 9.3 – гравирование). Проводится аналогично операции электроискрового гравирования, но полярность электродов изменяют. Подбирая состав электрода-инструмента, можно получать на поверхности изделия рисунок, выполненный линиями различного цвета.
Роспись по неметаллическим материалам (рис. 9.11). Производится аналогично росписи по металлу по поверхности неметаллического изделия, оклеиваемого тонким листом металлической фольги, играющей роль второго электрода. Разряд между электродом-катодом («пером») и фольгой плавит последнюю и вжигает её в основу, оставляя прочные металлические следы – изображение.

| Рис. 9.11. Роспись по неметаллам: 1 – изделие; 2 – металлическая фольга; 3 – электрод |
Затачивание инструмента. Импульсный искровой разряд, возникает между гранью затачиваемого резца-катода и поверхностью быстродвижущегося металлического диска в присутствии жидкости. Разряд направленно разрушает поверхность и удаляет металл с грани резца, производит шлифование и затачивание.
Профилирование твердосплавного инструмента. Производится аналогично предыдущей операции, но электроду придается форма, негативная по отношению к будущему изделию.
 Рис. 9.12. Профилирование канавок резцов диском:
1 - диск; 2 - резец
Рис. 9.12. Профилирование канавок резцов диском:
1 - диск; 2 - резец
| Профилирование стружколомающих канавок диском на твердосплавном инструменте(рис. 9.12). Производится при помощи тонкого вращающегося металлического диска, формирующего разряд на участках резца, подлежащих углублению, и облегчающего удаление продуктов электрической эрозии. Профилирование стружколомающих канавок неподвижным электродом(рис. 9.13). Производится аналогично предыдущим операциям, но электрод-инструмент, образующий канавку, вибрирует возвратно-поступательно с небольшой амплитудой. Шлифование. Удаление материала с поверх- ности шлифуемого изделия производится в результате действия импульсного искрового разряда, создаваемого между движущимся электродом – шлифовальным диском и поверхностью изделия-анода. |
Нанесение металлов (см. рис. 9.8). При определенных параметрах разрядной цепи электрический разряд в воздухе и газах сопровождается переносом некоторого количества материала анода на катод. Перемещая по поверхности изделия электрод, приводимый в колебательное движение вибратором, и создавая между электродами разряд, поверхность изделия покрывается тонким слоем металла.

| Рис. 41. Рис. 9.13. Профилирование канавок резцов: 1 – шпиндель станка; 2 – электрод; 3 – резец | ||
| Получение порошков(рис. 9.14). Импульсный электрический разряд, разрушая в жидкой среде поверхности электродов, образует продукты разрушения в виде порошка с различной величиной зёрен, оседающих в жидкости. Прошивание отверстий с криволинейной осью(рис. 9.15 и 9.16). Производится аналогично предыдущим операциям прошивания отверстий и полостей, но катодный электрод имеет криволинейную форму, повторяемую в отверстии. |  Рис. 9.14. Получение порошков:
1 – ванна; 2 – рабочая жидкость;
3 - распыляемые электроды
Рис. 9.14. Получение порошков:
1 – ванна; 2 – рабочая жидкость;
3 - распыляемые электроды
| ||
 Рис. 9.15. Прошивание отверстия
с криволинейной осью
Рис. 9.15. Прошивание отверстия
с криволинейной осью
|
 Рис. 9.16. Прошивание спирального отверстия: 1 – заготовка;
2 – электрод
Рис. 9.16. Прошивание спирального отверстия: 1 – заготовка;
2 – электрод
| ||