Технология изготовления изделий из тонколистового металла.
Технология производства изделий из тонколистового металла включает в себя следующие слесарные операции: разметку с применением разметочного инструмента, обработку тонколистового металла резанием, обработку тонколистового металла давлением; правку и гибку.
Любое изделие из тонколистового металла можно описать словами, однако этого не достаточно для того, чтобы его изготовить. Необходимо иметь технический рисунок, эскиз или чертёж изделия с указанием всех необходимых размеров и материалов, из которых необходимо сделать изделие. На рисунке 3 показаны чертежи нескольких изделий, выполненных из тонколистового металла.
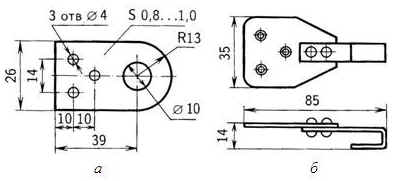
Рис. 3. Чертёж изделий из тонколистового металла: а - подвеска; б - крючок для вешалки.
Разметка тонколистового металла
Для того чтобы правильно изготовить деталь, на поверхность заготовки наносят контуры будущего изделия. Разметка — это нанесение на поверхность заготовки линий и точек для обозначения границ обработки детали и центров отверстий. Линии, наносимые на заготовку, называют рисками.
1). Инструменты разметки на тонколистовом металле.
Для разметки деталей применяются чертилки, металлические линейки, кернеры, слесарные угольники, разметочные молотки.
Металлические линейкибывают различной длины: 150 мм, 200 мм, 300 мм,500 мм, 1000 мм. Началом измерения у этих линеек служит левая кромка с отметки “0”. Спомощью линеек измеряют образцы и переносят размеры на заготовку, проводят разметочные прямые линии (риски). Чертилкой на поверхность металла наносят разметочные линии (риски). Кернером делают углубления в металле, называемые кернерными метками. Накернивают обычно риски, которыми обозначают на заготовках границы детали, центры отверстий.
Разметочный молоток массой 150—200 граммов применяется для кернения границ обработки детали, рисок. По угольникам проверяют углы деталей и наносят риски на заготовки. Разметку обычно проводят на верстаке с разметочной плитой.
Разметка выполняется с помощью металлической масштабной линейки, слесарного угольника, чертилки, разметочного циркуля, кернера, шаблона (рис.5).
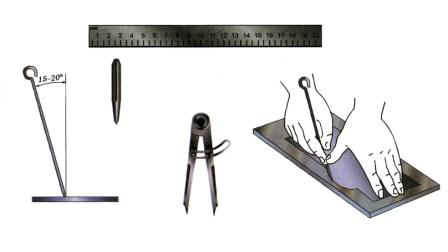
Рис. 5. Инструменты для разметки заготовки из металла.
Шаблон — это специальная деталь, размеры и контур которой такие же, как и у нужного нам изделия. По шаблону удобно размечать одинаковые детали. Более сложный, но более точный способ разметки — по техническому рисунку или чертежу.
2). Техника выполнения разметки на тонколистовом металле.
Прежде чем приступить к разметке детали, надо правильно подобрать заготовку. Делают это так. Измеряют длину, ширину и толщину заготовки и сравнивают эти размеры с образцом или размерами, указанными на чертеже детали. Затем очищают металл от ржавчины, грязи, масла и пробуют провести риску чертилкой. Если риска плохо видна, поверхность зачищают металлической щеткой или крупной шкуркой. Затем поверхность покрывают либо быстросохнущей краской, либо раствором столярного клея с мелом, либо раствором медного купороса.
Ровные кромки заготовки называют базами разметки и от них ведут разметку деталей. Линейку прикладывают так, чтобы кромка заготовки совпала с заданным делением на линейке. Чертилкой по торцу линейки проводят короткую риску. Повторяют данную операцию на другом конце заготовки. Затем через две риски проводят линию. Если у заготовки нет ровных кромок, то базой разметки служат вспомогательные риски. Такие риски проводят по линейке или при помощи плоского угольника. Далее отмеряют все нужные размеры согласно чертежу.
3). Правила безопасной работы при разметке тонколистового металла.
(Приложение 1).