Термообработка
- Сущность процессов термообработки
- Улучшение и нормализация
- Криогенная обработка
- Видео: Как закалить любую марку стали

В большинстве случаев для сталей и сплавов, получаемых после их выплавки и последующей первичной обработки давлением – прокатки, выдавливания или ковки – получить необходимые физико-механические свойства и структуру не удаётся. Что и понятно: повышение пластичности, например, способствует снижению суммарных энергозатрат при обработке заготовок, а неравномерная структура стального слитка неизбежна ввиду особенностей ведения большинства металлургических процессов.
Термическая обработка металлов
Но для дальнейшей эксплуатации деталей и узлов оборудования зачастую требуются совсем иные характеристики – прочность, твёрдость, жёсткость и т.д. Именно для этих целей и предназначена термическая обработка металлов.
Сущность процессов термообработки
Задачами различных технологий термической обработки является:
- Обеспечение наиболее благоприятной микроструктуры сталей и сплавов;
- Получение нужного уровня твёрдости: либо в тонкой поверхностной (или подповерхностной) зоне, либо по всему поперечному сечению заготовки;
- Коррекция химического состава в зёрнах макроструктур различных сплавов.
В первом случае необходимо обеспечить максимальную степень однородности свойств металлов, что важно, например, для последующей механической или – особенно – деформирующей их обработки. В результате условия формоизменения заготовки по всем трём координатным осям оказываются одинаковыми, а брак конечной детали исключается.
 Термическая обработка металла
Термическая обработка металла
Кроме того, выравнивание микро и макроструктуры для процессов обработки металлов давлением необходимо для того, чтобы повысить степень деформации полуфабрикатов, приближая в итоге форму заготовки к форме готового изделия. Причём за наименьшее количество переходов, и используя минимально необходимое для этого усилие оборудования.
Изменение твёрдости (как следствие термической обработки) имеет своей целью улучшение эксплуатационных показателей деталей. Поскольку условия эксплуатации могут быть самыми разными, то и комплекс физико-механических свойств подбирается строго индивидуально: универсальных процессов термообработки сплавов с различным составом не существует.
Изменение химического состава в зёрнах микроструктуры, вследствие образования новых соединений в большинстве случаев не только поднимает показатели твёрдости, но и повышает износостойкость деталей, которые должны эксплуатироваться при повышенном трении, температуре или увеличенных против обычного удельных нагрузках.
Закалка-отпуск
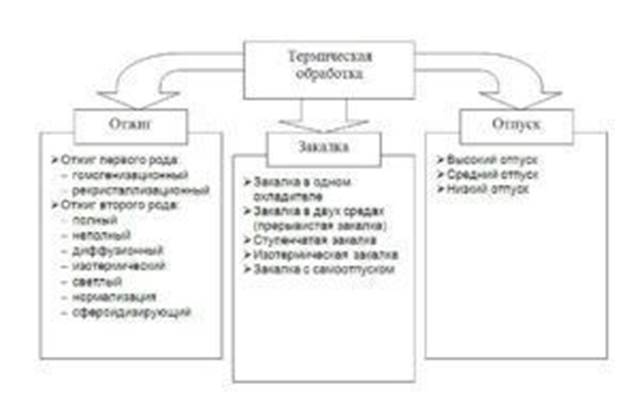
В первую группу технологий термообработки различных сплавов, включая сталь, входят отжиг и отпуск. Во вторую — закалка, нормализация, улучшение, старение, обработка холодом. В третью – все виды термохимической обработки.
Отжиг
Суть процессов, протекающих в структуре большинства сплавов, подвергаемых отжигу – обеспечить наиболее равновесную структуру заготовки, в которой или отсутствуют внутренние напряжения, или их уровень достаточно низок, а потому не влияет на последующую обрабатываемость металлов/сплавов.
 Печи для отжига производства BOSIO
Печи для отжига производства BOSIO
Исходная структура практически всех сплавов и сталей представляет собой достаточно крупные зёрна, между которыми располагаются включения и примеси, преимущественно сера и фосфор. Это увеличивает хрупкость металла, что может быть важно при формообразовании из слитка (или катанки) изделий сложной конфигурации. Поэтому необходимо снизить размер зерна и придать ему оптимальную форму эллипсоида, при которой механические свойства будут примерно одинаковы по всем трём координатным осям.
 Отжиг цветных металлов
Отжиг цветных металлов
С этой целью исходную заготовку необходимо нагреть до температуры на 50…700С выше температуры начала аустенитного превращения. Именно его итогом является образование мелких и хорошо ориентированных зёрен аустенита между зёрнами основных структурных составляющих стали – феррита и цементита. Аустенит образуется из перлита – структуры, имеющей наиболее крупные зёрна, которая способствует повышенной хрупкости любого слитка. Аустенитное превращение для большинства сплавов протекает достаточно медленно, поэтому отжиг – длительная процедура, которая должна продолжаться не менее часа.
 Отжиг металла
Отжиг металла
Вторая важная задача отжига – снять внутренние напряжения, которые формируются в заготовке при её обработке давлением в холодном состоянии. Дело в том, что любая деформация сопровождается дроблением зёрен исходной структуры сталей и сплавов. В итоге зёрен становится больше, сопротивление деформации возрастает, что не только требует повышенного усилия деформирования, но и становится причиной разрушения полуфабриката, степень деформации которого превысила критический для данного металла показатель.
Соответственно, для реализации первой задачи применяется технология высокотемпературного отжига (для сталей, в зависимости от содержания углерода, она колеблется в пределах 550…7500С), а во втором – низкотемпературного отжига (180…2200С).
 Способы высокотемпературного отжига
Способы высокотемпературного отжига
Нагрев происходит медленно, с последующей выдержкой изделия при заданной температуре, после чего следует медленное же охлаждение. Для легированных сталей и сплавов такое охлаждение ведут с особо низкой скоростью, в самой печи, где происходил отжиг.
Отпуск
Отпуск по технологии напоминает отжиг, но производится не с заготовкой, а с готовым изделием, а потому преследует иные задачи – снять внутренние напряжения после термической обработки, которая проводилась на повышенную твёрдость детали.
 Отпуск металла
Отпуск металла
Самостоятельным процессом термической обработки отпуск не является. В отличие от отжига, отпуск иногда выполняется в несколько приёмов: в большинстве случаев это касается изделий, для производства которых использовались различные виды высоколегированной стали.
Закалка
 Схема структурных превращений мартенсита в стали у-8 при нагреве
Схема структурных превращений мартенсита в стали у-8 при нагреве
Закалка заключается в быстром нагреве заготовки до температуры окончания аустенитного превращения (900…11000С – для низкоуглеродистых сталей, 750…8500С – для высокоуглеродистых) и последующем быстром охлаждении в специальных закалочных средах. В качестве последних используется вода (для изделий малоответственного назначения) или масло.
Режимы закалки отличаются наибольшим разнообразием. Основным фактором, определяющим эффективность закалки, является интенсивность образования в структуре мартенсита – высокотемпературной составляющей, которая придаёт металлу или сплаву повышенную твёрдость.
Условия образования мартенсита определяются следующими обстоятельствами:
- Марками сталей или сплавов.
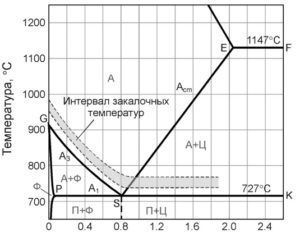
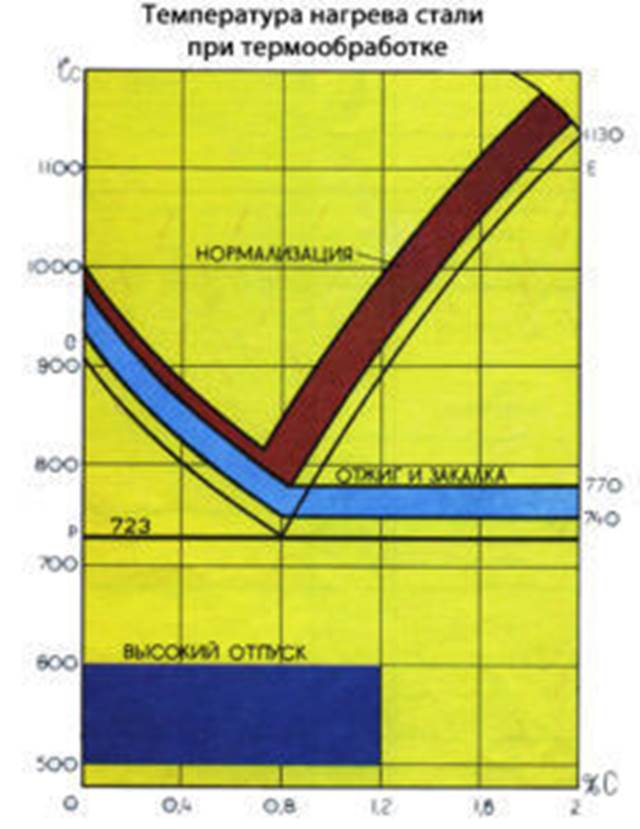
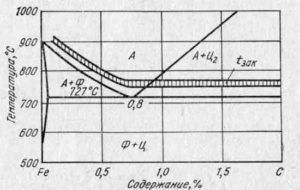 Интервал температур нагрева под закалку углеродистых сталей
Интервал температур нагрева под закалку углеродистых сталей - Исходной структурой.
- Требуемой конечной твёрдостью.
- Необходимостью наличия ряда соединений в микроструктуре, которые образуются лишь при повышенных температурах.
Соответственно для каждой марки стали или сплава разработаны индивидуальные режимы закалки, которые различаются:
- Скоростью нагрева заготовки до необходимых температур (допускаемая погрешность для некоторых видов
 Режим закалки стали в зависимости от марки
Режим закалки стали в зависимости от марки
высоколегированных сплава может составлять 20…300С, что вынуждает применять закалочные печи с автоматически регулируемой температурой в рабочем пространстве);
- Длительностью выдержки изделия в печи при заданной температуре;
- Интенсивностью охлаждения изделия;
- Количеством циклов закалки и последующего отпуска.
Особенно тщательно ведут закалку сталей и сплавов со сложным составом, включающим несколько легирующих элементов (в частности, кобальта, молибдена). Указанные металлы в процессе образуют по границам зёрен основной структуры интерметаллидные соединения, которые существенно увеличивают твёрдость и прочность сталей (в частности, инструментальных). Форма и концентрация интерметаллидов зависят только от точности соблюдения технологии закалки.
 Присутствие в стали молибдена или вольфрама повышает теплостойкость, прокаливаемость и уменьшает склонность к обратимой хрупкости
Присутствие в стали молибдена или вольфрама повышает теплостойкость, прокаливаемость и уменьшает склонность к обратимой хрупкости
Виды закалки определяются оборудованием, на котором она выполняется. Например, для таких изделий, как шестерни, валы, направляющие колонки, где требуется оптимальное сочетание высокой поверхностной твёрдости и относительно вязкой сердцевины, используется поверхностная закалка токами высокой частоты.
 Закалка ТВЧ, закалка стали, температура закалки
Закалка ТВЧ, закалка стали, температура закалки
Для этого изделие помещают в индукционную катушку, по которой пропускается высокочастотный (до 15000…25000 Гц) ток. Проникая на ограниченную глубину, этот ток способствует увеличению поверхностной прочности сталей или сплавов. В результате усталостная прочность деталей, которые работают при циклически изменяющихся напряжениях растяжения-сжатия, заметно возрастает.
Более интенсивное изменение твёрдости поверхности детали можно получить, используя для закалки высокоэнергетические источники тепла – искровой или дуговой разряд. Разряды должны возбуждаться в жидкой среде, куда помещают обрабатываемую заготовку или деталь.
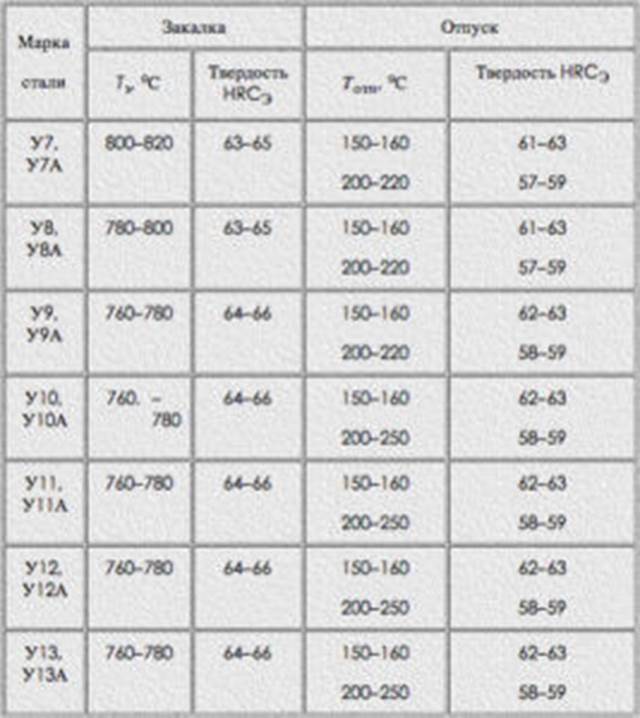 Режимы термической обработки углеродистых инструментальных сталей во время закалки и после отпуска
Режимы термической обработки углеродистых инструментальных сталей во время закалки и после отпуска
После закалки в подавляющем большинстве случаев необходим отпуск, иначе чрезмерная конечная твёрдость детали становится причиной повышенной хрупкости при ударных нагрузках.
Улучшение и нормализация
Как виды термообработки, эти процессы схожи с отжигом, хотя и предназначены для иных целей – повышения эксплуатационной долговечности ответственных деталей машин и инструмента.
При нормализации деталь подвергается медленному нагреву, выдерживается при заданной температуре, после чего обязательно охлаждается вместе с печью. В результате структура детали становится более равновесной, а уровень внутренних напряжений понижается.
 Закалка стали (график)
Закалка стали (график)
Существенным отличием считается состав атмосферы, печи, в которой выполняются данные операции термической обработки. Она должна быть безокислительной, поскольку интенсивное оксидообразование на поверхности изделия не только ухудшает его товарный вид, но и изменяет размеры. Выгорание углерода, которым также сопровождается термообработка в обычной печи, ухудшает химический состав стали и снижает её прочность.
Уменьшение доступа кислорода к поверхности детали при нормализации выполняют несколькими путями:
 Термообработка металла от отжига до нормализации
Термообработка металла от отжига до нормализации
- Нагревом при плановом недостатке кислорода. В этом случае стабильность работы газовых горелок печей для термообработки компенсируют увеличением скорости подачи воздуха в зону горения;
- Термической обработкой в среде защитных газов. Для ответственных деталей применяются пары лития, аргон или другие благородные газы, в остальных случаях – двуокись углерода;
- Нанесением защитных обмазок на поверхность изделия, подлежащего нормализации.
После нормализации деталь охлаждают на спокойном воздухе, не допуская её обдув: это может вызвать неоднородную, «пятнистую» микроструктуру изделия.
 Нормализация металла
Нормализация металла
Улучшение — операция термообработки, в результате которой повышается механическая обрабатываемость сталей и сплавов, снижается уровень остаточных напряжений в них. Это сопровождается некоторым уменьшением твёрдости.
Криогенная обработка
Мартенситная составляющая в структуре большинства сталей и сплавов может появиться не только при повышенной, но и при пониженной температуре. Технология обработки холодом выгодно отличается от традиционных технологий термической обработки следующим:
- В результате криогенной обработки количество остаточного аустенита в сталях снижается. Это стабилизирует размеры деталей (что особо важно для высокоточного инструмента), повышает
 Криогенная обработка
Криогенная обработка
теплопроводность и магнитные свойства, увеличивает итоговую прочность изделия.
- Отпадает потребность в последующем отпуске. Это сокращает длительность производственного цикла, что обычно сопровождает все остальные виды термической обработки.
- Для быстрорежущих сталей (из которых изготавливается высокостойкая инструментальная оснастка для Определение криогенной обработки
металлорежущего и штамповочного оборудования) обработка холодом – единственный способ увеличить твёрдость, не потеряв при этом в показателях упругости.
- Детали после криогенной обработки лучше поддаются полированию и шлифовке, что снижает коэффициент трения при функционировании таких деталей и повышает их износостойкость.
Режимы криогенной обработки зависят от марки сталей/сплавов, и колеблются в диапазоне -60…-1400С. Обычно криогенную обработку ведут при циклическом сочетании периодов глубокого охлаждения с периодами старения – выдержки при менее низких температурах. При сочетании циклов нагрева и охлаждения полный распад остаточного аустенита достигается за 4…7 часов (большие значения – для высоколегированных сталей).
Особый вид термообработки представляют процессы химико-термической обработки. Их задачей является формирование в поверхностной микроструктуре карбидов и нитридов – соединений, существенно увеличивающих микротвёрдость деталей, и создающих в них остаточные напряжения сжатия. Такие изделия показывают особо высокую стойкость при знакопеременных нагрузках