СБОРКА МЕХАНИЗМОВ ВРАЩАТЕЛЬНОГО ДВИЖЕНИЯ
Валы предназначены для передачи вращающего момента и, как правило, поддержания установленных на них деталей. Кроме вращающих моментов валы нагружены обычно поперечными силами и изгибающими моментами.
Различают валы прямые и коленчатые, ступенчатые и гладкие, сплошные и пустотелые, цельные и составные, а также гибкие проволочные. Наиболее распространены ступенчатые валы, которые состоят из участков различных диаметров — монтажных шеек, служащих для установки на них различных деталей. Крепление деталей на валах во избежание проворота осуществляется с помощью шпонок, шлицов, штифтов, клиньев и др., а для предотвращения осевого перемещения — втулками, запорными кольцами, винтами и др.
Оси обеспечивают вращательное движение закрепленных на них деталей, нагружены поперечными силами и изгибающими моментами и не передают вращающих моментов. Оси бывают вращающимися и неподвижными.
Цапфами называют опорные участки осей и валов; они могут быть цилиндрическими, коническими, шаровыми. Цапфа, расположенная на конце вала, называется шипом, промежуточная цапфа называется шейкой. Цапфа, воспринимающая осевые усилия и расположенная перпендикулярно оси вала, называется пятой. Пяты могут быть плоскими, кольцевыми и гребенчатыми.
Наиболее характерные соединения валов — жесткие, обеспечивающие постоянство относительного положения валов (или частей вала) при работе, и быстроразъемные, при которых валы (или части вала) можно разъединять, если это необходимо при работе.
Строго соосные цилиндрические валы жестко соединяют так называемыми жесткими глухими муфтами. Соединение валов начинают с подбора боковин к валам так, чтобы между валами и выточками в боковинах не было зазора. Затем устанавливают пружинные кольца, шпонки иобе боковины предварительно стягивают двумя болтами. После этого проверяют, нет ли зависания боковин на шпонках и кольцах.
Причиной зависания могут быть недостаточные размеры канавок под шпонки и кольца, в связи с чем боковины упираются в эти детали. Устанавливают еще два болта, затягивают и зашплинтовывают гайки.
Сборка составных валов при помощи фланцев осуществляется в следующем порядке:
О подбирают полумуфты к шейкам вала;
- - устанавливают шпонки и напрессовывают полумуфты. Посадка полумуфты глухая, поэтому для облегчения напрессовки их предварительно нагревают;
- - устанавливают центрирующее кольцо и обе части вала тщательно контролируют в центрах на перпендикулярность торцов полумуфт осям. Одновременно проверяют на биение выступающую часть центрирующей поверхности кольца; о обе половины вала помещают на призмы и, сдвигая до соприкосновения полумуфт, фиксируют их в таком положении тремя болтами;
Предварительно собранный вал устанавливают в центрах и с помощью индикатора проверяют биение всех его шеек; если биение в допустимых пределах, монтируют остальные болты. Чтобы отверстия под болты совпадали, их совместно обрабатывают разверткой;
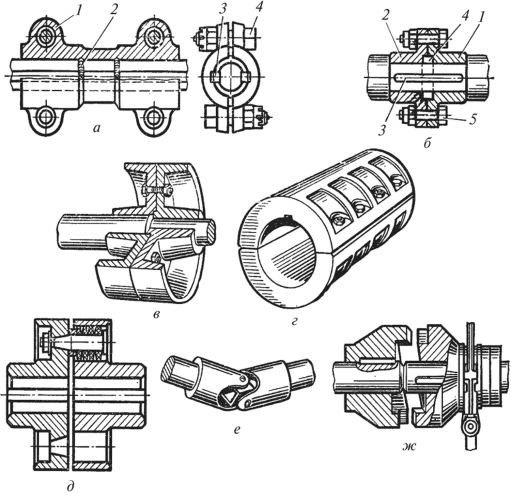
Рис. Сборка валов (или частей вала) с помощью муфт
После напрессовки на валы половинок (фланцев) муфты и установки центрирующего кольца части вала проверяют на перпендикулярность торцов фланцев осям валов и на биение выступающей части центрирующей поверхности кольца.
Примером быстроразъемного соединения валов может служить соединение посредством кулачковой и фрикционной муфт сцепления. Муфты предназначены для передачи вращения с одного вала на другой, расположенный с ним соосно. Если муфта рассчитана на постоянное соединение вала, то ее называют постоянной. Если в процессе работы необходимо многократно соединять и разъединять валы, то применяют сцепные муфты.
К постоянным относят муфты, состоящие из двух полу- муфт, соединенных болтами. Вращающий момент передается шпонками. Подобные муфты называют глухими. Они просты по конструкции, однако имеют существенный недостаток — требуют точного центрирования соединяемых при сборке валов.
Этого недостатка нет у компенсирующих постоянных муфт. Конструкция их сложнее, однако и возможности шире. Ими можно соединять валы, имеющие смещение и перекос осей. Если в муфте смещение и перекос валов компенсируются упругими элементами, например стальными пластинчатыми пружинами или резиновыми кольцами, то ее называют упругой. Если же упругих элементов нет, муфту называют жесткой.
Для многократного соединения и разъединения валов часто применяют кулачковые муфты. Одна из полумуфт жестко соединена с валом, а другая может перемещаться по шпонке или по шлицам вдоль вала. При включении муфты кулачки, имеющиеся на торцовых поверхностях одной полумуфты, входят во впадины другой и передают вращение.
Перед установкой подшипников качения проверяют, чтобы: посадочные поверхности подшипников качения не имели задиров и следов коррозии; рабочие поверхности внутренних и наружных колец подшипников (беговые дорожки) были чистыми, гладкими, без трещин, вмятин, волнистости, шелушения и задиров. Следы коррозии с монтажных поверхностей подшипников удаляют зачисткой наждачным полотном с последующей притиркой участков пастой ГОИ. очистку беговых дорожек, шариков и роликов от коррозионных пятен производить порошком оксида хрома, разведенным в чистом минеральном масле.
Перед установкой подшипников посадочные поверхности сопрягаемых деталей тщательно промывают в керосине или дизельном топливе, насухо протирают и смазывают тонким слоем масла. Монтаж подшипников качения на вал перед напрессовкой на вал подшипники, имеющие посадку с натягом, нагревают в водомасляной ванне 15 - 20 мин до 60 -100 °С; надевают подшипник на вал, прикладывая небольшое осевое усилие, до упора в заплечики вала так, чтобы заводское клеймо, нанесенное на кольцо подшипника, было видно; проверяют посадку подшипника качения на валу, вращая наружное кольцо.
Большое распространение получило использование стопорных пружинных колец (зегеров) для фиксации подшипников качения позволяющее сэкономить место, ускорить монтаж и демонтаж, упростить изготовление валов и корпусов. Если ожидаются действие повышенной осевой нагрузки, то между кольцом подшипника и стопорным пружинным кольцом рекомендуется установить упорное кольцо для того, чтобы на пружинное кольцо не действовали слишком большие изгибающие моменты.
При контроле качества сборки.
Основная особенность контроля сборочных работ состоит в необходимости проверять не только окончательно собранное изделие или его отдельные сборочные единицы, но и все детали, поступающие на сборку. Помимо того контролю подвергают все детали, проходящие предварительную, перед установкой в узел, слесарную обработку
К основным видам геометрических проверок, осуществляемых при сборке сборочных единиц и механизмов с помощью технических средств, относятся контроль зазоров, проверка на радиальное, осевое и торцовое биения, контроль параллельности и перпендикулярности, соосности, прямолинейности и плоскостности, положения деталей в некоторых сборочных единицах.