В процессе изготовления машин некоторые их детали соединяют между собой, при этом образуются неразъёмные или разъёмные соединения. [1]
Неразъёмными называют соединения, которые невозможно разобрать без нарушения или повреждения деталей. К ним относятся заклёпочные, сварные, клеевые соединения, соединения, полученные пайкой, а также условно посадки с натягом.
Разъёмными называют соединения, которые можно разбирать и вновь собирать без повреждения деталей. К разъёмным относятся резьбовые, шпоночные, шлицевые и другие соединения.
Сварные соединения образуются путём местного нагрева деталей в зоне сварки. Наибольшее распространение получили электрические виды, основными из которых являются дуговая и контактная сварка.
Различают следующие разновидности дуговой сварки:
- автоматическая сварка под флюсом (этот вид сварки высокопроизводителен и экономичен, даёт хорошее качество шва, применяется в крупносерийном и массовом производстве для конструкций с длинными швами);
- полуавтоматическая сварка под флюсом (применяется для конструкций с короткими прерывистыми швами);
- ручная сварка (применяется в тех случаях, когда другие виды дуговой сварки нерациональны, этот вид сварки малопроизводителен, качество шва зависит от квалификации сварщика).
Контактная сварка применяется в серийном и массовом производстве для нахлёсточных соединений тонкого листового металла (точечная, шовная контактные сварки) или для стыковых соединений круглого и полосового металла (стыковая контактная сварка).
Достоинства сварных соединений:
- невысокая стоимость соединения благодаря малой трудоёмкости сварки и простоте конструкции сварного шва;
- сравнительно небольшая масса конструкции (на 15-25% меньше массы клёпаной):
- из-за отсутствия отверстий под заклёпки требуется меньшая площадь свариваемых деталей;
- соединение деталей может выполняться без накладок;
- отсутствуют выступающие массивные головки заклёпок;
- герметичность и плотность соединения;
- возможность автоматизации процесса сварки;
- возможность сварки толстых профилей.
Недостатки сварных соединений:
- прочность сварного шва зависит от квалификации сварщика (устраняется применением автоматической сварки);
- коробление деталей из-за неравномерности нагрева в процессе сварки;
- недостаточная надёжность при значительных вибрационных и ударных нагрузках.
Соединения с натягом осуществляются подбором соответствующих посадок, в которых натяг создаётся необходимой разностью посадочных размеров насаживаемых одна на другую деталей. Взаимная неподвижность соединяемых деталей обеспечивается силами трения, возникающими на поверхности контакта деталей.
Соединения деталей с натягом условно относят к неразъёмным соединениям, хотя, особенно при закалённых поверхностях, они допускают разборку и новую сборку деталей. Для этого используют:
- механическое сопряжение;
- тепловые посадки;
- охлаждение охватываемой детали.
Достоинства соединений с натягом:
- простота конструкции и хорошее базирование соединяемых деталей;
- большая нагрузочная способность.
Недостатки соединений с натягом:
- сложность сборки и, особенно, разборки;
- рассеивание прочности соединения в связи с колебаниями действительных посадочных размеров в пределах допусков.
Резьбовые соединения являются наиболее распространёнными разъёмными соединениями. Их образуют болты, винты, шпильки, гайки и другие детали, снабжённые резьбой.
Резьбы классифицируют в зависимости от:
- формы поверхности, на которой образуется резьба:
- цилиндрические;
- конические;
- формы профиля резьбы:
- треугольные;
- упорные;
- трапецеидальные;
- прямоугольные;
- круглые;
- направления винтовой линии резьбы:
- правые (винтовая линия поднимается слева вверх направо);
- левые (имеют ограниченное применение);
- числа заходов резьбы (определяется с торца винта по числу сбегающих витков):
- однозаходные;
- многозаходные;
- назначения резьбы:
- крепёжные (применяют в резьбовых соединениях; имеют треугольный профиль, который характеризуется большим трением, предохраняющим резьбу от самоотвинчивания, а также высокой прочностью и технологичностью);
- крепёжно-уплотняющие (применяют в соединениях, требующих герметичности; выполняют треугольного профиля, но без радиальных зазоров; как правило, все крепёжные резьбовые детали имеют однозаходную резьбу);
- для передачи движения (применяют в винтовых механизмах; имеют трапецеидальный (реже – прямоугольный) профиль, который характеризуется меньшим трением).
Достоинства резьбовых соединений:
- высокая нагрузочная способность и надёжность;
- наличие большой номенклатуры резьбовых деталей для различных условий работы;
- удобство сборки и разборки;
- малая стоимость, обусловленная стандартизацией и высокопроизводительными процессами изготовления.
Недостатки резьбовых соединений:
- наличие большого количества концентраторов напряжений, которые снижают сопротивление усталости при переменных напряжениях.
Шпоночные соединения состоят из вала, шпонки и ступицы охватывающей детали.
Шпонка представляет собой брус, вставляемый в пазы вала и ступицы, для передачи вращающего момента между валом и охватывающей деталью.
Шпоночные соединения подразделяют на:
- ненапряжённые (при сборке соединений в деталях не возникает предварительных напряжений):
- с призматическими шпонками (рабочие грани – боковые, не удерживают детали от осевого смещения вдоль вала) по форме торцов различают:
- со скруглёнными торцами (рисунок 1, исполнение 1);
- с плоскими торцами (рисунок 1, исполнение 2);
- с одним плоским, а другим скруглённым торцом (рисунок 1, исполнение 3);
- с сегментными шпонками (рабочие грани – боковые, применяют при передаче небольших вращающих моментов, просты в изготовлении, удобны при монтаже и демонтаже – шпонки свободно вставляют в паз и вынимают) (рисунок 2);
- напряжённые (при сборке соединений в деталях возникают предварительные (монтажные) напряжения):
- с клиновыми шпонками (имеют форму односкосных самотормозящих клиньев с уклоном 1:100, не требуют стопорения ступицы от продольного перемещения вдоль вала, хорошо воспринимают ударные и знакопеременные нагрузки) (рисунок 3);
- с тангенциальными шпонками (состоят из двух форму односкосных клиньев с уклоном 1:100 каждый, работают узкими гранями, вводятся в пазы ударом, применяются для передачи больших вращающих моментов с переменным режимом работы, в соединении ставят две пары тангенциальных шпонок под углом 120°) (рисунок 4).
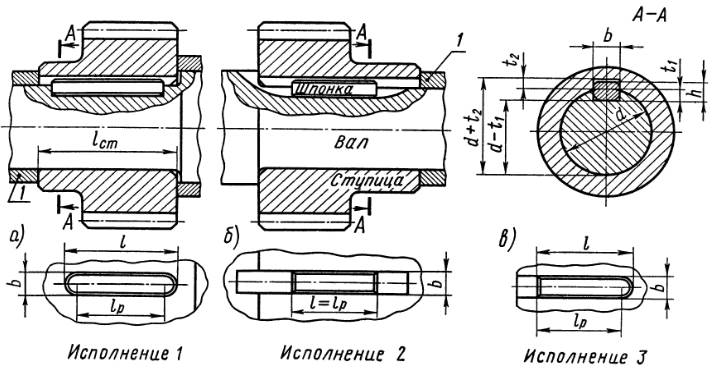
Рисунок 1 – Соединения призматическими шпонками
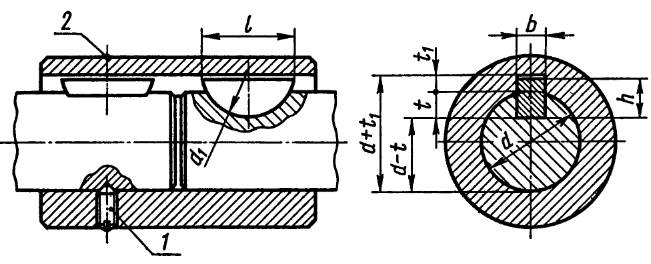
Рисунок 2 – Соединение сегментной шпонкой: 1 – винт установочный; 2 – кольцо замковое пружинное
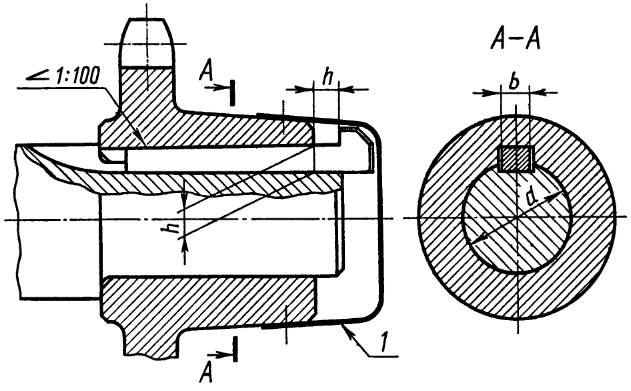
Рисунок 3 – Соединение клиновой шпонкой
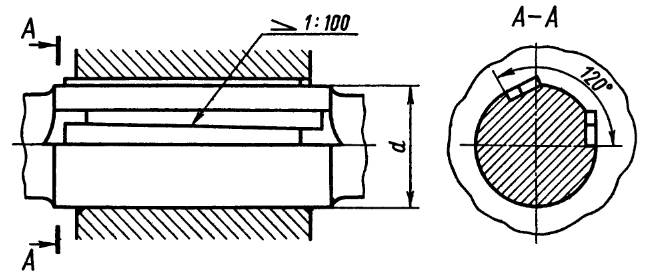
Рисунок 4 – Соединение тангенциальными шпонками
Достоинства шпоночных соединений:
- простота конструкции;
- сравнительная лёгкость монтажа и демонтажа.
Недостатки шпоночных соединений:
- шпоночный паз ослабляет вал и ступицу охватывающей детали не только уменьшением сечения, но, главное, значительной концентрацией напряжений изгиба и кручения;
- трудоёмкость изготовления.
Шлицевые соединения образуются выступами – зубьями на валу и соответствующими впадинами – шлицами в ступице охватывающей детали. Рабочими являются боковые стороны зубьев. Упрощенно шлицевые соединения можно рассматривать как многошпоночные.
Шлицевые соединения различают:
- по характеру соединения:
- неподвижные (для закрепления охватывающей детали на валу);
- подвижные (допускают перемещение детали вдоль вала);
- по способу центрирования ступицы относительно вала:
- по наружному диаметру (наиболее технологично);
- по внутреннему диаметру (при высокой твёрдости материала ступицы);
- по боковым поверхностям зубьев (более равномерно распределение нагрузки по зубьям);
- по форме зубьев:
- прямобочные (имеют постоянную толщину зубьев) (рисунок 5);
- эвольвентные (имеют повышенную прочность, используются для передачи больших вращающих моментов) (рисунок 6);
- треугольные (применяют только в неподвижных соединениях для тонкостенных ступиц, пустотелых валов, при передаче небольших крутящих моментов) (рисунок 7).
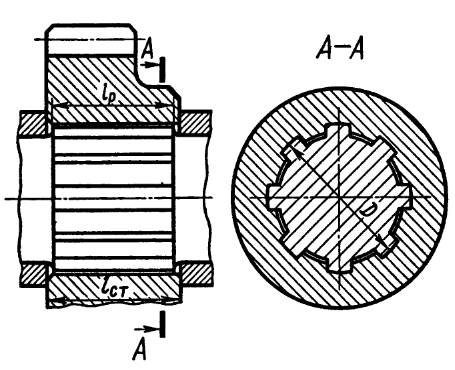
Рисунок 5 – Прямобочное шлицевое соединение
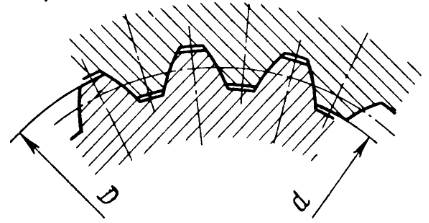
Рисунок 6 – Эвольвентное шлицевое соединение
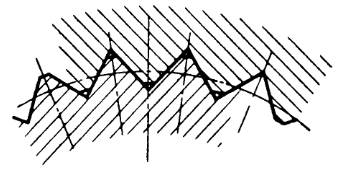
Рисунок 7 – Треугольное шлицевое соединение
Достоинства шлицевых соединений (по сравнению со шпоночными соединениями):
- обеспечивают лучшее базирование соединяемых деталей и более точное направление при осевом перемещении;
- уменьшается число деталей соединения (шлицевое соединение образуют две детали, шпоночное – три-четыре);
- при одинаковых габаритах допускают передачу больших вращающих моментов за счёт большей поверхности контакта;
- обеспечивается высокая надёжность при динамических и реверсивных нагрузках;
- вал зубьями ослабляется незначительно;
- уменьшается длина ступицы.
Недостатки шлицевых соединений (по сравнению со шпоночными соединениями):
- более сложная технология изготовления;
- более высокая стоимость.