ОБЩИЕ СВЕДЕНИЯ
1 Токарные станки с ЧПУ. По компоновке все токарные станки с ЧПУ можно разделить на две группы:
· станки, созданные на базе универсальных станков;
· специализированные станки оригинальных компоновок, предназначенные для обработки определенного класса заготовок.
Токарные станки с ЧПУ на базе универсальных станков
Токарные станки с ЧПУ по компоновке мало отличаются от аналогичных универсальных станков (рис.1) и обычно имеют горизонтальные направляющие.

Рисунок 1 - Универсальный токарно-винторезный станок повышенной точности

а)

б)
Рисунок 2 - Токарный станок с ЧПУ повышенной точности
с револьверной головкой (а)
и типовые детали для токарной обработки (б)
Особенностями конструкции токарных станков с ЧПУ являются следующие:
· Шпиндельная бабка без зубчатых колес, с осью «С» - круговая интерполяция, с механизированным зажимным патроном.
· На поперечных салазках установлен резцедержатель при смене инструмента из магазина (рис.3, а).


а) б)
Рисунок 3 - Конструкции револьверных головок
а) – четырехпозиционная; б) –барабанная с горизонтальной осью вращения
· На поперечных салазках установлена револьверная поворотная инструментальная головка (рис.3, б). Револьверная головка – 8-ми или 12-позиционная с горизонтальной или 4-позиционная с вертикальной осью вращения фирмы «Baruffaldi», «Sauter», «Duplomatic» с приводным инструментом.
· Система ЧПУ – «FANUC», «SIEMENS» или «Балт-Система».
· Класс точности – П (повышенной) или В (высокой) по ГОСТ 8-82.
Токарные станки с ЧПУ оригинальной конструкции
Для специализированных токарных станков чаще всего характерны оригинальная конструкция и направляющие, расположенные в вертикальной или наклонной плоскости (рис.4).

Рисунок 4 - Оригинальная компоновка токарного станка с ЧПУ с наклонной станиной: 1 – привод главного движения; 2 – коробка скоростей; 3 – продольный суппорт; 4 – привод продольных подач; 5 – задняя бабка; 6 – поперечные салазки; 7 – привод поперечных подач.
Специализированные станки могут укомплектовываться одной или несколькими револьверными инструментальными головками, установленными на суппорте станка (рис. 5).

 .
.
а) б)
Рисунок 5 - Варианты компоновки токарного станка с ЧПУ:
а –с одним суппортом;
б – с двумя суппортами;
1 – шпиндель станка; 2 – станина; 3 – верхний суппорт; 4 – револьверная головка; 5 – направляющие; 6 – задняя бабка; 7 – второй суппорт
Токарные станки работают, как правило, с контурными устройствами ЧПУ, имеют две управляемые координаты.

Рисунок 6 - Технологические возможности токарных станков с ЧПУ
По способу крепления заготовок токарные станки с ЧПУ подразделяют на:
· Карусельные станки для обработки заготовок сложных корпусов.
· Центровые станки, оснащенные задней бабкой. Станки служат для обработки валов в центрах с прямолинейным и криволинейным контурами, а также для нарезания резьбы.
· Патронные станки обработки сравнительно коротких деталей при их консольном закреплении в зажимном патроне.
· Патронно - центровые станки для наружной и внутренней обработки разнообразных сложных заготовок деталей типа тел вращения. Эти станки обладают технологическими возможностями токарных центровых и патронных станков (рис.7).

а)

б)
Рисунок 7 - Токарный станок с ЧПУ повышенной точности (мод.СА700СФ3, СА1400СФ3)
а) общий вид; б) кинематическая схема
Станки предназначены для токарной обработки в патроне и в центрах деталей с прямолинейным, ступенчатым и криволинейным профилем. Станок имеет тормоз шпинделя, устройство позиционирования и круговой подачи шпинделя (ось С). Диапазон регулирования частот вращения шпинделя позволяет производить обработку изделий как из обычных черных и цветных металлов, так и из легированных сталей. Станок снабжен револьверной головкой для токарного и приводного инструмента. Класс точности П по ГОСТ 8-82.
2 Токарные многооперационные станки
Одной из основных задач при создании токарных многооперационных станков является обеспечение двух режимов обработки:
· обычного точения неподвижным инструментом - в этом случае шпиндель приводится во вращение от электродвигателя главного привода (рис.8)


а) б)
Рисунок 8 –Однодвигательный привода шпинделя
а) принципиальная схема; б) шпиндель с цанговым патроном
· периферийной обработки вращающимся инструментом нецентровых отверстий, шпоночных пазов, сложных поверхностей (рис.9, 10)


а) б)
Рисунок 9 – Токарная обработка
деталей с нецентровыми отверстиями, пазами; сложными поверхностями (а) и принципиальная схема однодвигательного привода шпинделя для контурной обработки (б);
1 – шпиндельный узел; 2 – зубчатая передача; 3 – электродвигатель; 4 – ременная передача; 5 – датчик; 6 – электромагнитная муфта
Во втором случае шпиндельные узлы вместе с соответствующим приводом образуют механизм полярной (круговой) координаты, которая в зависимости от условий обработки может иметь: непрерывное управление с дискретностью угловых перемещений шпинделя порядка 0,001° – при контурном фрезеровании поверхностей типа коноидов, кулачков и других фасонных элементов; позиционное управление с дискретностью 1…2° – при сверлении, нарезании резьб, зенкеровании и развертывании нецентровых отверстий и др. (рис.10. в). После создания электронных моделей заготовки и готовой детали осуществляется имитация обработки (рис.10, а - в).


а) б)



в
Рисунок 10 – Электронные модели заготовки (а) и готовой детали (б) и фрагмент имитации обработки
На рисунке 11 представлена компоновка токарного многоцелевого станка (центра) с одним шпинделем.

Рисунок 11 -Центр токарный с одним шпинделем
Центр имеет два суппорта, устройство позиционирования и круговой подачи шпинделя (осью С), револьверные головки для токарного и приводного инструмента на верхнем и нижнем суппортах.

Рисунок 12 – Чертеж многоцелевого токарного станка
Многоцелевой станок (рис.11, 12) позволяет производить токарную обработку деталей сложной конфигурации типа валов и фланцев из черных и цветных металлов, из высоколегированных сталей, а также термообработанных деталей. Кроме того, на станке можно осуществлять обработку гладких и резьбовых отверстий (торцовых несоосных и радиальных), фрезерование радиальных и торцовых прямолинейных и фасонных пазов, радиальных лысок.
Наличие второго суппорта позволяет существенно повысить производительность станка. Максимальное перемещение нижнего суппорта по оси Х2 – 165 мм, по оси Z2 – 260 мм при РМЦ 1000 мм, 760 мм при РМЦ 1500 мм и 1760 мм при РМЦ 2500 мм.
Дальнейшее повышение производительности и расширение технологических возможностей многооперационных токарных станков идет по пути концентрации операций, увеличения числа револьверных головок (РГ) и суппортов, ужесточения конструкций за счет новых компоновок. На рисунке 13 показан токарный центр с двумя суппортами и двумя шпинделями – главным и противошпинделем.


Рисунок 13 - Центр токарный c двумя шпинделями
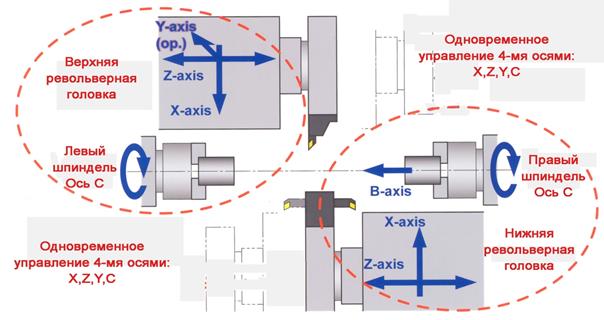
Рабочая зона станка (Рис.14) включает главный шпиндель, противошпиндель, левую и правую револьверные головки с токарным инструментом, инструментальный шпиндель с осевым инструментом.


а)
б)
Рисунок 14 –Рабочая зона токарного обрабатывающего центра:
а - токарный многофункциональный обрабатывающий центр с 11-тью одновременно управляемыми осями;
б - токарный многофункциональный обрабатывающий центр с 8-ю одновременно управляемыми осями
Центр снабжен устройством позиционирования и круговой подачи шпинделя (осью С), револьверными головками для токарного и приводного инструмента.
На рисунке 15 представлен чертеж и общий вид токарного центра с двумя шпинделями.

а)

б)
Рисунок 15 - Чертеж (а) и общий вид (б) токарного центра с двумя шпинделями
Наличие противошпинделя позволяет производить с перехватом полную обработку деталей с двух сторон. Диаметр отверстия в противошпинделе 60… 102 мм. Частота вращения противошпинделя – 35…4000. Максимальное перемещение противошпинделя по оси Z2 850 мм при расстоянии между центрами 1000 мм, 1350 мм при расстоянии между центрами 1500 мм.
На многооперационных станках с противошпинделем возможна последовательная обработка одной детали (рис.16, а) с перехватом из главного шпинделя в противошпиндель; одновременная обработка двух одинаковых деталей (рис.16, б); обработка длинных валов (рис.16, в).


а) б)


в)
Рисунок 16 – Схемы обработки
Принципиальная кинематическая схема токарного центра с двумя шпинделями представлена на рис. 17.

Рисунок 17 – Кинематическая схема токарного центра с двумя шпинделями
Контрольные вопросы
1. Какие конструктивные и технологические особенности имеют многооперационные станки?
2. Какие дополнительные операции можно выполнять на многооперационных станках токарной группы?
3. Как осуществляется крепление инструмента в шпинделях станков?
4. Расскажите о работе многооперационного токарного станка.
5. Для чего применяются устройства для автоматической смены инструмента?
ЗАДАНИЕ
1. Покажите основные узлы компоновки токарного центра с двумя шпинделями (Рис.12-13).
2. Составьте цепь главного движения (рис.17) станка.
3. Составьте уравнение кинематического баланса цепи главного движения и подач.
4. Расшифруйте запись: «Класс точности П по ГОСТ 8-82».
5. Опишите принципиальную схему привода шпинделя для контурной обработки деталей с нецентровыми отверстиями, пазами; сложными поверхностями (Рис.8).
6. Расшифруйте обозначение: мод. СА500СФ3.