ЛАБОРАТОРНАЯ РАБОТА 7
ИЗУЧЕНИЕ КОНСТРУКЦИИ, НАСТРОЙКА И РАБОТА АВТОМАТА С СИСТЕМОЙ АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ НАПРЯЖЕНИЯ НА ДУГЕ
Цель работы: изучить конструкцию и принцип работы автомата для сварки под слоем флюса АДС-1000-4.
Основные сведения об устройстве и принципе работы
Автомата для под слоем флюса АДС-1000-4
Техническое описание сварочного автомата.
• Автомат АДС-1000-4 тракторного типа предназначен для автоматической дуговой сварки под флюсом стальной электродной проволокой на переменном токе продольных швов, стыковых, угловых и нахлесточных соединений, «в лодочку» и наклонной, до 15° к горизонту, поверхностях.
• Автомат предназначен для работы в закрытых помещениях в районах с умеренным климатом на высоте до 1000м над уровнем моря при температуре окружающего воздуха от минус 10° до плюс 40° и относительной влажности воздуха до 98% при температуре плюс 25°.
•
Технические характеристики сварочного автомата.
Основные технические параметры автомата указаны в табл.1
| Наименование параметров | Нормы |
| Номинальное напряжение питающей сети, В | 220 или 380 |
| Номинальная частота, сети, Гц | |
| Род сварочного тока | переменный |
| Номинальный сварочный ток при ПВ=100% | 1000 А |
| Пределы регулирования сварочного тока, А | 400-1200 |
| Диаметр электродной проволоки, мм | 2-5 |
| Скорость подачи электродной проволоки | 60-360 м/час |
| Скорость сварки, м/ч | 12-120 |
| Максимальная мощность, потребляемая аватоматом, кВт | |
| Масса электродной проволоки в барабане, кг | |
| Масса флюса в бункере, дм3 | |
| Масса сварочного трактора, кг | |
| Габаритные размеры сварочного трактора, мм | 1010х350х670 |
Устройство и принцип работы.
|
|
1. В автомате осуществляется зажигание дуги, ее поддержание и перемещение вдоль шва с непрерывной подачей флюса в зону сварки.
2. Сварочный трактор представляет собой самоходную тележку со смонтированными на ней сварочной головкой с бункером ля флюса, барабаном для электродной проволоки и пультом управления 3.
3. Питание автомата осуществляется от трехфазной сети.
4. Принципиальная электрическая схема автомата приведена на рис.1
Электрическая схема автомата обеспечивает:
• Включение автомата на сварку с помощью кнопки КнП;
• Автоматическое регулирование скорости подачи электродной проволоки в зависимости от напряжения на дуге.
• Плавное регулирование скорости вращения двигателя М2, а следовательно, скорости сварки, потенциометром R7;
• Измерение скорости сварки измерительным прибором V2;
• Плавное регулирование сварочного тока в пределах каждой ступени резистором R1;
• Ступенчатое изменение задаваемого напряжения дуги переключателем В2 в цепи дуговой обмотки возбуждения и плавное регулирование напряжения дуги в пределах каждой ступени резистором R4;
• Изменение направления движения каретки переключателем В4;
• Прекращение работы автомата кнопкой КнС. С остановкой двигателей головки и каретки прекращается подача электродной проволоки. Происходит растяжка дуги с последующим ее обрывом, чем достигается сглаживание шва и уменьшение кратера. С выдержкой времени, обусловленной конденсатором С1, реле Р2 отключит источник питания. Схема приходит в исходное положение;
• Управление установочными перемещениями электродной проволоки вниз и вверх соответственно кнопками Кн1 и Кн2.
|
|
Устройство и работа составных частей.
1. Сварочная головка с бункером для флюса осуществляет непрерывную подачу электродной проволоки и флюса в зону сварки.
2. Электродная проволока, предварительно уложенная в барабан, проходит через подающие ролики головки и далее через рихтующие ролики, направляющие проволоку через токопровод в зону сварки.
3. Подающие ролики приводятся во вращение электродвигателем постоянного тока с плавно регулируемое скоростью вращения через редуктор.
4. Электродная проволока сжата между двумя подающими роликами, взаимосвязанными при помощи шестерни, один из роликов укреплен на конце рычаг, усилие прижатия которого регулируется спиральной пружиной при помощи гайки.
5. Верхний ролик, предназначенный для рихтовки, может устанавливаться в положение, обеспечивающее необходимую степень выпрямления и закрепляться в этом положении гайками.
6. Токоподвод сварочной головки укреплен на цилиндрических направляющих для перемещения его в вертикальном положении.
7. Токоподвод состоит из 2-х контактных колодок: подвижной и не подвижной. Подвижная колодка прижимает электродную проволоку к неподвижной через пружины, усилие которых регулируется винтами. В соответствии с диаметром применяемой электродной проволоки к колодкам крепятся сменные вкладыши. Сварочный кабель подключается к неподвижной колодке. Для равномерного распределения тока подвижная и неподвижная колодки соединены между собой гибкой медной шиной.
|
|
8. На корпусе сварочной головки укреплен бункер 4 для флюса. К нижней части токоподвода прикреплена воронка, обеспечивающая концентрацию, относительно конца электрода, подачу флюса, поступающего из бункера. Бункер соединен с воронкой при помощи гофрированной трубки.
9. Сварочная головка укреплена на одном конце горизонтальной штанги каретки, а на другом ее конце укреплены пульт управления и барабан для электродной проволоки.
10. Сварочная головка и токоподвод с электродной проволокой могут быть повернуты в плоскости шва на угол до 45° в одну сторону от вертикали. Угол наклона головки фиксируется зубчатыми полумуфтами.
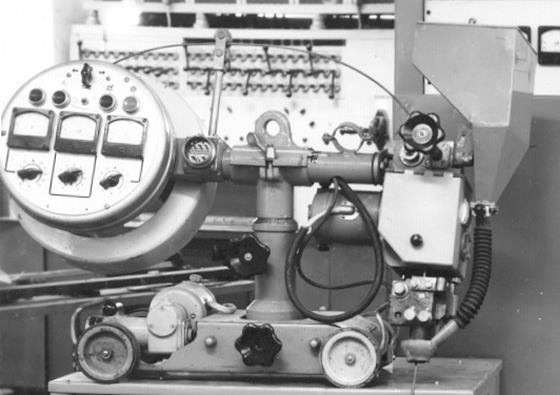
11. На пульте управления смонтированы амперметр для измерения сварочного тока, вольтметр для измерения напряжения дуги, прибор для измерения скорости сварки, потенциометры - регуляторы сварочного тока, напряжения дуги и скорости сварки, переключатель («автоматический режим», «наладочный режим»), переключатель направления движения каретки («влево», вправо») и т.д. Действие органов управления, расположенных на пульте, обозначены символами, расшифровка которых приведена на рис.9.
12. Конструкция барабана предусматривает внутреннюю намотку электродной проволоки.
Выводы 1. Каким образом регулируется рабочее напряжение сварочной дуги?
 |
 | |||
 |