Группа ШКЭС- 09/19
Тема 5. Оборудование сварочного поста.
Задания:
Изучить и законспектировать лекцию.
2. Ответить на контрольные вопросы.
Описание и оборудование сварочного поста ручной дуговой сварки
Рабочее место сварщика — это сварочный пост, который оснащен необходимым инструментом и оборудованием для выполнения работ. Сварочные посты могут быть оборудованы как в производственном помещении, таки на открытой производственной площадке (строительномонтажные условия работы). В зависимости от условий работы сварочные посты могут быть стационарными или передвижными.
В зависимости от характера выполняемой работы и размеров свариваемых конструкций сварочный пост может располагаться в специальных сварочных кабинах или непосредственно на конструкции.
В кабинах в качестве источников питания размещаются наиболее распространенные однопостовые сварочные трансформаторы типа ТДМ для сварки на переменном токе или сварочные выпрямители типа ВД или ВДУ для сварки на постоянном токе. Применяются также и многопостовые источники питания на несколько независимых постов. При питании сварочных постов от многопостовых источников сварочный ток разводят по кабинам с помощью токоподводящих проводов или шин. В кабине устанавливают рубильник или магнитный пускатель для включения сварочного тока.
Сварочные кабины размерами 2000x2000 или 2000x3000 мм используют при сварке небольших изделий. Стены кабин изготавливают из несгораемых материалов и окрашивают огнестойкой краской, поглощающей ультрафиолетовые лучи. Стены имеют высоту 1800—2000 мм, а для лучшей вентиляции подняты над полом на 200—300 мм. Дверной проем в кабине закрывают брезентом, пропитанным огнестойким составом. Пол настилают из огнеупорного материала — кирпича или бетона. Кабины должны освещаться естественным или искусственным светом (80—100 лк), вентилироваться (воздухообмен 40 м3/ч) и иметь местные отсосы, поглощающие газы и пары из зоны сварки.
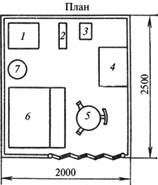
Внутри кабины устанавливают металлический сварочный стол высотой 500—600 мм для работы сидя или около 900 мм для работы стоя (площадью около 1 м2) со стальными болтами для крепления токоподводящего провода от источника сварочного тока и для провода заземления стола. С боковой стороны стола имеются гнезда для хранения электродов или присадочной проволоки (рис. 1.1).

Рис. 1.1. Сварочная кабина:
1 — источник питания; 2 — ящик для электродов; 3 — ящик для инструмента; 4 — стеллажи для деталей и готовых сварных узлов; 5 — стул сварщика;
6 — стол сварщика; 7 — электропечь для прокалки электродов
Для выполнения сварочных работ сварщику требуется определенный набор инструментов и принадлежностей. Сварщики обеспечиваются средствами личной защиты, спецодеждой.
Электрододержатель — приспособление для закрепления электрода и подвода к нему тока. Среди всего многообразия применяемых электрододержателей наиболее безопасными являются пружинные, изготавливаемые по требованиям и классификации ГОСТ 14651—78Е: I типа — для тока до 125 А; II типа — для тока 125—315 А; III типа — для тока 315—500 А. Эти электрододержатели выдерживают без ремонта 8—10 тыс. зажимов. Время замены электрода не превышает 3—4 с. По конструкции различаются винтовые, пластинчатые, вилочные и пружинные электрододержатели (рис. 1.2). Электрододержатель (ГОСТ 14651—78Е) должен быть легким (массой не более 0,5 кг), с надежной изоляцией, не нагревающимся при работе и обеспечивающим быстрое и надежное закрепление электрода (рис. 1.3). В зависимости от способа крепления электродов различают пассатижные (ЭП и ЭД), винтовые, эксцентриковые (ЭУ и ЭДС) и другие виды электрододержателей (табл. 1.1).
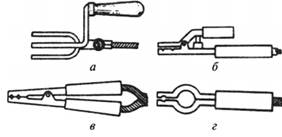
Рис. 1.2. Типы электрододержателей: а — вилочный; б — щипцовый; в — завода «Электрик»; г —с пружинящим кольцом
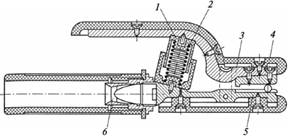
Рис. 1.3. Электрододержатель серии ЭП:
1 — защитный колпачок пружины; 2 — пружина; 3 — рычаг с верхней губкой; 4 — теплоизоляционная защита;
5 — нижняя губка; 6 — конус резьбовой втулки
Технические характеристики различных марок электрододержателей для ручной электродуговой сварки плавящимся электродом
Таблица 1.1
| Параметр | ЭП-2 | ЭП-3 | эд- 125-1 | эд- 300-1 | эд- 500-1 | ЭУ- | ЭУ- |
| Допустимая сила сварочного тока, А | |||||||
| Диаметр металлического стержня электрода, мм | Менее 5 | 6-8 | 1,6-3 | 2-6 | 4-10 | 3-6 | 5-8 |
| Площадь сечения сварочного кабеля, подсоединенного к держателю, мм2 |
Окончание
| Параметр | ЭП-2 | эп-з | эд- 125-1 | эд- 300-1 | эд- 500-1 | ЭУ- | ЭУ- |
| Размеры, мм: длина | |||||||
| ширина | |||||||
| высота | |||||||
| масса, кг | 0,43 | 0,8 | 0,32 | 0,48 | 0,67 | 0,4 | 0,42 |
Щитки и шлемы изготавливают в соответствии с ГОСТ 12.4.035—78 из токонепроводящих материалов — фибры или пластмассы (табл. 1.2). Масса щитка не превышает 0,48 кг, шлема — 0,6 кг. Они имеют гладкую матовую внутреннюю поверхность черного цвета. Щиток состоит из корпуса со смотровым окном и ручки, имеющей круглое поперечное сечение и длину не менее 120 мм. Шлем представляет собой защитное приспособление, надеваемое сварщиком на голову и обеспечивающее два фиксированных положения корпуса: опущенное (рабочее) и откинутое назад.
Для защиты глаз от вредного излучения щитки и шлемы снабжены светофильтрами типа С темно-зеленого цвета, которые выпускают вместо светофильтров типа Э. Они подразделяются на 13 классов для сварочного тока силой 13—900 А.
Таблица 1.2
Защитные щитки и шлемы электросварщика
| Модификация | Наименование | Модель | Размеры светофильтра, мм |
| Наголовный щиток с непрозрачным корпусом | НН-Э-ЗОУ1 | 52x102 | |
| Наголовный щиток с непрозрачным корпусом | НН0-Э-302У1 | 90x102 | |
| Ручной щиток с непрозрачным корпусом | РН-Э-301У1 | 52x102 | |
| Наголовный щиток | ЩЭК-Э-301У1 | 52x102 | |
| Наголовный щиток, монтируемый на защитной каске, с открывающимся светофильтром и подвижной рамкой | НН-Э-302У1 | 52x102 | |
| Ручной щиток с непрозрачным корпусом | РН0-Э-302У1 | 90x102 |
Класс (номер) светофильтра выбирается в зависимости от величины сварочного тока:
Класс (номер) С-3 С-4 С-5 С-6 С-7 С-8
Сила сварочного 15-30 30-60 50-150 150-275 275-350 350-600 тока, А
Защитные светофильтры (затемненные стекла), предназначенные для защиты глаз от излучения дуги, брызг металла и шлака, изготавливаются 13 классов или номеров по ГОСТ 12.4.080—79. Номер светофильтра подбирается в зависимости от индивидуальных особенностей зрения сварщика. Однако следует учитывать некоторые объективные факторы: величину сварочного тока, состав свариваемого металла, вид дуговой сварки, защиту сварочной ванны от воздействия газов воздуха. Размер светофильтра 52x102 мм. При сварке покрытыми электродами следует ориентироваться на применение светофильтров различных номеров в зависимости от силы сварочного тока: 100 А - № С-5; 200 А - № С-6; 300 А - № С-7; 400 А - № С-8; 500А — № С-9 и т.д. При сварке плавящимся электродом тяжелых металлов в инертном газе следует пользоваться светофильтром на номер меньше, а легких металлов — на номер больше по сравнению со светофильтром при сварке покрытыми электродами.
При сварке в углекислом газе применяют следующие светофильтры: до 100 А - № С-1; 100-150 А - № С-2; 150-250 А - № С-3; 250—300 А — № С-4; 300—400 А — № С-5 и т.д. Светофильтры вставляются в рамку щитка, а снаружи светофильтр защищают обычным стеклом от брызг металла и шлака. Прозрачное стекло периодически заменяют. Для защиты глаз сварщика применяются светофильтры на жидких кристаллах типа «Хамелеон».
От сварочных аппаратов к рабочим местам сварочный ток поступает по гибкому проводу марки ПРГ, АПР или ПРГД с резиновой изоляцией, длина которого не превышает 40 м. К электрододержателю подключают гибкий медный провод марки ПРГД длиной не менее 3 м. В таблице 1.3 приведены данные по выбору сечения гибких сварочных проводов. Температура их нагрева не должна превышать 70 °С.
Токоподводящий провод соединяется с изделием через специальные зажимы. В сварочном поворотном приспособлении должны быть предусмотрены специальные клеммы. Закрепление провода должно быть надежным. Самодельные удлинители токоподводящего провода в виде кусков или обрезков металла не допускаются. Некоторые виды зажимов приведены на рис. 1.4. Проводящий провод впаивают высокотемпературным припоем или закрепляют механически.
Таблица 1.3
Площадь сечения проводов в зависимости от силы сварочного тока
| Допустимая | Площадь сечения проводов, мм2 | |
| сила тока, А | Одножильного | Двухжильного |
| — | ||
| 2x10 | ||
| 2x16 | ||
| 2x25 | ||
| 2x35 | ||
| — | 2x50 | |
| — | 2x70 |
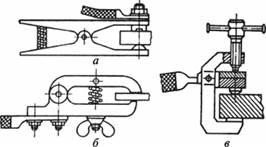
Рис. 1.4. Токоподводящие зажимы: а — быстродействующий с пружинным зажимом; б— с винтовым зажимом; в —с винтовой струбциной
Одежда сварщика изготавливается из различных тканей, которые должны удовлетворять двум основным требованиям:
• наружная поверхность одежды должна быть огнестойкой и термостойкой;
• внутренняя (изнаночная) поверхность одежды должна быть влагопоглощающей.
Исходя из этих требований одежду для сварщиков — куртку и брюки — шьют из брезента, сукна, замши; иногда комбинируют ткани. Ассортимент тканей и самой спецодежды постоянно расширяется. Зарубежные и отечественные фирмы выпускают универсальную спецодежду, применяемую сварщиками, автогонщиками, работниками аварийно-спасательной службы. Наиболее совершенные костюмы для сварщиков изготавливает отечественная фирма «Автохимэкс». Куртка и брюки изготовлены из двухлицевой ткани, у которой внешняя сторона — из нити типа кевлар, а внутренняя — из хлопчатобумажной пряжи. Ткань обладает повышенной прочностью, малым удлинением, что обеспечивает сохранение формы костюма (куртка, полукомбинезон или комбинезон). Температура, при которой рабочий чувствует себя комфортно длительное время, составляет 200—250 °С.
Все сварщики должны пользоваться защитными рукавицами. Рукавицы могут быть брезентовыми или спилковыми. При выполнении сварочных работ внутри котлов, емкостей, резервуаров и в других подобных условиях сварщики должны обеспечиваться резиновыми ковриками, ботами, галошами, особыми наколенниками и подлокотниками, деревянными подложками и др.
При выполнении сварочных работ сварщик пользуется традиционным инструментом: металлической щеткой (карщетка) для зачистки кромок перед сваркой и удаления остатков шлака после сварки; молотком-шлакоотделителем для удаления шлаковой корки; зубилом; шаблонами для проверки размеров швов; личным клеймом; рулеткой металлической; угольником; чертилкой и т.д.
При выполнении производственных операций за рабочим или бригадой рабочих закрепляют рабочее место, определённый участок производственной площади, оснащенный согласно требованиям технологического процесса соответствующим оборудованием и необходимыми принадлежностями.
Рабочее место электросварщика называют сварочным постом.

Рисунок 1 - Оборудование сварочного поста для ручной дуговой сварки
Он может быть стационарным или передвижным. Стационарные сварочные посты представляют собой сварочные кабины, а передвижные сварочные посты применяют в случаях выполнения ремонтов в цехах, и при выполнении крупногабаритных изделий.
Данную металлическую конструкцию будем изготавливать в сварочной кабине. Сварочная кабина должна иметь размеры 2 м*2,5 м, высота ограждений - 1,8 мм, которая располагается над полом на высоте до 300 мм. Ограждения должны иметь светлую окраску, и должны быть выполнены из тонкого металла или брезента, которые пропитываются огнестойким составом Ограждение должно быть или металлическим, или должны быть брезентовые занавески, чтобы защитить рядом работающих от искровых излучений. Сварочная кабина должна быть снабжена источником питания сварочной дуги, сварочными проводами, держателем для электрода, маска для защиты лица, средства пожаротушения, необходимые дополнительные инструменты, асбестовый лист. Основной вид оборудования сварочных постов - источники питания дуги. В данном случае источником питания является выпрямитель марки ВД-306. Сварочные выпрямители служат для преобразования переменного тока в постоянный, предназначенный для питания сварочной дуги. Сварочный выпрямитель обеспечивает стабильное и устойчивое горение сварочной дуги, качественное формирование сварного шва, геометрию сварного шва. Сварочный выпрямитель ВД-306 предназначен для питания сварочной дуги постоянным током при ручной дуговой сварке, наплавке и резке металлов.
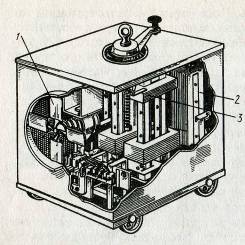
Рисунок 2 - Сварочный выпрямитель ВД-306
1. вентилятор
2. выпрямительный блок
3. понижающий трансформатор (с подвижной первичной обмоткой)
Сварка выпрямленным током может производиться на прямой и обратной полярности. При прямой полярности деталь подсоединяется к зажиму «+ «источника, а электрод - к зажиму «-» источника; а при обратной полярности - наоборот. Это необходимо учитывать при сварке различных видов металлов и их толщины.
Данную конструкцию будем сваривать на обратной полярности, так как сталь низколегированная.
Для выполнения сварочных работ сварщик должен иметь определённый набор инструментов и принадлежностей:
Стальные щетки для зачистки кромок перед сваркой и удаление с поверхности швов остатков шлака;
Молоток-шлакоотделитель, зубило;
Набор шаблонов для проверки размеров швов и формы подготовки кромок;
Стальное клеймо;
Метр;
Угольник;
Чертилка;
Ящик для хранения и переноски инструмента.
Электрододержатель служит для крепления электрода и подвода к нему сварочного тока. Это один из основных инструментов электросварщика, от которого во многом зависят производительность и безопасность труда. Необходимо, чтобы электрододержатель был легким (массой не более 0,5кг) и удобным, имел надежную изоляцию, не нагревался при работе, а также обеспечивал быстрое и надежное закрепление электрода.
Сварочные провода предназначены для подвода тока от силовой сети к месту сварки. Сварочные аппараты подключают к силовой сети проводами марки КРПТ.
От сварочных аппаратов к рабочим местам сварочный ток поступает по гибкому проводу марки ПРГ, АПР или ПРГД с резиновой изоляцией. К электрододержателю должен быть подключен гибкий медный провод марки ПРГД длиной не менее 3м.
Для подсоединения «массы» к заготовке служат винтовые или пружинные зажимы, в которые токопроводящий провод впаивают высокотемпературным припоем или закрепляют механически.
Дополнительный инструмент необходим для подготовки кромок под сварку, выполнения сборочных операций и очистки сварного соединения после сварки.
Сварщик должен быть одет в специальную одежду, изготовленную из брезентового материала, пропитанного специальными веществами. Для защиты глаз, шеи должны быть щитки и маски.
Одежда сварщика должна защищать его от светового и теплового излучения дуги, а также от попадания на кожу брызг расплавленного металла. В комплект одежды входят куртка, брюки и рукавицы.
Куртку и брюки шьют из брезента, сукна или асбестовой ткани. Одежду из прорезиненного материала не применяют, так как её легко прожечь нагретыми металлическими частицами. Брюки должны прикрывать обувь для предохранения ног от ожога. Рукавицы могут быть брезентовыми.
Контрольные вопросы: