План.
1. Резьбовые соединения.
2. Требования при сборке резьбовых соединений.
3. Ремонт изношенных резьбовых соединений.
1. Резьбовые соединения являются самыми распространенными и осуществляются крепежными деталями посредством резьбы.
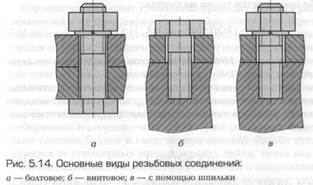
Основными резьбовыми соединениями являются соединения болтами, винтами и шпильками (рис. 5.14). Соединения шпильками применяются в условиях частой разборки соединяемых деталей или при невозможности использовать крепление другого вида (из-за конструктивных особенностей соединений).
2. При сборке резьбовых соединений необходимо соблюдать следующие требования:
· детали соединения должны быть точно пригнаны друг к другу;
· оси резьбовых деталей должны быть перпендикулярны плоскостям деталей соединения;
· размеры поперечного сечения и длина всех резьбовых деталей одного соединения должны быть одинаковыми;
· гайки, головки винтов и болтов в соединении должны иметь одинаковую высоту;
· концы резьбовых деталей должны выходить из гаек на одинаковую величину;
· головки утопленных болтов и винтов не должны выступать из деталей соединения;
· шайбы должны быть равными и не иметь перекоса;
· головки винтов и болтов не должны быть скручены, а их грани смяты;
· резьба резьбовых деталей не должна иметь сорванных ниток;
· прорези на головках винтов не должны быть смяты;
· торцовые поверхности шайб, гаек, головок винтов и болтов должны быть гладкими, без задиров и забоин.
Нарушение указанных требований приводит к износу резьбовых соединений и их преждевременному выходу из строя.
3. Поврежденные или изношенные крепежные винты и болты не ремонтируют, а заменяют новыми.
Ремонт соединения, в котором произошел, обрыв шпильки или винта в глубине отверстия, осуществляется в зависимости от способа извлечения обломков крепежных деталей:
· кернер или тонкий бородок приставляется концом к верхней части обломка. Их наклоняют в направлении, противоположном заходу резьбы;
· затем постукиванием молотком по кернеру или бородку вывинчивается обломок. Перед этим в резьбовое отверстие следует закапать масло;
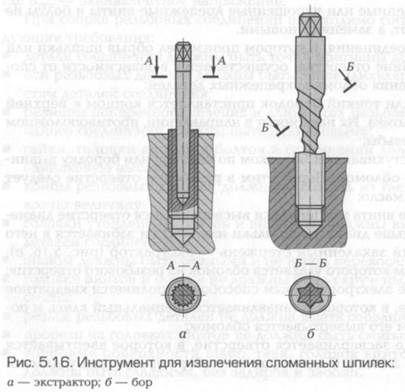
· в обломке винта или шпильки высверливается отверстие диаметром меньше диаметра шпильки или винта и забивается в него рифленый закаленный стержень — экстрактор (рис. 5.16, а), поворотом которого удаляется обломок из резьбового отверстия;
· в обломке электроискровым способом выполняется квадратное отверстие, в которое устанавливается специальный ключ, и по средством его вывертывается обломок;
· в обломке засверливается отверстие, в которое ввертывается бор (рис. 5.16, б). С помощью этого бора вращением удаляется обломок;
· к сломанному винту приваривается электрод и вывинчивается обломок;
· если базовая деталь изготовлена из алюминия, то для удаления обломка можно применять метод травления азотной кислотой, с которой алюминий взаимодействует слабо.
Резьбовые крепежные детали значительного диаметра с изношен ной наружной резьбой ремонтируются различными способами:
· изношенная резьба срезается и (если это допускается условиями прочности) нарезается новая, обрабатывая ее до ближайшего стандартного диаметра;
· на деталь напрессовывается втулка или бандаж с выполненной резьбой.
Сорванная или изношенная резьба в отверстиях детали обычно не восстанавливается. В ряде случаев, например, в корпусных деталях, резьбовые отверстия восстанавливаются постановкой резьбовых спиральных вставок. Эти вставки представляют собой спиральную пружину, наружная поверхность которой образует резьбовое соединение с корпусом, а внутренняя — с болтом или шпилькой. Спиральные вставки изготавливаются из коррозионно-стойкой проволоки, имеющей ромбическое сечение. При восстановлении резьбовых отверстий выполняются следующие операции:
· рассверливание отверстий с изношенной резьбой;
· нарезание резьбы под спиральную вставку;
· установка спиральной вставки в подготовленное отверстие;
· удаление технологического поводка с ввернутой спиральной вставки.
Имеются серийные комплекты, содержащие сверла, метчики и монтажный ключ для установки спиральной вставки, бородок для удаления технологического поводка и спиральные вставки различного размера.
Ремонт резьбовых отверстий выполняется следующим образом:
· отверстие просверливается на большую глубину (если это воз можно) и заново нарезается в нем резьба;
· в углубленное отверстие ввертывается новый винт с удлиненной резьбовой частью;
· отверстие рассверливается, нарезается в нем новая резьба большего диаметра и ставятся новые винты с резьбой данного диаметра;
· отверстие для винта во второй соединяемой детали рассверливается.
При ремонте резьбовых соединений часто взамен старой изготавливается новая шпилька с уступом и резьбой двух диаметров (рис. 5.17, а): большего для завинчивания шпильки в одну из соединяемых деталей и меньшего для соединения со второй деталью и стягивания их гайкой.
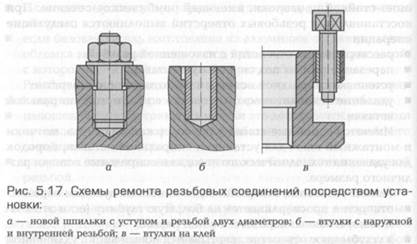
При ремонте резьбовых отверстий в деталях различного служебного назначения рационально восстанавливать первоначальную (номинальную) резьбу: существующее (изношенное) резьбовое отверстие рассверливается, нарезается новая резьба, затем изготавливается переходная втулка (с наружной и внутренней резьбой, рассчитанной на нормальный винт), далее она устанавливается заподлицо с плоскостью детали и стопорится винтом (рис. 5.17, б).
Переходная втулка изготавливается толстостенной и устанавливается на эпоксидный клей. Для этого (рис. 5.17, в) резьба в корпусе и на переходной втулке обезжиривается, наносится на сопряженные поверхности клей, и затем втулка ввинчивается в деталь заподлицо. После затвердевания эпоксидного клея образуется надежное соединение.
В ряде случаев изношенное резьбовое отверстие в детали заглушается или заваривается, сверлится рядом другое отверстие и нарезается в нем резьба заданного диаметра. Новое отверстие просверливается и во второй соединяемой детали.
При ремонте резьбовых соединений в процессе повторной установки шпилек могут возникнуть различные погрешности их расположения относительно сопрягаемых деталей. Появление этих погрешностей обусловлено рядом причин:
· отклонением от перпендикулярности оси шпильки плоскости соединяемых деталей. Это вызвано, как правило, погрешностью обработки отверстия под резьбу;
· несовпадением осей шпилек и отверстий, что часто встречается при сборке после ремонта групповых резьбовых соединений. Этот дефект происходит из-за перекоса резьбы шпильки или отверстия. Выправлять шпильку в этом случае не следует, так как это приводит к ее поломке. Шпильку нужно вывернуть и заново нарезать резьбу. При значительных перекосах можно, как исключение, рассверлить отверстие и нарезать новую, более точную резьбу большего диаметра;
· шпилька недовернута, т.е. ее выступающая часть длиннее, чем требуется, но дальше она в резьбовое отверстие не вворачивается. В этом случае шпильку следует вывернуть, а резьбу на шпильке и в резьбовом отверстии «прогнать» плашкой и метчиком. Если это не дает положительных результатов, то шпильку нужно заменить на другую с меньшим средним диаметром резьбы;
· шпилька ввернута слишком глубоко. В этом случае не допускается ее вывинчивание для достижения заданной длины выступаю щей части, так как это ослабляет посадку шпильки в резьбовом отверстии. Шпильку нужно вывернуть и заменить ее на другую с большим средним диаметром резьбы;
· шпилька находится в резьбовом отверстии недостаточно плотно, а при отвинчивании гайки она вывинчивается из гнезда. В дан ном случае шпильку нужно вывинтить и заменить на другую с большим средним диаметром резьбы.