1. Заглавная часть и графы 1 и 2 операционно-нормировочной карты (форма 6) заполняются по исходным данным примера.
2. Режущий инструмент (графа 3) подбирается по ГОСТу: круг ПП 600×60×305–Э–К ГОСТ 2424–67; поправочный коэффициент К = 1,0, так как твердость круга С1 (см. примечание к табл. 113).
3. Размеры мест обработки (графы 5 и 6) определяются по чертежу детали (см. эскиз): D = 20 мм, l = 11 мм.
4. Окружная скорость детали vд (графа 11) и частота вращения nд (графа 12) определяются по табл. 118. При диаметре шлифования до 32 мм, обрабатываемом материале – сталь HRC 30–50 nд = 250 об/мин;

5. Минутная поперечная подача  (графа 10) определяется по табл. 118. При D = 20 мм, l до 32 мм, припуске на диаметр 0,5 мм = 1,11 мм/мин. По той же таблице определяются поправочные коэффициенты:
(графа 10) определяется по табл. 118. При D = 20 мм, l до 32 мм, припуске на диаметр 0,5 мм = 1,11 мм/мин. По той же таблице определяются поправочные коэффициенты:  = 1,0;
= 1,0;  = 1,0;
= 1,0;  = 1,0;
= 1,0;  = 1,0.
= 1,0.
6. Мощность N, потребная на резание, при выбранном режиме шлифования определяется по нормативам. При D до 28 мм, l до 32 мм, до 1,34 мм/мин мощность N < 2,0 кВт, Поправочный коэффициент определяется по нормативам: = 1,16 при твердости круга С1–С2. С учетом поправочного коэффициента мощность N = 2,32 кВт.
7. Основное (технологическое) время рассчитывается по формуле

Коэффициент Кж = 1, так как принят станок со сроком работы до 10 лет (см. табл. 115).
8. Вспомогательное время Тв определяется по элементам:
а) Вспомогательное время на установку и снятие детали t уст определяется по табл. 47. При установке детали в центрах с самозажимным хомутиком, пневматическим устройством и массе детали до 1 кг t уст = 0,22 мин. При переустановке детали t уст = 0,22*0,8 = 0,18 мин (см. примечание к табл. 47);
б) Вспомогательное время, связанное с обработкой поверхности, tnep определяется по табл. 119. При шлифовании поверхности за одно врезание, с измерением в процессе работы предельной скобой, классе точности 2, диаметре обрабатываемой поверхности до 25 мм, длине l до 50 мм tnep = 0,29 мин;
в) Вспомогательное время на измерение tизм определяется по табл. 53. При измерении скобой, классе точности 2, измеряемом размере до 50 мм, длине измеряемой поверхности до 50 мм tизм = 0,09 мин. Периодичность контрольных измерений К = 1 при шлифовании с точностью до 0,01 мм (см. табл. 52). Время контрольного измерения в норму не включается, так как перекрывается машинным временем обработки.
Поправочный коэффициент на вспомогательное время  определяется по табл. 54. При количестве деталей в партии 100 шт., оперативном времени до 4 мин К = 0,93. Таким образом,
определяется по табл. 54. При количестве деталей в партии 100 шт., оперативном времени до 4 мин К = 0,93. Таким образом,
 = (
= ( +
+  +
+  )
)  = (0,22 + 0,18 + 0,29)0,93 = 0,64 мин.
= (0,22 + 0,18 + 0,29)0,93 = 0,64 мин.
9. Время на обслуживание рабочего места и перерывов на отдых и личные надобности в процентах от оперативного времени определяется по табл. 120:  = 9%,
= 9%,  = 4%.
= 4%.
10. Штучное время

11. Подготовительно-заключительное время на партию определяется по табл. 120:  = 10 + 7 = 17 мин.
= 10 + 7 = 17 мин.
Задача 1. Определить норму штучного и норму подготовительно-заключительного времени на шлифовальную операцию.
Исходные данные
Деталь – соединительная муфта. Материал – сталь 45, σ в = = 60 кгс/мм2. Масса детали 0,91 кг. Оборудование – кругло-шлифовальный станок ЗБ151. Приспособление – оправка с пневматическим зажимом. Охлаждение – содовый раствор. Партия 200 шт.
Содержание операции
А. Установить и снять деталь.
1. Шлифовать D = 44 h8 (припуск δ = 0,5 мм).
Режущий инструмент – шлифовальный круг ПП 600×50×305–Э–К ГОСТ 2424–67.
Измерительный инструмент – скоба 44 Н8.

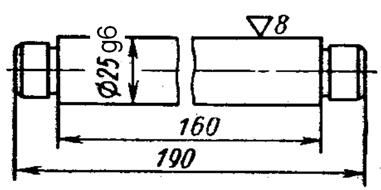
Задача 2. Определить норму штучного и норму подготовительно-заключительного времени на шлифовальную операцию.
Исходные данные
Деталь – вал. Материал – сталь 50Г, σ в = 80 кгс/мм2. Масса детали 0,69 кг. Оборудование – кругло-шлифовальный станок ЗБ151. Приспособления – центры, хомутик. Охлаждение – эмульсия. Партия 200шт.
Содержание операции
А. Установить и снять деталь.
1. Шлифовать D = 25g6 (припуск δ = 0,5 мм).
Режущий инструмент – шлифовальный круг ПП 600×50×305–Э–К ГОСТ 2424–67.
Измерительный инструмент – скоба 25g6.
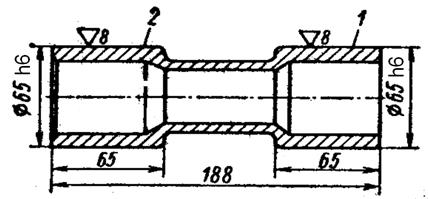
Задача 3. Определить норму штучного и норму подготовительно-заключительного времени на шлифовальную операцию.
Исходные данные
Деталь – золотник. Материал – чугун СЧ 15-32, НВ 163–229. Масса детали 1,2 кг. Оборудование – кругло-шлифовальный станок ЗБ151. Приспособление – оправка с пневматическим зажимом. Партия 200 шт.
Содержание операции
А. Установить и снять деталь.
1. Шлифовать поверхность 1.
2. Шлифовать поверхность 2.
Режущий инструмент – шлифовальный круг ПП 600×50×305–Э–К ГОСТ 2424–67.
Измерительный инструмент – скоба 65h6.
Задача 4. Определить норму штучного и норму подготовительно-заключительного времени на шлифованную операцию.
Исходные данные
Деталь – золотник. Материал – чугун СЧ 15–32, НВ 163–229. Масса детали 0,52 кг. Оборудование – кругло-шлифовальный станок ЗБ151. Приспособление – оправка с пневматическим зажимом. Партия 200 шт.
Содержание операции
А. Установить и снять деталь.
1. Шлифовать поверхность 1.
2. Шлифовать поверхность 2.
3. Шлифовать поверхность 3.
Режущий инструмент – шлифовальный круг ПП 600×50×305–Э–К ГОСТ 2424–67.
Измерительный инструмент – скоба 35H6.

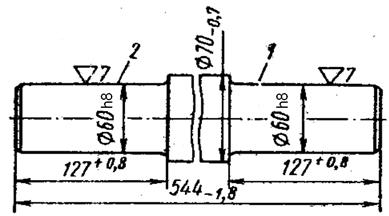
Задача 5. Определить норму и/тучного и норму подготовительно-заключительного времени на шлифовальную операцию.
Исходные данные
Деталь – ось. Материал – сталь 40Х, σ в = 100 кгс/мм2. Масса детали 13,7 кг. Оборудование – кругло-шлифовальный станок 3152. Приспособления – центры с самозажимным хомутиком, зажим пневматический. Охлаждение – сульфофрезол. Партия 100 шт.
Содержание операции
А. Установить и снять деталь.
1. Шлифовать поверхность 1.
Б. Переустановить деталь.
2. Шлифовать поверхность 2.
Режущий инструмент – шлифовальный круг ПП 600×50×305–Э–К ГОСТ 2424–67.
Измерительный инструмент – скоба 60 H8.
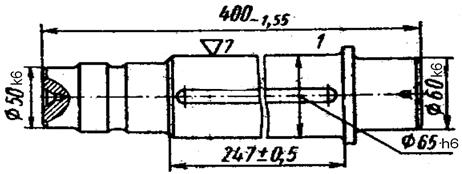
Задача 6. Определить норму штучного и норму подготовительно-заключительного времени на шлифовальную операцию.
Исходные данные
Деталь – вал. Материал – сталь 40Х, σ в = 100 кгс/мм2. Масса детали 9,21 кг. Оборудование – кругло-шлифовальный станок 3152. Приспособления – центры с самозажимным хомутиком, зажим пневматический. Охлаждение – сульфофрезол. Партия 175 шт.
Содержание операции
А. Установить и снять деталь.
1. Шлифовать поверхность 1.
Режущий инструмент – шлифовальный круг ПП 600×50×305–Э–К ГОСТ 2424–67.
Измерительный инструмент – скоба 65h6.
Задача 7. Определить норму штучного и норму подготовительно-заключительного времени на шлифовальную операцию.
Исходные данные
Деталь – зубчатое колесо. Материал – сталь 45, σ в = 60 кгс/мм2. Масса детали 16,3 кг. Оборудование – кругло-шлифовальный станок 3152. Приспособление – оправка с самозажимным хомутиком, зажим пневматический. Охлаждение – эмульсия. Партия 75 шт.
Содержание операции
А. Установить и снять деталь.
1. Шлифовать поверхность 1.
Б. Переустановить деталь.
2. Шлифовать поверхность 2.
Режущий инструмент – шлифовальный круг ПП 600×50×305–Э–К ГОСТ 2424–67.
Измерительный инструмент – скоба 115n6.

Задача 8. Определить норму штучного и норму подготовительно-заключительного времени на шлифовальную операцию.
Исходные данные
Деталь – валик. Материал – сталь 45, σ в = 60 кгс/мм2. Масса детали 0,27 кг. Оборудование – кругло-шлифовальный станок 3152. Приспособления – центры, хомутик. Охлаждение – эмульсия. Партия 200 шт.
Содержание операции
А. Установить деталь в центрах и снять ее.
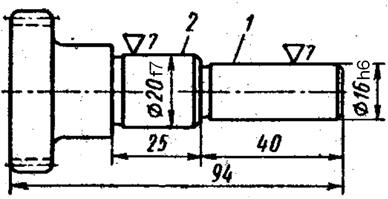
1. Шлифовать поверхность 1.
2. Шлифовать поверхность 2.
Режущий инструмент – шлифовальный круг ПП 600×50×305–Э–К ГОСТ 2424–67.
Измерительный инструмент – скобы 16h6 и 20f7.
Задача 9. Определить норму штучного и норму подготовительно-заключительного времени на шлифовальную операцию.
Исходные данные
Деталь – планка. Материал – сталь 45, σ в = 60 кгс/мм2. Масса детали 0,42 кг. Оборудование – плоскошлифовальный станок 372Б. Приспособление – магнитная плита. Охлаждение – эмульсия. Партия 200 шт.
Содержание операции
А. Установить десять деталей и снять их.
1. Шлифовать поверхность 1.
Б. Переустановить детали.
2. Шлифовать поверхность 2.
Режущий инструмент – шлифовальный круг ПП 350×40×127–Э–Б ГОСТ 2424–67.
Измерительный инструмент – микрометр.
Задача 10. Определить норму штучного и норму подготовительно-заключительного времени на шлифовальную операцию.
Исходные данные
Деталь – звездочка. Материал – сталь 40Х, σ в = 100 кгс/мм2. Масса детали 0,4 кг. Оборудование – плоскошлифовальный станок 372Б. Приспособление – электромагнитная плита. Охлаждение – содовый раствор. Партия 200 шт.
Содержание операции
А. Установить десять деталей и снять их.
1. Шлифовать торец 1.
Режущий инструмент – шлифовальный круг ПП 350×40×127–Э–Б ГОСТ 2424–67.
Измерительный инструмент – шаблон.

Задача 11. Определить норму штучного и норму подготовительно-заключительного времени на шлифовальную операцию.
Исходные данные
Деталь – кольцо. Материал – чугун СЧ 15-32, ,НВ 163–229. Масса детали 0,2 кг. Оборудование – плоскошлифовальный станок 3756. Приспособление – магнитная плита. Охлаждение – содовый раствор. Партия 250 шт.
Содержание операции
А. Установить восемь деталей и снять их.
1. Шлифовать торец 1.
Режущий инструмент – шлифовальный круг ЧЦ 300×100×127–Э–К ГОСТ 2424–67.
Измерительный инструмент – шаблон.
Схема установки

ПРИЛОЖЕНИЯ


Используемая литература:
- Проектирование и конструирование в машиностроении. В2-х частях 1. Общие методы проектирования и расчета. Надежность техники.: Учеб. Пособие/ Бахарев В.П., Куликов М.Ю., Бортников И.И. Под ред. Схиртладзе А.Г.- Старый Оскол: ТНТ, 2013.- 248с
- Проектирование производство продукции: Учеб. Пособие/ Воронцова А.Н., Полянчиков Ю.Н., Схиртладзе А.Г.- Старый Оскол: ТНТ, 2014.- 264с.
- Проектирование технологических операции металлообработки: Учеб. Пособие/ Чупина Л.А., Григорьев С.Н., Схиртладзе А.Г.- Старый Оскол: ТНТ, 2013.- 636с.
- Процессы формообразования и инструменты: Учебник/ Федоренко М.А., Бондаренко Ю.А., Погонин А.А.- Старый Оскол: ТНТ, 2013- 440с.
- Процессы формообразования и инструментальная техника: Учеб. Пособие/ Григорьев С.Н., Гречишников В.А., Схиртладзе А.Г.- Старый Оскол: ТНТ, 2013.- 328с.
- Соединения типовых деталей с задачами и примерами расчетов: Учеб. Пособие/ Учаев П.Н., Емельянов С., Захаров И.С. Под ред. Учаев П.Н.- Старый Оскол: ТНТ, 2014.-152с.
- Суслов, А.Г. Основы технологий машиностроения: Учебник/ Суслов А.Г. – М.. КНОРУС, 2013.-228 с.- (Бакалавриат).
- Технологические процессы в машиностроении: Учебник/ Схиртладзе А.Г., Ярушин С.Г.-Старый Оскол: ТНТ, 2014.-524с.
- Технология машиностроения: Учебник/ Лебедев Л.В., Шрубченко И.В., Погонин А.А.- Старый Оскол: ТНТ, 2013.-624с.
- Худобин, Л.В. Базирование заготовок при механической обработке: Учеб. пособие/ Худобин Л.В, Белов М.А., Унянин А.Н.Под ред. Худобина Л.В. – Старый Оскол: ТНТ, 2014.-248с.
МИНОБРНАУКИ РОССИИ
Сарапульский политехнический институт (филиал)
федерального государственного бюджетного образовательного учреждения
высшего профессионального образования
"Ижевский государственный технический университет имени М.Т.Калашникова"
(СПИ (филиал) ФГБОУ ВПО «ИжГТУ имени М.Т.Калашникова)
УТВЕРЖДАЮ
Директор филиала
_____________ Т.А. Беркутова ________________________2014г.