по курсу:
«Технологические процессы в машиностроении»
для студентов машиностроительных специальностей:
120100; 120400; 120800; 120700; 170900; 190500 и др.
«ИСТОЧНИКИ ПИТАНИЯ ЭЛЕКТРОДУГОВОЙ СВАРКИ»
Саратов – 2006
Цель работы:
1 - ознакомится с устройством и работой сварочных источников питания (ИП);
2 - снять электрические характеристики ИП;
3 - построить внешнюю вольт-амперную характеристику (ВАХ) ИП и оценить его сварочные свойства
Оборудование и приборы:
· сварочный выпрямитель типа ВДУ – 2.01.У3;
· сварочный выпрямитель типа ВС -6.00 У4
· шунт измерительный 75 ШСМ, кл. точности 0,5;
· вольтметр и амперметр постоянного тока – 2 шт.;
· наплавочная установка А580М.
1. СОДЕРЖАНИЕ РАБОТЫ
Общие сведения. У истоков современного сварочного производства стояли выдающиеся русские учёные: открывший электрическую дугу В.В. Петров (1802 г); создавшие способы электродуговой сварки Н.Н. Бенардос (1882 г) и Н. Г. Славянов (1888 г). Их гениальные идеи нашли широкое воплощение в наши дни - дуговая сварка является ведущей в технологии производства металлоконструкций.
Сущность электродуговой сварки заключается в том, что под действием электрического тока (60-1000 А) и напряжения (16-60 В) от источника питания между электродом и деталью возникает электрический дуговой разряд, представляющий собой концентрацию энергии свободных электронов и ионов, создающих температуру в разрядном промежутке 5000-7000 оС, достаточную для расплавления металла электрода или присадки (рис. 1).

| Рис. 1. Схема дуговой сварки: 1 – электрод, 2 – механизм подачи электрода, 3 – токосъемник (токопровод), 4 – электрическая дуга, 5 – катодное (анодное) пятно, 6 – жидкая ванна расплавленного металла, 7 – свариваемое изделие, 8 – закристаллизовавшегося металл |
Этот металл заполняет пространство между свариваемыми деталями и, охлаждаясь, кристаллизуется, образуя неразъёмное соединение.
В основе электродуговой сварки лежат тепловые процессы, которые во многом определяют качество сварного соединения  . При электродуговой сварке источником нагрева является электрическая дуга, тепловая мощность которой равна:
. При электродуговой сварке источником нагрева является электрическая дуга, тепловая мощность которой равна:
Q = 0,24 I U h, (1)
где  - сварочный ток, А;
- сварочный ток, А;  - напряжение на дуге, В; h - КПД источника.
- напряжение на дуге, В; h - КПД источника.
Эта мощность расходуется на нагрев и расплавление электрода  , основного металла и защитной среды (флюса, обмазки и пр.)
, основного металла и защитной среды (флюса, обмазки и пр.)  , на потери в окружающее пространство
, на потери в окружающее пространство  и сопутствующий подогрев детали
и сопутствующий подогрев детали  :
:
 (2)
(2)
Соотношение составляющих теплового баланса дуги (2) во многом определяют ее и условия формирования сварного соединения, то есть фазовые и структурные превращения, взаимодействие расплавленного металла с окружающими его газами и шлаками, переход легирующих элементов из электрода в наплавленный металл, форму шва, образование остаточных напряжений и деформаций, а также производительность сварки.
Требования к источникам питания (ИП). Источник питания должен обеспечивать легкое и надежное возбуждение дуги, устойчивое ее горение и регулирование мощности.
Для возбуждения дуги между электродом и изделием подводится напряжение, которое зависит от расстояния между электродом и изделием, состояния газов в дуговом промежутке. В момент возбуждения дуги путем кратковременного замыкания электрода на изделие появляются пары ионизированного газа и межэлектродный промежуток (МЭП) становится электропроводным. Время возбуждения должно составлять примерно 0,05 с  .
.
Надежное возбуждение дуги с оптимальной величиной скорости нарастания тока должно осуществляться при определённом значении напряжения холостого хода (Uхх), которое, как правило, не должно превышать 100 В. Создавшийся канал проводимости должен быть достаточным для прохождения большого тока. Увеличенное значение Uхх приводит к взрывному характеру оплавления металла и резкому увеличению МЭП, что нарушает стабильность процесса горения дуги. Если это нарастание мало, то это затрудняет ионизацию газа в МЭП. Поэтому для стабильного горения дуги источники питания могут иметь дополнительные блоки стабилизации горения дуги.
ИП различаются: по роду тока – на источники постоянного и переменного тока; по количеству постов: на однопостовые и многопостовые; по конструкции: на стационарные и передвижные трансформаторы, выпрямители и преобразователи.
Все ИП подразделяются на сварочные трансформаторы (Т), выпрямители (В), преобразователи (П), агрегаты (А) и инверторы (ИИ). С 1975 г. для электросварочного оборудования принята единая структура обозначения, состоящая из букв и цифр.Первая буква обозначает тип источника (Т – трансформатор, В – выпрямитель, Г – генератор, У – установка, А – агрегат); вторая буква – тип сварки (Д – дуговая, П – плазменная, Ш – шлаковая,); третья буква указывает на способ сварки (Ф – под флюсом, Г – защитных газах, У – универсальная; О – общего назначения); отсутствие буквы означает ручную сварку штучными электродами; четвертая буква дает дальнейшее пояснение назначения источника (М – для многопостовая, И – импульсная сварка). Две или одна цифра после буквы и тире - обозначают номинальный сварочный ток источника в сотнях ампер; две последующие цифры (например, 02) – регистрационный номер изделия; следующие буква и цифра – климатическое исполнение (У – для умеренной широты, или Т – тропическое исполнение) и категорию размещения (1, 2, 3 или 4). Например, ВДФМ–16.02 УЗ, расшифровывается так: выпрямитель для дуговой сварки, под флюсом, многопостовый, номинальный ток 1600А, регистрационный номер изделия 0,2 климатической исполнение У, категория размещения 3.
2. ОБЩАЯ ХАРАКТЕРИСТИКА ИСТОЧНИКОВ ПИТАНИЯ
2.1. Сварочные трансформаторы, рис. 2 - 4
При выполнении сварочных работ применяются ИП различных групп в том числе:
- с номинальным магнитным рассеянием и реактивной катушкой;
- с реактивной катушкой на отдельном магнитопроводе; (тип СТЭ, см. рис. 2, где 1 – сварочный понижающий трансформатор, 2 – дроссель- индуктивное сопротивление);
- с реактивной катушкой на общем магнитопроводе (тип СТН, см. рис. 3;);
- с реактивной катушкой с увеличенным магнитным рассеянием (типа ТС, ТСД, ТЛ, СТШ, см. рис 4).
Наиболее распространенная конструкция трансформатора с подвижным магнитным шунтом показана на рис. 5. Трансформатор состоит из стержневого магнитопровода 3, неподвижных катушек первичной 1 и вторичной 2 обмоток, подвижного магнитного шунта 4 и винтового привода 5. В таком трансформаторе потоки рассеяния Ф1P и Ф2P замыкаются, в основном, через магнитный шунт.
2.2. Сварочные преобразователи и выпрямители, рис. 6
Сварочные генераторы бывают трех типов: с независимой обмоткой возбуждения, с самовозбуждением, с размагничивающейся последовательной обмоткой и с расщепленными полюсами [5].
Генераторы с независимой обмоткой возбуждения (рис. 6) применяются в сварочных преобразователях типа ПСО, ГСО для сварки под флюсом и ручной сварки. Они универсальны.
Генераторы с самовозбуждением предназначены для работы в полевых условиях для ручной дуговой сварки. Эти генераторы менее чувствительны к падениям напряжения во внешней сети. По этой схеме работают генераторы типа ПСО, ПСГ, ПСФ.
Сварочные выпрямители состоят из двух основных частей: понижающего трансформатора с устройством для регулирования напряжения и выпрямительного блока, состоящего из селеновых или кремневых вентилей.
Выпрямители могут иметь различные характеристики: жесткие и пологие. Наиболее распространены выпрямители типа ВДУ, ВКСМ и ВС с жесткой характеристикой.
Режим работы источника питания характеризуется продолжительностью работы (ПР) или относительной продолжительностью включения (ПВ) сварочной дуги и оценивается отношением длительности сварки  к сумме времени холостого хода
к сумме времени холостого хода 
 , (3)
, (3)
Максимально допустимый сварочный ток источника питания ( ) определяется по формуле
) определяется по формуле
 , (4)
, (4)

| 
| 
| ||
| Рис. 2. Электрическая схема трансформатора типа СТЭ, (чем больше зазор d, тем меньше индуктивное сопротивление и тем больше ток сварки | Рис. 3. Схема сварочного трансформатора типа (СТН). | Рис. 4. Электрическая схема трансформатора типа ТД: | ||
| ||||
а б
Рис 5. Трансформатор с подвижным магнитным шунтом (а) и с подвижными обмотками (б)

| Рис. 6. Генератор с независимым возбуждением: Ст – стабилизатор напряжения, 1- выпрямительный блок, Фп – магнитный поток обмотки возбуждения генератора, С – последовательная обмотка, РТ – реостат регулировки тока, Р – ротор генератора, П – переключатель. | |

| Рис. 7. Принципиальные типовые схемы выпрямителей: а) – однофазные; б) – трехфазные; Т – трансформаторный блок; в) - выпрямительный блок | |
где индексы н – номинальное;  - допустимое значение.
- допустимое значение.
Любой источник питания рассчитан на определенную нагрузку, при которой он работает не перегреваясь. Ток, напряжение, мощность и режим работы источника, при которых он работает в данном режиме, не перегреваясь, называют номинальным; их указывает предприятия-изготовители на щитке источника.
Резкое влияние на стабильное горение дуги оказывает вид потребляемого тока источником питания. При питании электрической дуги от источника переменного тока, например, от трансформатора с синусоидальным напряжением, ток меняет свое направление. При этом резко меняется и напряженность электрического поля между свариваемым изделием и торцом электрода. это влечет за собой уменьшение степени ионизации плазмы столба дуги, что ухудшает условия существования дугового разряда. Условия ионизации зависят как от физико-химических свойств пространства между деталью и электродом (катодом и анодом), так и от статических и динамических свойств источников питания. Если источник не обладает значительной индуктивностью, то устойчивое горение дуги невозможно. Особенно важно для источников питания, предназначенных для ручной сварки, иметь большое индуктивное сопротивление, так как сварщику сложно сохранять постоянным зазор между электродом и свариваемыми деталями. Поэтому иногда последовательно сварочному трансформатору включают дроссель, который увеличивает индуктивное сопротивление сварочной цепи.
Источники питания с большим индуктивным сопротивлением менее чувствительны к короткому замыканию, то есть более надежны в эксплуатации. Надежность источников в работе оценивается коэффициентом добротности:
 , (5)
, (5)
где  - ток короткого замыкания, А;
- ток короткого замыкания, А;  - ток сварки, А.
- ток сварки, А.
Расход электроэнергии при сварке рассчитывается по формуле
 , (6)
, (6)
где ,  - ток сварки, А;
- ток сварки, А;  ,
,  - напряжение сварки и холостого хода, В;
- напряжение сварки и холостого хода, В;  ,
,  - время сварки и время работы источника на холостом ходу.
- время сварки и время работы источника на холостом ходу.
Характеристика источников питания. Свойства энергетической системы при сварке выражаются двумя характеристике: статической ВАХ дуги и внешней ВАХ - источников питания.
 ВАХ бывают крутопадающими (КП), пологопадающими (ПП), жесткими (Ж) и пологовозрастающими (ПВ) (рис. 2). Из рисунка видно, что при снижении тока (увеличении омического сопротивления в МЭП) у источника с крутопадающией ВАХ приращение напряжения (пунктирные линии) выше, по сравнению с пологопадающей. Чтобы процесс сварки был стабильным, кривые ВАХ дуги должны пересекаться с ВАХ источника питания, рис. 8. Для ручной дуговой сварки и автоматической под флюсом, у которой статистическая характеристика дуги жесткая, ВАХ ИП должна быть крутопадающей. Для сварки в среде защитных газов статистическая характеристика дуги возрастает и требует жесткой или пологовозрастающей характеристики источников питания.
ВАХ бывают крутопадающими (КП), пологопадающими (ПП), жесткими (Ж) и пологовозрастающими (ПВ) (рис. 2). Из рисунка видно, что при снижении тока (увеличении омического сопротивления в МЭП) у источника с крутопадающией ВАХ приращение напряжения (пунктирные линии) выше, по сравнению с пологопадающей. Чтобы процесс сварки был стабильным, кривые ВАХ дуги должны пересекаться с ВАХ источника питания, рис. 8. Для ручной дуговой сварки и автоматической под флюсом, у которой статистическая характеристика дуги жесткая, ВАХ ИП должна быть крутопадающей. Для сварки в среде защитных газов статистическая характеристика дуги возрастает и требует жесткой или пологовозрастающей характеристики источников питания.
 | |||
 | |||
Статическая ВАХ
 ВАХ
ВАХ
Рис. 8. Внешние характеристики источников питания
4. ПОРЯДОК ВЫПОЛНЕНИЯ РАБОТЫ
1. По заводской табличке (или данным в лаборатории на плакате) расшифровать паспортные данные ИП, табл. 1.
Таблица 1
Технические характеристики ИП для ручной дуговой сварки е.
| Наименование параметров | Тип выпрямителя | |
| ВД-201 | ВД-306 (ВД-301) | |
| Климатическое исполнение | У3 | |
| Коэффициент ПВ (цикл сварки, 5 мин) | 60 % | |
| Номинальный сварочный ток, А | ||
| Номинальное рабочее напряжение, В | 32,6 | |
| Пределы регулирования тока, А | 30…200 | 45…315 |
| Первичная мощность, кВА | ||
| КПД, %, не менее | ||
| Степень защиты | 1P22 | |
| Габариты, мм | 622Х696Х775 | 764Х735Х772 |
| Масса, кг, не более |
2. Описать электрическую схему и принцип работы источника питания (рис.3,6). Например, выпрямитель ВДУ-306У3, имеет механическую систему регулирования сварочного тока, их основу составляет трансформатор с подвижными катушками. Регулирование тока плавно-ступенчатое, осуществляется переключателем Q при одновременной коммутации первичных (Т1-1) и вторичных (Т1-2) обмоток. При их включении по схеме звезда-звезда задается диапазон малых токов, а по схеме треугольник-треугольник – больших токов. Схема выпрямления: трехфазная мостовая (диоды VD1…VD6), рис. 9. Катушки вторичной обмотки трансформатора неподвижные и закреплены у верхнего ярма магнитопровода, катушки первичной обмотки подвижные. Перемещение катушек осуществляется ходовым винтом вручную.
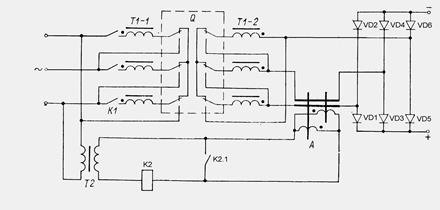
Рис. 9 Упрощенная принципиальная электрическая схема выпрямителя ВД–201
1. Изучить устройство, электрическую схему сварочного ИП и принцип его действия.
2. Составить схему проведения эксперимента по определению режимов сварки и наклона внешней ВАХ источника питания (ВС-600)
3. Собрать электрическую схему для проведения эксперимента.
4. Снять показания измерительных приборов при различных скоростях подачи электродов и их диаметров) и занести их значения в табл. 2.
Таблица 2
Результаты снятия электрических характеристик ИП
| № п\п | Скорость подачи эл-да | Положение переключателей | Положение катушек | I2, А | U2, В |
| … | |||||
| n |
5. Построить график зависимости тока от скорости подачи электродной проволоки на наплавочной установке А580М.
6. Определить диапазоны регулирования тока при различных положениях переключателей на ИП ВС 600 (или ВДУ 201).
7. Снять внешнюю ВАХ ИП (трансформатора, выпрямителя или генератора по указанию преподавателя). Для этого осуществить сварку на различных режимах: при малом, среднем и максимальном токах (путём изменения скорости подачи электродной проволоки на установке А-580М). Для этого зафиксировать при сварке значение тока при подаче электродной проволоки со скоростью 76 м/ч, 113 м/ч и 306 м/ч. Регистрацию тока и напряжения осуществлять по приборам (вольтметру и амперметру). На основании полученных данных, построить график ВАХ (см. рис.8).
8. Выявить зависимость влияния полярности тока на глубину проплавления. Для этого получить у лаборанта два макрошлифа (один из образцов наплавлен на прямой полярности, а второй на обратной) и измерить штангенциркулем среднее значение глубины проплавления.
9. Рассчитать расход электроэнергии при пробной сварке, по формуле (6).
5. ТРЕБОВАНИЯ БЕЗОПАСНОСТИ ТРУДА
К работе допускается студент, изучивший конструкции сварочных источников питания.
Все работы по сварке проводить под руководством и наблюдением преподавателя или лаборанта.
Перед включением установок в сеть убедиться в исправности и надежности изоляции токопроводящих проводов, магнитного пускателя.
Не включать в сеть установку для сварки, не убедившись в том, что имеется надёжное заземление у ИП.
Пред включением ИП подготовить средства индивидуальной защиты и средства пожаротушения.
При включенной в сеть установке не касаться голыми руками электродов.
Сварку проводить в защитной маске.
После окончания работы установку отключить от сети и убрать рабочее место..
При испытании образцов на растяжение перед включением разрывной машины убедитесь в безопасности токопроводящих проводов к электрическому двигателю и магнитным пускателям.
6. СОДЕРЖАНИЕ ОТЧЕТА
В отчет должно входить: краткое содержание работы (описание сущности сварки, её схема, тепловой баланс электрической мощности дуги, изложить основные требования к источникам питания и построить их возможные ВАХ), электрические схемы источников питания (трансформаторов, преобразователей и выпрямителей); краткое описание методики проведения опытов при снятии внешней ВАХ ИП и исследовании влияния скорости подачи электродов на величину сварочного тока; результаты опытов и расчета расхода электроэнергии, паспортные данные ИП, описание его электрической схемы и принципа работы.
7. КОНТРОЛЬНЫЕ ВОПРОСЫ
1. В чем заключается сущность электродуговой сварки?
2. На что расходуется электрическая мощность источника питания?
3. Какие требования предъявляются к источникам питания?
4. Какие могут быть внешние вольт-амперные характеристики источников питания?
5. Как различают источники тока по конструкции, по роду тока и количеству постов?
6. Как расшифровать марку источника питания?
7. Как рассчитать продолжительность работы источника питания и его добротность?
8. Как рассчитать расход электроэнергии при сварке?
9. Как влияет скорость подачи электрода на величину тока сварки?
10. Как влияет полярности источника питания на глубину проплавления?
11. Как осуществляется регулирование тока сварки?
8. ВРЕМЯ, ОТВЕДЕННОЕ НА РАБОТУ
Подготовка к работе – 0,5 акад. часа;
Выполнение работы – 1 акад. час;
Обработка результатов эксперимента и оформление отчета –
0,5 акад. часа.
Домашняя проработка – 2 акад. часа ч.
9. ЛИТЕРАТУРА
Основная:
1. Дальский А. М. Технология конструкционных материалов - М.: Высш. школа, 1991
Дополнительная
1. Справочник сварщика /Под ред. В. В. Степанова. М.: Машиностроение, 1982
2. Сварка и свариваемые материалы / Под. общ. ред. В.Н. Волченко.М.: Металлургия, 1994
Подготовил: Казаков Ю.Н.