“Выбор режущего инструмента и расчет режима обработки заготовок на токарных станках”
Вариант № ______ Группа ______ Студент _____________________
1. Исходные данные.
| Материал заготовки | ||
| Марка материала | ||
Предел прочности при растяжении  , МПа , МПа
| ||
| Твердость по Бринеллю HB,% | ||
| Вид заготовки | ||
| Вид обработки | ||
| Шероховатость Rz, мкм | ||
| Технологическая система | ||
| Размеры заготовки | l, мм | |
| d0, мм | ||
| d0, мм |
2. Выбор резца.
| Тип резца | |||
| Материал режущей части | |||
| Длина резца, L мм | |||
| Сечение державки, В×H | |||
| Стойкость резца Т, мин | |||
| Показатель относительной стойкости, m | |||
| Углы рабочей части | Табличные | Замеренные | Вывод |
| Передний угол, gо | |||
| Задний угол, aо | |||
| Главный угол в плане, jо | |||
| Вспомогательный угол в плане, j’о | |||
| Угол наклона главной режущей кромки, lо |
Вывод: _______________________________________________ __________________________________________________________ __________________________________________________________
3. Эскиз резца с сечениями и размерами.
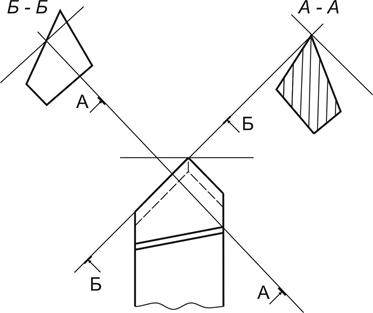
4. Схема обработки с движениями и размерами.

5. Расчет параметров режима точения.
Вывод: _______________________________________________ __________________________________________________________ __________________________________________________________
Работу принял ________________________________________
Приложение 2
Справочные таблицы
Таблица 1
Рекомендации по выбору марок твердого сплава
для обработки чугунов и сталей
| Вид точения | Марка твердого сплава при обработке | ||
| серого чугуна | углеродистой стали обычного качества | углеродистой качественной стали | |
| Чистовое точение | ВК6 | Т15К6 | Т14К8 |
| Черновое точение | ВК8 | ВК8 | Т5К10 |
Таблица 2
Рекомендуемые основные углы и радиус при вершине проходных
резцов с пластинами из твердого сплава
| Обрабатываемый материал | g о | a о | j о | l о | r, мм | |
| Серый Чугун | НВ£250 | 8...10 | 30...60 | 0...5 | 0,5...1,5 | |
| НВ>250 | 8...10 | 30...60 | 0...5 | 0,5...1,5 | ||
| Углерод. сталь |   300 МПа 300 МПа
| 10...16 | 6...10 | 45...60 | 0...5 | 0,5...1,5 |
Таблица 3
Число проходов i резца при чистовом точении в зависимости от заданной шероховатости, жесткости технологической системы и припуска на обработку
| Параметр Шероховатости, мкм | Технологическая система | Припуск П на обработку, мм | |||||||
| £1 | £2 | £3 | £4 | £5 | £6 | £7 | £8 | ||
| Число проходов, i | |||||||||
| Rz 80...40 | Жесткая | ||||||||
| Средняя | |||||||||
| Нежесткая | |||||||||
| Rа 1,25...0,63 | Жесткая | - | - | ||||||
| Средняя | - | - | - | ||||||
| Нежесткая | - | - | - | - |
Таблица 4
Подачи Sо при черновом точении чугуна и углеродистых сталей резцами с пластинами из твердого сплава
| Размер державки (В×Н), мм | Диаметр заготовки, мм | t £ 2 | 2 < t £4 | 4 < t £6 |
| Sо, мм/об | ||||
| 16×25 | D £ 60 | 0,9 | 0,8 | 0,7 |
| 60< D £ 100 | 1,2 | 1,1 | 0,9 |
Таблица 5
Подачи Sо при чистовом точении чугуна и стали резцами с пластинами из твердого сплава
| Радиус вершины резца, r мм | Sо, мм/об | ||
| Rа 5...2,5 | Rа 2,5...1,2 | Rа 1,2...0,63 | |
| 0,5 | 0,13 | 0,08 | 0,06 |
| 1,0 | 0,19 | 0,11 | 0,07 |
Таблица 6
Допустимый износ и стойкость резцов
с пластинами из твердого сплава
| Вид обработки | Обрабатываемый материал | Износ hз, мм | Период стойкости Т, мин | Показатель относительной стойкости, m |
| Черновое точение | чугун | 0,8...1,0 | 0,2 | |
| Углеродистая сталь | 0,8...1,2 | 0,2 | ||
| Чистовое точение | чугун | 0,6...0,8 | 0,2 | |
| Углеродистая сталь | 0,4...0,6 | 0,2 |
Таблица 7
Значения коэффициента CV и показателей степени xv, yv
| Материал заготовки | Подача | CV | xv | yv |
| Углеродистая конструкционная сталь | Sст £ 0,3 | 0,15 | 0,29 | |
| 0,3< Sст £0,7 | 0,15 | 0,35 | ||
| Sст > 0,7 | 0,15 | 0,45 | ||
| чугун | Sст £ 0,40 | 0,5 | 0,20 | |
| Sст > 0,40 | 0,5 | 0,40 |
Таблица 8
Коэффициент KMV, учитывающий влияние физико-механичских свойств обрабатываемого материала на скорость резания
| Углеродистая сталь | Серый чугун |

| 
|
Таблица 9
Значения коэффициента KПV, учитывающего влияние состояния поверхности заготовки на скорость резания
| Вид заготовки | Материал заготовки | |
| углеродистая сталь | серый чугун | |
| Отливка с коркой | 0,5 | 0,6 |
| Отливка без корки | 1,0 | 1,0 |
| Прокат | 0,9 | - |
| Поковка | 0,8 | - |
Таблица 10
Значения коэффициента KИV, учитывающего влияние инструментального материала на скорость резания
| Инструментальный материал | Материал заготовки | |
| конструкц. сталь | серый чугун | |
| ВК6 | - | 1,0 |
| ВК8 | 0,4 | 0,83 |
| Т5К10 | 0,65 | - |
| Т14К8 | 0,8 | - |
| Т15К6 | 1,0 | - |
Таблица 11
Значения коэффициента  и показателей степени XP, YP, KP в формуле силы резания при наружном продольном точении
и показателей степени XP, YP, KP в формуле силы резания при наружном продольном точении
| Обрабатываемый материал | 
| XP | YP | KP |
| Углеродистая сталь | 1,0 | 0,75 | - 0,15 | |
| Серый чугун | 1,0 | 0,75 |
Таблица 12
Коэффициент  , учитывающий влияние качества обрабатываемого материала на составляющую PZ силы резания
, учитывающий влияние качества обрабатываемого материала на составляющую PZ силы резания
| Обрабатываемый материал |
|
| Углеродистая конструкционная сталь |  
|
| Серый чугун | 
|
Таблица 13
Значения коэффициентов, учитывающих влияние геометрических параметров режущей части твердосплавного инструмента на составляющую PZ силы резания
| Обозначение | Величина угла | Значение коэффициента |

| j = 300 | 1,08 |
| j = 450 | 1,0 | |
| j = 600 | 0,94 | |
| j = 900 | 0,89 | |

| g = - 150 | 1,25 |
| g = 00 | 1,1 | |
| g = 100 | 1,0 | |

| l = - 150 | 1,0 |
| l = 00 | 1,0 | |
| l = 50 | 1,0 | |
| l = 150 | 1,0 |
Таблица 14
Паспортные данные токарно-винторезного станка 16К20
| Мощность электродвигателя NД, кВт | |||||
| КПД привода станка, h | 0,75 | ||||
| Частота вращения шпинделя nст, об/мин | 12,5; | 16; | 20; | 25; | 31,5; |
| 40; | 50; | 63; | 80; | 100; | |
| 125; | 160; | 200; | 250; | 315; | |
| 400; | 500; | 630; | 800; | 1000; | |
| 1250; | |||||
| Продольные подачи Sст, мм/об | 0,05; | 0,06; | 0,075; | 0,09; | 0,1; |
| 0,125; | 0,15; | 0,175; | 0,2; | 0,25; | |
| 0,3; | 0,35; | 0,4; | 0,5; | 0,6; | |
| 0,7; | 0,8; | 1; | 1,2; | 1,4; | |
| 1,6; | 2; | 2,4; | 2,8 |
Приложение 3
Варианты задания
На токарно-винторезном станке 16К20 обтачивают заготовку диаметром d0 до диаметра d1.
| № | Материал заготовки | sв, Мпа | НВ | Вид заготовки | Вид обработки и шероховатость | Жесткость технологической системы | Размеры заготовки, мм | |||
| l | d0 | d1 | ||||||||
| Серые чугуны | ||||||||||
| СЧ15 | отливка с коркой | черновая Rz 40 | жесткая | |||||||
| СЧ20 | ||||||||||
| СЧ24 | ||||||||||
| СЧ30 | отливка без корки | чистовая Rа 0,63 | средняя | |||||||
| СЧ35 | жесткая | |||||||||
| Углеродистые конструкционные стали обычного качества | ||||||||||
| Ст 1 | прокат | черновая Rz 40 | жесткая | |||||||
| Ст 2 | ||||||||||
| Ст 3 | ||||||||||
| Ст 4 | ||||||||||
| Ст 5 | поковка | |||||||||
| Ст 6 | ||||||||||
| Углеродистые конструкционные качественные стали | ||||||||||
| прокат | чистовая Rа 0,63 | жесткая | ||||||||
| черновая Rz 40 | ||||||||||
| средняя | ||||||||||
| жесткая | ||||||||||
| 20Л | отливка с коркой | |||||||||
| 35Л | ||||||||||
| обрабо- танный прокат | чистовая Rа 1,25 | средняя | ||||||||
| У5 | ||||||||||
| Углеродистые конструкционные стали обычного качества | ||||||||||
| Ст 1 | прокат | черновая Rz 50 | жесткая | |||||||
| Ст 2 | средняя | |||||||||
| Ст 3 | жесткая | |||||||||
| Ст 4 | средняя | |||||||||
ЛИТЕРАТУРА
1. Прогрессивные режущие инструменты и режимы резания металлов. Справочник под редакцией В.И.Баранникова, М.: Машиностроение, 1990, 399с.
2. Справочник технолога-машиностроителя. Под редакцией А.Г.Косиловой и др. Издание 4. М.: Машиностроение, 1985, 496с.
3. Ю.М. Сас. Методические указания к самостоятельному изучению курса “Технология конструкционных материалов”. М.: 1990,43с.
СОДЕРЖАНИЕ
1. Цель лабораторной работы.. 3
2. Выбор режущих инструментов для точения. 3
3. Измерение углов резца. 5
4. Порядок расчета режима резания. 8
5. Порядок выполнения работы.. 11
6. Пример выполнения. 12
Вопросы для самоконтроля. 14
Приложение 1. Указание к оформлению лабораторной
работы.. 15
Приложение 2. Справочные таблицы.. 18
Приложение 3. Варианты Задания. 23
Литература. 24
Редактор Ю.К. Фетисова
Подписано в печать 07.04.2010 г. Формат 60х84/16
Печать офсетная Усл. печ. л. 2,75 Уч. – изд. л. 2,2
Тираж 500 экз. Заказ 155 Цена 25 руб.
Ротапринт МАДИ 125319, Москва, Ленинградский проспект, 64