1.1 Исходные данные на проектирование
1.1.1.Район строительства: г. Ханты-Мансийск
1.1.2.Пролеты:
В1=18м.
В2=18м
В3=18м
1.1.3.Высота:
Н1=9,6м
Н2=9,6м
1.1.4.Шаг колонн:
lкр=6м
Lcр=12м.
1.1.5.Грузоподъемность крана:Q1=10т, Q2=10т, Q3=10т
1.1.6.Прочие условия для проектирования:
Каркас: ж/б
Несущие конструкции покрытия: плиты ж/б по ж/б балкам
Стеновое ограждение: в зависимости от типа здания
1.2. Производственно технологический процесс
Сельскохозяйственное машиностроение является одной из ведущих отраслей народного хозяйства и характеризуется широкой номенклатурой изделий и их значительными габаритами. В составе завода - основные производственные цеха, вспомогательные цеха, склады, энергетические установки и различные объекты общезаводского назначения.
Исходные материалы на склады завода поступают железнодорожным транспортом, а готовая продукция отгружается из цехов железнодорожным транспортом. Внутрицеховые и межцеховые перевозки осуществляются специализированным транспортом.
| Изм. |
| Лист |
| № докум. |
| Подпись |
| Дата |
| Лист |
| 3 |
| Исходные данные на проектирование |
| Изм. |
| Лист |
| № докум. |
| Подпись |
| Дата |
| Лист |
| 4 |
| Производственно технологический процесс |
При механической обработке наблюдается последовательное изменение состояния исходной заготовки (ее геометрических форм, размеров и количества поверхностей) до получения готовой детали. Технологический процесс сборки связан с образованием разъемных и неразъемных соединений составных частей изделия
Сборочный цех
Сборочные работы по трудоемкости в серийном производстве занимают второе место после механической обработки, их удельный вес составляет
25-35%. В крупносерийном и серийном производстве сборочные работы выполняют в самостоятельных сборочных цехах.
Технологический процесс сборки заключается в обработке поступающих со склада заготовок на металлорежущих станках, сдача их на промежуточный склад деталей, узловая сборка, сборка узлов и отдельных деталей в изделие (общая сборка), регулирование и испытание машины и ее важнейших узлов, окончательная окраска и отделка машин.
Основными помещениями цеха являются: отделение узловой сборки; отделение общей сборки; испытательное отделение; подсобные помещения(окрасочная)
Детали и узлы к месту сборки подаются рельсовыми передаточными тележками, кран-балками и электрокарами. Склад готовой продукции имеет железнодорожный ввод для отгрузки продукции потребителям.
| Изм. |
| Лист |
| № докум. |
| Подпись |
| Дата |
| Лист |
| 5 |
| Производственно технологический процесс |
Технологический процесс сборки машин и механизмов представляет собой часть производственного процесса, включающего совокупность операций по соединению деталей в определенной технически и экономически целесообразной последовательности для получения сборочных единиц и изделий, полностью отвечающих установленным для них требованиям.
Сборка может осуществляться простым соединением деталей, их запрессовкой, свинчиванием, сваркой, пайкой, клепкой и т.д. По своему объему сборка подразделяется на общую сборку, объектом которой является изделие в целом, и на узловую сборку, объектом которой является составная часть изделия, т.е. сборочная единица или узел.
В данном цеху применена поточная сборка.
При подвижной сборке собираемое изделие последовательно перемещается по всем сборочным постам, на каждом из которых выполняют определенную операцию. Каждый пост оборудуют приспособлениями и инструментами, предназначенными для выполнения данной операции. Детали и узлы для сборки поступают на соответствующие посты.
При подвижной сборке рабочие, выполняющие отдельные операции, распределены по рабочим местам – постам, к которым подают соответствующие детали и узлы; объект же производства последовательно перемещается от одного поста к другому.
Преимущества этого способа состоят в том, что расчлененный сборочный процесс не требует высококвалифицированных исполнителей, так как закрепление за исполнителем одной или небольшого количества операций дает ему возможность приобрести в короткий срок необходимые навыки.
| Изм. |
| Лист |
| № докум. |
| Подпись |
| Дата |
| Лист |
| 6 |
| Производственно технологический процесс |
Под поточной линией сборки понимают ряд рабочих мест, участвующих в сборке узла или машины, расположенных соответственно последовательности операций технологического процесса сборки (рис. 1).
Непрерывность процесса при поточной сборке достигается благодаря равенству или кратности времени выполнения операций на всех рабочих местах линии сборки, т.е. длительность любой сборочной операции на линии сборки должны быть равна или кратна такту сборки изделия.
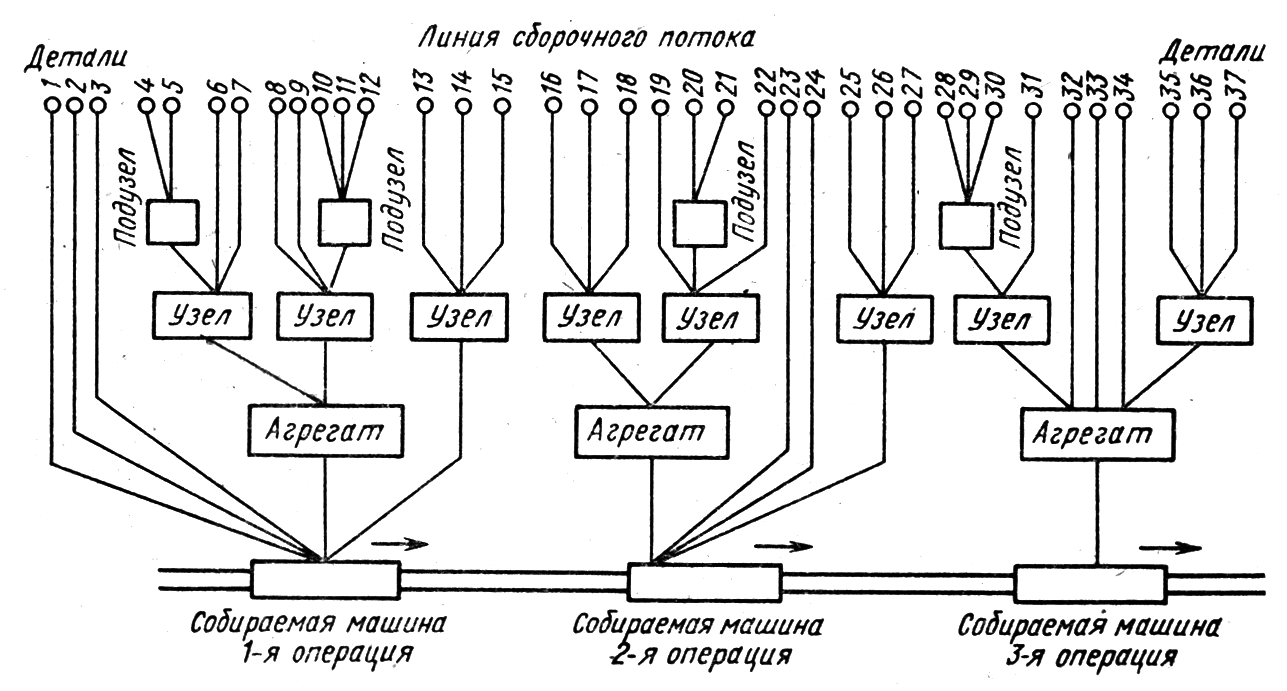
Рис. 1. Схема поточной сборки с подвижным объектом
Скорость перемещения собираемого объекта принимают равной 10…15 м/мин при ручном перемещении, до 20 м/мин при перемещении по рольгангу, 30…40 м/мин при использовании транспортных конвейеров, 15…20 м/мин для конвейера периодического действия и 0,25…3,5 м/мин для непрерывного конвейера (меньшее значение скорости выбирают для напольных сборочных конвейеров из условий техники безопасности).
Для большинства изделий сельскохозяйственного машиностроения наиболее совершенной по технико-экономическим показателям является поточная сборка при расчлененном процессе с принудительным движением объекта и принудительно регулируемым тактом. Такт сборки на конвейере является планирующим началом всей работы не только сборочного цеха, но и др.
| Изм. |
| Лист |
| № докум. |
| Подпись |
| Дата |
| Лист |
| 7 |
| Производственно технологический процесс |
| Сборочный цех |
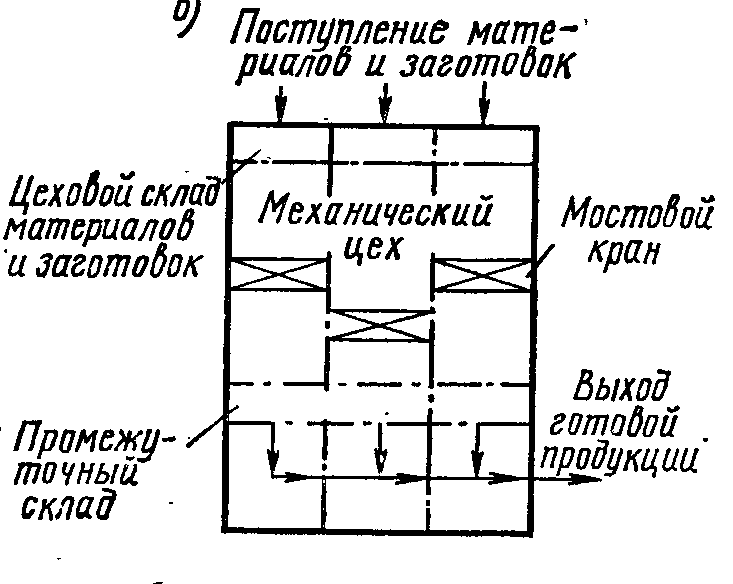
Рис.2 Схема расположения сборочного цеха

Рис.3 Схема технологических потоков
механического и сборочного цехов
| Изм. |
| Лист |
| № докум. |
| Подпись |
| Дата |
| Лист |
| 8 |
| Производственно технологический процесс |
Общая сборка тракторов, автомобилей, комбайнов и других сельскохозяйственных машин и агрегатов в крупносерийном массовом производствах выполняется на конвейерах. Сборка может производиться на подвижных тележках или на подвесных устройствах. После установки опорных катков на гусеничном тракторе или колес на колесном тракторе дальнейшая сборка может производиться без применения тележек. Если позволяет конструкция машины (зерноуборочные комбайны), общая сборка производится путем перемещения собранной части рамы с установленными колесами.
Общая сборка начинается с базовой сборочной единицы, которой на тракторах является трансмиссия, в базовой сборочной единицы, которой на тракторах является трансмиссия, включающая коробку передач и задний мост, а на автомобилях и комбайнах – рама. На линию общей сборки со вспомогательных конвейеров или с промежуточных складов поступают собранные узлы (сборочные единицы первого порядка) и отдельные детали.
Процесс общей сборки разделяется на операции, продолжительность которых должна быть равна такту выпуска изделия. Все работы по сборке должны быть максимально механизированы. С увеличением выпуска однотипных машин расширяются возможности применения специальных сборочных приспособлений, изготовление которых при малых программах выпуска не окупается.
Для бесперебойной работы конвейера на его отдельных участках целесообразно размещать межоперационные заделы деталей и небольших узлов.

| Изм. |
| Лист |
| № докум. |
| Подпись |
| Дата |
| Лист |
| 9 |
| Генеральный план участка |
Рис. 5.Технологическая схема сборочного цех
1.3.Генеральный план участка
1.3.1.Зонирование территории
Состав генерального плана:
1) Главный сборочный корпус завода
2) Механический цех
3) Окрасочный цех
4) Обкаточная площадка
5) Маслоподвал, трансформаторная
6) Энергоблок
7) Подстанция
8) Открытая площадка для готовой продукции
9) Контрольно-пропускной пункт
10) Административно-бытовой корпус
11) Здание по испытанию двигателей
12) Площадка утиля
13) Автостоянка личного транспорта
14) Гараж на 2-3 машины
15) Пожарное депо на 1 машину
16) Склад красок, эмалей
17)
| Изм. |
| Лист |
| № докум. |
| Подпись |
| Дата |
| Лист |
| 10 |
| Генеральный план участка |
Зонирование территории предприятия по направлению к нему из города:
1. Санитарно-защитная зона и зона общественного транспорта
2. Предзаводская зона или зона административно-хозяйственных объектов
3. Зона основных производственных цехов
4. Зона основных и вспомогательных цехов и сооружений
5. Зона складов и железнодорожного транспорта
Предзаводская зона
Заводоуправление, инженерный корпус, столовая, проходные, административно-бытовые помещения, стоянки транспорта
– размещены со стороны основного прохода работающих.
Производственная зона
сборочные цехи;, склад сырья, полуфабрикатов, готовой продукции.
Производственная зона – рядом с предзаводской. При этом обрабатывающие и сборочные цехи, выделяющие наименьшее количество вредностей, требующие наибольшую численность трудящихся, размещаются в первой, ближайшей к главному входу на завод панели
Заготовительные цеха размещается в удалении от предзаводской зоны, рядом с железнодорожной станцией,
Зона вспомогательных цехов
Механический, инструментальный, электороподстанции – граничат с производственной зоной.
Складская зона
Общезаводские склады: топлива, горючесмазочных материалов, лаков и красок, комплектующих изделий.
Складская зона концентрируется в районе веера железнодорожных путей, при этом склады с большим грузооборотом размещены ближе к железнодорожной станции
1.3.2.Транспортная и пешеходная связь
| Изм. |
| Лист |
| № докум. |
| Подпись |
| Дата |
| Лист |
| 11 |
| Благоустройство территории |

Рис.6 Схема грузо- и людских потоков
Железнодорожный транспорт нормальной колеи 1520(1524 мм) применяется главным образом в качестве внешнего транспорта при массовых перевозках сырья и готовой продукции.
Автомагистрали проходят по периферии, и на них ориентированы главные фасады производственных предприятий и административно-бытовые здания.
Магистральные автодороги являются продолжением внешних дорог и обеспечивают проезд автотранспорта к основным грузовым участкам и складам предприятия.
Межцеховые дороги примыкают к магистральным и обеспечивают проезд автотранспорта к вспомогательным, административным, бытовым и другим зданиям.
1.3.3.Благоустройство территории
Благоустройство территории является составной частью архитектурного решения генерального плана предприятия.
В этой части генерального плана на основании целесообразной архитектурно-планировочной организации
| Изм. |
| Лист |
| № докум. |
| Подпись |
| Дата |
| Лист |
| 12 |
| Благоустройство территории |
Размещение малых архитектурных форм, элементов визуальной информации и монументально-декоративного искусства на транспортных и пешеходных направлениях и места наибольшего скопления трудящихся (площади, входные группы, и т.д.)
Вдоль потока движения людей на разветвлениях пешеходных дорожек с железнодорожными линиями размещена информация, предназначенная для безопасности и ориентации движения.
Стенды с показателями выполнения плана работ и сдачи продукции, Доски прочета установлена у проходных предприятий. Флагштоки, эмблема предприятия установлены на въезде в производственную зону.
Основным элементом озеленения предзаводской зоны служит газон. В целях раскрытия застройки предзаводских зон деревья (ель колючая, береза пушистая, соснаобыкновенная) и кустарники посажены группами(не создавая рядовые посадки)только на площадках кратковременного отдыха.
На предзаводской площадке широко применены цветники: бархатцы прямостоячие, флокс метельчатый (как в открытом грунте, так и в декоративных контейнерах).
Основной элемент твердых покрытий предзаводской площади – асфальт. Покрытие автомобильных стоянок аналогично покрытию автодорог.
Благоустройство участков при производственных зданиях – газон и использование различных композиций из неплотных посадок деревьев и кустарников.
Санитарно-защитная зона размером 100 м
| Изм. |
| Лист |
| № докум. |
| Подпись |
| Дата |
| Лист |
| 13 |
| Конструктивная схема здания. Каркас. |
2.1. Конструктивная схема здания. Каркас. Обеспечение жесткости каркаса.
Каркас одноэтажного здания с покрытием из плоских элементов состоит из поперечных рам, образованных защемленными в фундаментах колоннами и шарнирно опирающимися на колонны балками. В продольном направлении рамы связаны подкарановыми балками, балками распорками, подстропильными фермами, жестким диском покрытия. Жесткий диск образуют плиты покрытия, приваренные к балкам с последующим замоноличиванием швов.
В данном производственном здании высотой 9,6 м с опорными кранами грузоподъемностью 10т. применены колонны прямоугольного сечения (серия КЭ-01-49) с сечением 400×800
Железобетонные фахверковые колонны, служащие только для крепления стен, устанавливаются только в торцах здания и принимаются
сечением 300×300
Применены подкрановые балки – таврового сечения с утолщенной на опорах вертикальной стенкой высотой 1м.
Примененены железобетонные стропильные балки для скатной кровли при пролетах 18м, и шаге 6м (серия 1.462-3)
Для перекрытия пролета 12м применяются подстропильные балки(образуют промежуточные опоры для расположения с 6-метровым шагом стропильных конструкций)
2.2. Фундаменты и фундаментные балки.
Типовые столбчатые монолитные железобетонные фундаменты под колонны промышленных зданий состоят из подколонника и двухступенчатой плитной части. Фундамент запроектирован по высоте 3,6 м
Обрез фундамента располагается на отметке -0,15м.Высота ступеней плитной части 0,3м Площадь сечения подколонников принята 1,2*1,2. Площадь сечения подошвы 0,6*0,4*0,5
Зазор между гранями колонн и стенами стакана принят по верху 75 мм и по низу 50 мм, а между низом колонн и дном стакана 50 мм
Форма плитной части принимается трехступенчатой, так чтобы при высоте ступеней до 0,45 м. вылет всей плитной части и отдельных ступеней ограничивался уклоном 1:2 при опорном кране грузоподъемностью до 50 т
| Изм. |
| Лист |
| № докум. |
| Подпись |
| Дата |
| Лист |
| 14 |
| Стеновое ограждение |
Исходные данные:
- район строительства - г. Ханты-Мансийск;
- группа здания – промышленное здание;
- расчетная средняя температура внутреннего воздуха жилого здания,  =18°С (СН-245-71, таблица 5);
=18°С (СН-245-71, таблица 5);
- относительная влажность внутреннего воздуха жилого здания,  =60%
=60%
(СН-245-71, таблица 5)
- расчетная температура наружного воздуха в холодный период года, °С, для всех зданий, кроме производственных зданий, предназначенных для сезонной эксплуатации, принимаемая равной средней температуре наиболее холодной пятидневки обеспеченностью 0,92,  =-41°С (СНиП 23-01-99 «Строительная климатология»).
=-41°С (СНиП 23-01-99 «Строительная климатология»).
Расчетный коэффициент теплопроводности материала слоев О.К.  , Вт/(м·°С), принимаем по табл. Д.1, прилож. Д СП 23-101-2004, исходя из условия эксплуатации О.К. (Б), которое определяем по влажностному режиму помещения и зоне влажности района строительства (т.е. г. Ханты-Мансийске) по табл. 2, п. 4.4 [СНиП 23-02-2003]. Влажностный режим помещения определяем по табл. 1, п. 4.3 [СНиП 23-02-2003] (в моем случае при
, Вт/(м·°С), принимаем по табл. Д.1, прилож. Д СП 23-101-2004, исходя из условия эксплуатации О.К. (Б), которое определяем по влажностному режиму помещения и зоне влажности района строительства (т.е. г. Ханты-Мансийске) по табл. 2, п. 4.4 [СНиП 23-02-2003]. Влажностный режим помещения определяем по табл. 1, п. 4.3 [СНиП 23-02-2003] (в моем случае при  и
и  , что соответствует влажностному режиму помещения – нормальный). Зону влажности на территории города находим по карте зон влажности территории РФ, приведенной в прилож. Б (г. Ханты-Мансийск относится к нормальной зоне). Таким образом, по нормальному влажностному режиму помещения и нормальному на территории города,
, что соответствует влажностному режиму помещения – нормальный). Зону влажности на территории города находим по карте зон влажности территории РФ, приведенной в прилож. Б (г. Ханты-Мансийск относится к нормальной зоне). Таким образом, по нормальному влажностному режиму помещения и нормальному на территории города,
условие эксплуатации О.К. - Б.
| Изм. |
| Лист |
| № докум. |
| Подпись |
| Дата |
| Лист |
| 15 |
| Стеновое ограждение |
1,2.фактурные слои из цементно-песчаного
раствора марки 100, 
3.для отапливаемого здания с шагом 6 м.
–плоские однослойные из
автоклавного ячеистого бетона марки 35
(объемная масса 800 кг/м3,)

Рис.7 Схема ограждающей конструкции