Насосы. Динамические машины.
Лабораторная работа №3
Введение
Центровка валов - это устранение смещений и перекосов осей сопрягаемых валов. Оси отцентрованных валов должны быть продолжением одна другой. Если центровка выполнена некачественно, происходит повышенная вибрация агрегата, что ведет дополнительно к ухудшению центровки и преждевременному износу оборудования (в частности, подшипников).
Существует несколько видов расцентровки валов: осевая, поперечная, угловая и их разновидности (рис.1).
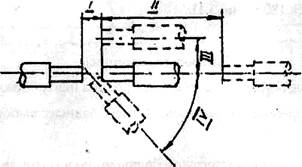 |
Рисунок 1 – Виды расцентровки агрегатов:
I - нормальный зазор; II - осевое смещение; III - радиальное смешение;
IV - угловое смещение
Осевое смещение валов - самый простой случай расцентровки при сохранении соосности осей агрегатов (положение II). В этом случае центровка заключается в том, что, не меняя высотного положения центрируемого оборудования, необходимо сместить центрируемый вал к базовому.
При поперечной расцентровке валов они могут быть смещены в горизонтальной и вертикальной плоскостях (положение III).
При этом расцентровка в горизонтальной плоскости исправляете простым смещением по горизонтали. А величина смещения в вертикально плоскости (е) определяется из условия
а1 + r1 + е = а2 + r2; е = а2 + r2 – а1 – r1,
где а1, а2 - расстояние от базовой поверхности до валов;
r1r2 - радиусы валов (рис.2).
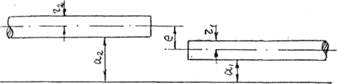 |
Рис. 4.2. Поперечное смешение валов
На величину "е" и производится смещение центрируемого вала относительно базового в вертикальной плоскости.
При угловом и поперечно-угловом смещениях осей валов необходимо устранить перекос валов и их смешение. В этом случае применяю следующие способы центровки:
1) по полумуфтам при помощи радиально-осевых стрелок (рис.4);
2) 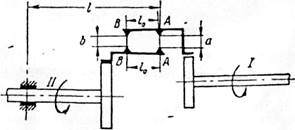 по полумуфтам при помощи двух радиальных стрелок (рис.3).
по полумуфтам при помощи двух радиальных стрелок (рис.3).
Рисунок 3 – Схема центровки валов по двум радиальным стрелкам
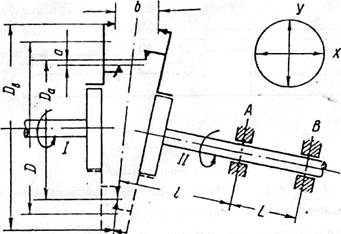 |
Рисунок 4 – Схема центровки валов по радиально-осевым стрелкам
Методика проведения работы
Радиально-осевые стрелки укрепляют на центрируемых полумуфтах (рис.4). На стрелках укреплены индикаторы часового типа так, чтобы можно было фиксировать радиальный и осевой зазоры между полумуфтами. Установив валы в исходное положение, чтобы индикаторы находились в верхнем положении, измеряют радиальный зазор а1и осевой b1. Затем оба вала одновременно поворачивают на 90°, 180° и 270° измеряют каждый раз радиальный и осевой (торцовый) зазоры (а2, b2, а3, b3,а4,b4).Результаты замеров заносят на специальную диаграмму (рис. 5).
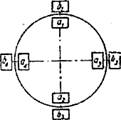 |
Рисунок 5 – Круговая диаграмма при центровке по радиально-осевым стрелкам
Торцовое и угловое смещения устраняют путем перемещения одной из машин в горизонтальной и вертикальной плоскостях, приняв вторую машину за базу. При монтаже центробежных насосов с приводом электродвигателей за базу принимают насос.
Насос и электродвигатель считаются отцентрованными, если величины торцовых и радиальных смещений во всех четырех положениях соответственно равны между собой:
а1 = а2 = а3 = а4 и b1 = b2 = b3 = b4
При значительных размерах агрегатов удобнее производить смещения, ориентируясь на положение подшипников центрируемого агрегата. В этом случае необходимое перемещение подшипника А (рис.4).
· в вертикальной плоскости будет
· в горизонтальной плоскости будет
где D - диаметр окружности, описываемый радиальными стрелками;
 - расстояние между центром нормального зазора и подшипником А.
- расстояние между центром нормального зазора и подшипником А.
В этих выражениях первое слагаемое показывает величину смещения для устранения перекоса, а второе - величину смещения осей валов по вертикали.
Перемещение подшипника В определяется по формулам:
· в вертикальной плоскости будет

· в горизонтальной плоскости будет

где L - расстояние между подшипниками.
Допускаемое отклонение центровки по полумуфтам зависит от конструкции и диаметра муфт, скорости вращения роторов. Центровка считается правильной, если разность диаметрально противоположных замеров перекоса и параллельного смещения осей не превышает значений, приведенных в таблице
Таблица 1 – допускаемые отклонение центровки вала по полумуфтам
| Скорость вращения вала, об/мин | Отклонения центровки (при диаметре муфты 500 мм), мм | ||
| муфта жесткая | муфта упругая пальцевая | муфта зубчатая | |
| До 750 | 0,08 | 0,1 | 0,15 |
| 750- 1500 | 0,06 | 0,08 | 0,12 |
| 1500-3000 | 0,04 | 0.06 | 0,10 |
| Свыше 3000 | 0,02 | 0,04 | 0,08 |
Производя при центровке замеры, следует иметь в виду, что суммы замеров на каждом из взаимно перпендикулярных направлений должны быть равны. Допускаемая разность этих сумм не должна превышать 0,02 мм.
Таблица 2 – результаты центровки
| До центровки | После центровки | ||
| а1=5,45 | b1=4,74 | а1=5 | b1=4 |
| а2=7,25 | b2=5,48 | а2=5 | b2=4,2 |
| а3=6,35 | b3=5,6 | а3=5,5 | b3=4,3 |
| а4=4,8 | b4=3,58 | а4=6,5 | b4=4,1 |
Допускается, что разность сумм на каждом из взаимоперпендикулярных направлений не должна превышать 0,02мм.
Δа1,2 = а1 = а2 = 5 + 5 = 10 Δb1,2 = b1 +b2 = 4 + 4,2 = 8,2
Δа3,4 = а3 = а4 = 5,5 + 6,5 = 12 Δb3,4 = b3 +b4 = 4,3 +4,1 = 8,4
| Δа1,2 - Δа3,4 | = | 10 – 12 | = 2∙0,01 = 0,02
| Δb1,2 - Δb3,4 | = | 8,2 – 8,4 | = 0,2∙0,01 = 0,002
0,01мм – один оборот стрелки прибора.
Вывод: разность сумм не превышает 0.02мм, следовательно, можно считать центровку выполненной.