Сварку балки с разделкой кромок на вертикальных стенках с двумя поясами производить согласно (рис.1), предварительно разметив на участки длиной не более 300 мм: в последовательности: 1-1, 2-2', 3-3', и т.д. Выполнить 1-й проход сварного щва №1 обратно-ступенчзтым способом от середины к краям с разбивкой на n равных частей. После заварки 1-го прохода св.шва №1 сборочная единица кантуется на 180° и выполняется сварка 1-го прохода сварного шва №2. Сварка последующих проходов сварных швов №1 и №2 выполняется в последовательности 3-4, 5-6, 7-8 до получения заданных геометрических размеров сварного шва (рис.2).

Рис.1 Cварка первого шва

Рис.1 Сварка заполняющих швов автоматом
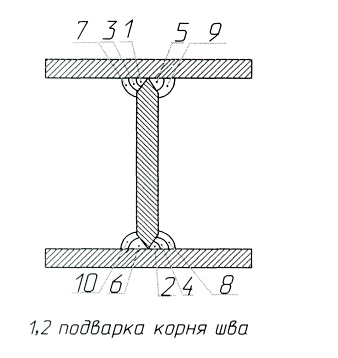
Рис.2 Сварка балки с t>8 мм.

Рис.2 Сварка балки с t<8 мм.
При сварке балок из частей взаимное расположение швов должно быть как показано на (рис.3).

Рис.3 Взаимное расположение швов.
Примеры расположения сварных швов металлоконструкций типа болок и стоек, а так же их исполнение показано на схеме рис.4.

Рис.4 Расположения сварных швов металлоконструкций
Основные технологические приемы сборки и сварки конструкций коробчатого сечения можно показать на примере изготовления сварной двутавровой балки с ребрами жесткости. Отдельные листы соединяют в длинные полосы, которые являются полками и стенками двутавровой балки. На сборочно-сварочном стенде согласно чертежу устанавливают обе полки, стенку и ребра жесткости. Элементы двутавровой балки фиксируют относительно друг друга с помощью прихваток. Длина прихваток 30-40 мм, расстояние между ними 350-400 мм.
Сварку двутавровой балки ведут от середины к краям. Первоначально выполняют все швы в пределах одного центрального контура, ограниченного стенкой, двумя полками и двумя ребрами жесткости, с одной стороны стенки (рис. 5). Затем сваривают швы противоположного контура, т. е. расположенного на другой стороне стенки.
На рис. 5 цифрами I-VIII обозначена последовательность сварки контуров. Порядок наложения швов внутри одного контура обозначен цифрами 1-8. Выбранная технология сварки контуров — в шахматном порядке.
Швы 1, 4, 5 и 7 рекомендуется накладывать обратноступенчатым способом. Такой способ уравновешивания деформаций, заключающийся в чередовании наложения швов по контурам, обеспечивает наименьшего коробления конструкции.
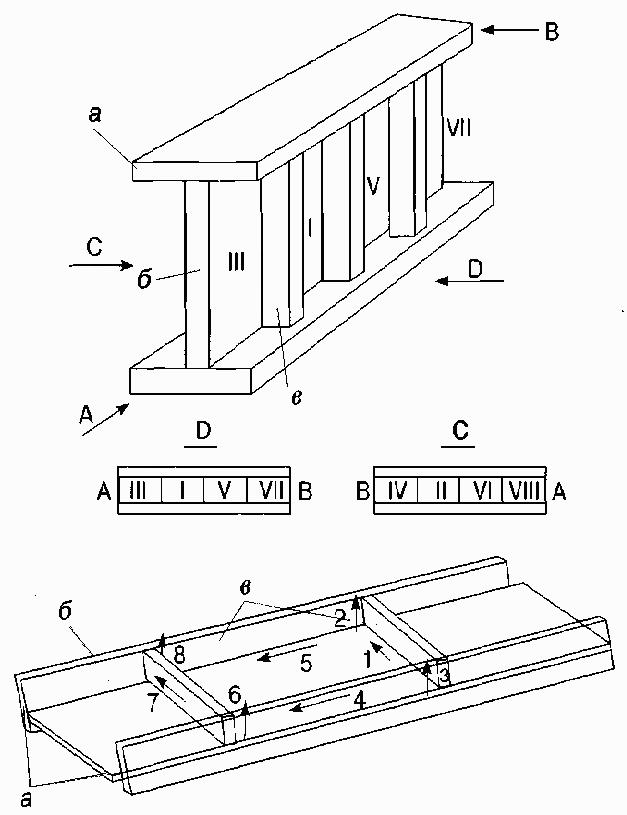
Рис.5 Расположения сварных швов двутавровой балки с ребрами жесткости
Рекомендуемые схемы сварки ферм.
Собрав на плите ферму прихватить каждую перемычку не менее, чем в 2-х местах. Длина прихваток 10±2 мм, высота 5+1мм. Прихватки зачистить, кратера с трещинами подрезать. Обеспечить плавный переход прихваток к основному металлу. При сборке следить за плоскостностью фермы и по окончании проверить на соответствие требованиям чертежа. Собранную ферму закрепить в приспособлении для кантовки и установить на ролики. Сварку выполнять от середины фермы к краям. Порядок сварки узлов конструкции показан на рисунке. Сварку выполнять двумя сварщиками, с перекантовкой фермы до полной обварки каждой связи. Направление сварки в соответствии с эскизом.
Необходимо учесть: начало и конец обрыва дуги должны быть зачищены с плавным переходом на длине шва 10+4 мм. Начало и конец последующего валика должен перекрывать предыдущий валик на 10-14 мм.
