Технологическая схема от склада сырья до склада готовой продукции

Сырьевые материалы поступают на завод по железной дороге, проходящей вдоль его внешней стены. На заводе обеспечен запас песка, соды, доломита и мела для работы в течении 20 дней.
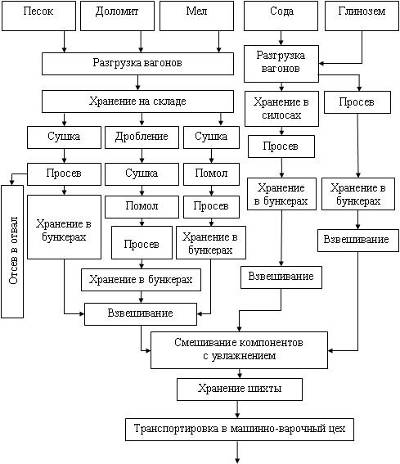
Из склада материалы попадают в подготовительные цеха, где подвергаются следующим видам обработки:
По линии песка: песок подвергается сушке, затем по элеватору он направляется в сито-бурат, в котором происходит просев песка ситом №08. После чего песок, прошедший через сито под силой гравитации попадает в бункер для хранения. Не отвечающий требованиям песок отправляется в отвал для дальнейшей его реализации и собственных нужд. С бункера подготовленный песок поступает на взвешивание, затем по транспортерной линии движется в смесительный цех.
По линии доломита: куски доломита поступают в дробилку, после дробления по конвейеру движется в сушильный барабан, сушка доломита осуществляется при температуре не превышающей 4000. Высушенный доломит поступает в мельницу для помола, затем по элеватору попадает в сито-бурат для контрольного просеивания используют сито №09. Далее доломит попадает в бункер для хранения. С бункера подготовленный доломит поступает на взвешивание и по транспортерной линии в смесительный цех.
По линии мела: мел поступает на завод в кусковом виде, из склада мел подвергается, аналогично доломиту, сушке, при температуре не превышающей 4000, помолу, контрольному просеву (сито №1.1) и в бункер для хранения. С бункера подготовленный мел поступает на взвешивание и по транспортерной линии в смесительный цех.
По линии соды: сода поступает в готовом виде (в мешках). Ее просеивают через сито №1.1. С бункера подготовленная сода поступает на взвешивание и по транспортерной линии в смесительный цех.
По линии глинозема: глинозем поступает также как и сода в готовом виде, его просеивают через сито №1.1. В дальнейшем из бункера для хранения он поступает в смесительный цех.
Из цехов подготовки материалы через автоматические весы попадают на ленточный транспортер, который ведет в цех смешивания материалов.
Затем подготовленная шихта по элеватору поступает в бункеры для хранения.
Из бункера хранения шихта через роторные загрузчики попадает в печь. Для равномерной подачи шихты по всей ширине печи используют несколько загрузчиков. Для поддержания постоянного уровня стекломассы с точностью до загрузчики работают в автоматическом режиме и связан с уровнемером в выработочной части печи.
Варка в печи осуществляется автоматически. Основными параметрами автоматического управления режимом стекловаренной печи являются: количество и отношение расходов топлива и воздуха, температура газа и воздуха в регенераторах, давление и состав газа в печи, постоянство уровня стекломассы. Автоматическое управление работой стекловаренной печи позволяет повысить качество стекломассы, увеличить выпуск изделии, снизить их себестоимость.
Важнейшим признаком нормальной работы стекловаренной печи является постоянство положения границ шихты и пены. Это обеспечивается соблюдением контрольных параметров режима работы печи: максимальной температуры, общего расхода топлива и по зонам, температуры верхнего строения по длине варочной части печи, производительности печи по съемам стекломассы. Зона варки должна быть симметричной относительно продольной оси ванной печи. Смещение зоны варки в ту или другую сторону относительно этой оси - «перекос» - служит признаком нарушения нормальной работы печи.
«Перекосы» зоны варки вызываются в основном неравномерным расходом топлива по сторонам печи, неодинаковой тягой с левой и правой сторон печи, а также нарушением питания шихтой и боем по фронту загрузки. Результатом таких нарушений является понижение температуры в области перекоса. Для устранения перекоса допускается уменьшение подачи шихты и увеличение подачи боя на сторону печи, имеющую пониженную температуру.
Появление в зоне варки следов расплавленного щелока (сульфата натрия) или обильной пены не допускается, так как это свидетельствует о нарушении температурного и газового режимов, неправильном соотношении или плохом смешивании сульфата натрия и угля.
При появлении большого количества пузырей в области чистого зеркала и за последней парой горелок принимают меры по нормализации съема стекломассы, границ шихты и пены, расхода топлива и воздуха по зонам печи, давления газовой среды, соотношения сульфата натрия и восстановителя в шихте. Кроме этого, следует проверить правильность измерения температуры и провести анализ отходящих газов.
Местные выделения пузырей, образующихся вследствие разрушения огнеупоров, устраняют установкой холодильников, а появление большого количества пузырей в разных местах печи - нормализацией температурного и газового режимов.
Подготовка стекломассы к формованию - один из важных и сложных процессов стекольного производства. При подготовке стекломассы к формованию должны быть обеспечены необходимая вязкость стекломассы, ее химическая и термическая однородность.
Формирование стеклоизделий происходит механизированным способом сжатым воздухом на стеклоформующих автоматах.
Выдувание изделий осуществляется в черновой форме, производится дном вверх, а в чистовой форме - дном вниз.
Чтобы выдуть стекломассу требуется давление воздуха 5-15 Па.
Отжигом называется такая термическая обработка стеклоизделий, при которой внутренние остаточные напряжения удаляются или уменьшаются до допустимых пределов, зависящих от назначения изделий и условий их эксплуатации.
При отжиге проводится регулируемое охлаждение изделий от температуры формования до температуры цеха. Режим отжига стеклоизделий зависит от состава и свойств стекла, размеров и толщины стенок изделий.
Стеклянную тару после выхода из печи отжига осматривает сортировщик, который отбирает бой и брак. Основанием для сортировки стеклянной тары являются государственные стандарты и технические условия. Для удобства сортировки и наглядности подбирают эталоны отдельных видов пороков.
Всю бракованную стеклянную тару обращают в бой. Годную стеклянную тару передают по конвейеру печи отжига для калибровки по овалу венчика горла. Венчик горла промеряют калибрами. Кроме промеров по овалу венчика горла периодически проверяют с помощью высотного калибра высоту изделия и его перекос.
Кроме сортировки и калибровки стеклянную тару испытывают на испытательной станции или в цеховой лаборатории. При испытании проверяют:
- термостойкость в пределах перепада температур, установленного государственным стандартом;
- сопротивление внутреннему давлению (с помощью гидравлического пресса);
- механическую прочность (раздавливание на рычажном прессе);
- распределение стекла в изделии (путем измерения специальными щупами толщины стенок и дна);
- качество отжига стеклянной тары (с помощью полярископа или поляриметра);
- массу;
- полную вместимость по массе или объему залитой воды.
Кроме того, проверяют предельные диаметры горла, диаметр корпуса, высоту изделий и наличие перекоса, радиусы закруглений венчика горла и корпуса, общий сдвиг венчика горла относительно корпуса.
ОТК и испытательная станция проверяют работу сортировщиков и калибровщиков, состояние калибров у калибровщиков, качество изделий, выпущенных машиной после полной смены форм, проводят контрольную разбраковку изделий с конвейера печи отжига.
Конструкции применяемых автоматических контрольных устройств позволяют контролировать основные размеры изделий: максимальный и минимальный внутренний и внешний диаметры горла, высоту изделия и его горловой части, толщину стенок и дна и др.
Компактная упаковка в пакеты-поддоны. Изделия (бутылки, банки) устанавливают плотно друг к другу, между горизонтальными рядами помещают картонные или пластмассовые прокладки. Высота укладки изделий на один поддон составляет 1,1-2 м. Высота укладки, а также размеры поддонов определяются характером транспортирующих средств, размерами складских помещений, видом отгрузки и т.д. Наиболее распространены поддоны размерами 1,2x0,8 м. На верхний ряд изделий кладут жесткую крышку, после установки верхней крышки на пакет надевают рукав из термоусадочной полиэтиленовой пленки. Нижнюю часть рукава по всему периметру жестко крепят к деревянному поддону, а верхнюю часть обрезают с небольшим припуском, чтобы полностью закрепить изделия сверху. Образованный таким образом пакет помешают на 3 минуты в печь. Полиэтилен при этом сжимается, образуя жесткий пакет.
Пакеты-поддоны с помощью автопогрузчиков вывозят на склады готовой продукции или грузят в транспортирующие средства.